Строй-Техника.ру
Строительные машины и оборудование, справочник
В настоящее время подавляющее большинство свинцовых аккумуляторов с намазными электродами изготавливаются по порошковой технологии. Общая схема такого производства, предусматривающая использование современного оборудования и новых технологических приемов работы, показана на рис. 1.
В литейном цехе приготовляют сплавы, которые используются для отливки аккумуляторных токоотводов и мелких соединительных деталей. Токоотводы отливаются на литейных автоматах типа «Хлорайд», «Виртц», «УСОТ», «Агат».
Свинцовый порошок изготовляется в мельницах фирмы «Хлорайд» производительностью 100 т порошка в неделю или в ситовых мельницах. Из порошков различной степени окисленности готовят пасты для положительных и отрицательных пластин.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
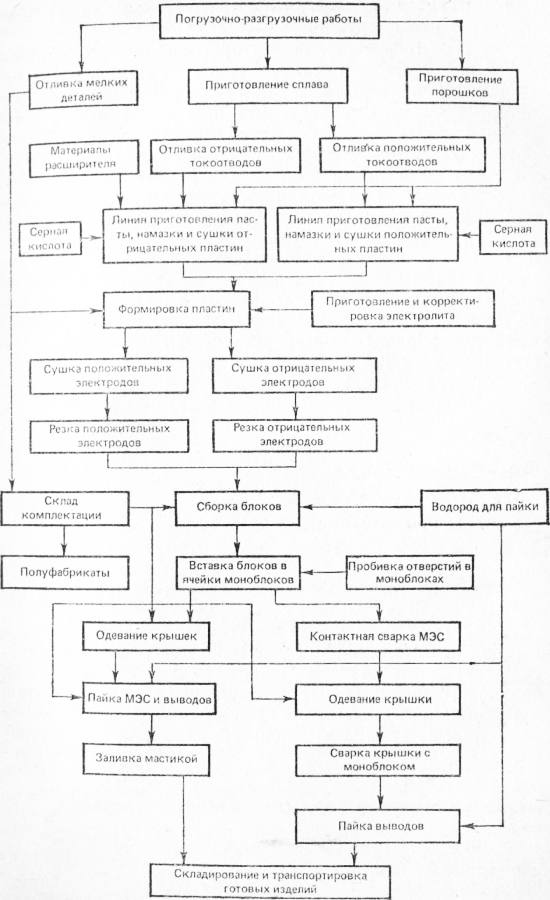
Рис. 1. Схема производства стартерных аккумуляторных батареи
Намазка и сушка пластин производится на поточно-механизированных линиях. Пасты приготавливаются в смесителе непрерывного действия, куда поступает свинцовый порошок. Смеситель для приготовления положительной пасты снабжен дозаторами воды и серной кислоты, а смеситель для приготовления отрицательной пасты имеет добавочный дозатор для подачи расширителя. Готовая паста из смесителя поступает в бункер намазочной машины. Намазка токоотводов осуществляется следующим образом: под бункером намазочной машины с помощью автоматического питателя подаются один за другим токоотводы, затем паста, находящаяся в бункере машины вмазывающим устройством вмазывается в ячейки токоотвода. Намазанные пластины далее подвергаются прокатке, обрабатываются углекислым аммонием и поступают в сушило. Высушенные пластины направляются на склад-накопитель, а оттуда — в цех формировки. Здесь происходит перевод пасты в активную массу.
(Сформированные электродные пластины сушат, затем, после разрубки сдвоенных электродов на одиночные, они подаются на сборку. Сюда же подают сборочные детали, отлитые в литейном цехе, сепараторы, а также водород для пайки. Собранные и спаянные блоки вставляют в ячейки моноблока, производят припайку МЭС и выводов, а затем обратно герметизируют специальной мастикой. Изготовленные таким образом свинцово-кислотные аккумуляторные батареи поступают в отделение контроля готовой продукции.
Как видно из рис. 1, весь технологический процесс состоит из пяти основных участков: приготовление сплава, отливка токоотводов и мелких деталей; получение свинцового порошка и приготовление пасты; намазка, прокатка, карбонизация и сушка пластин; формировка пластин и сушка электродов; сборка аккумуляторных батарей.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Общая технологическая схема производства"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы