Строй-Техника.ру
Строительные машины и оборудование, справочник
Последовательность укладки в пазы катушек обмотки крупных электрических машин такая же, как и машин средней мощности. Но с увеличением мощности и размеров машин возрастает поперечное сечение катушек и увеличивается их механическая жесткость. Усилия, необходимые для установки в пазы катушек, отгиба и рихтовки их лобовых частей, возрастают. В то же время изоляция больших катушек имеет такую же механическую прочность, как и малых. Сильные и резкие удары могут привести ее в негодность. Поэтому при укладке обмоток крупных машин часто используют различные домкраты, с помощью которых можно создать сильное равномерное давление на всю пазовую часть катушки и не повредить ее изоляцию. Домкрат упирают в установленную в статоре перекладину и создают давление на прямолинейную пазовую часть катушки через вставленную в паз осадочную доску. Для полного осаживания пазовой катушки в паз на место постоянного клина устанавливают стальную пластину, ширина которой должна быть несколько меньше, чем клина, так, чтобы она свободно перемещалась в клиновых выемках паза. На верхнюю часть помещенной в паз катушечной стороны укладывают предохранительную прокладку и с двух сторон статора забивают длинные деревянные или текстолитовые осадочные клинья со скосами, направленными навстречу друг другу. При сдвигании навстречу друг другу осадочные клинья упираются сверху в стальную пластину, создают равномерное деление на всю верхнюю поверхность катушки и осаживают ее на дно паза. Лобовые части отгибаются в нужное положение также с помощью домкрата, упирающегося одной стороной в деревянную планку, приложенную к лобовой части катушки, а другой — в торец статора.
Обмотка статоров современных гурбо- и гидрогенераторов, как правило, выполняется не катушечной, а стержневой. При этом отпадает необходимость в подъеме шага и укладке замковых катушек. Вначале укладывают все стержни нижнего слоя, последовательно рихтуя и привязывая к бандажным кольцам их лобовые части, после чего, установив прокладку между слоями, укладывают стержни верхнего слоя. Масса стержня обмотки крупного турбогенератора или гидрогенератора достигает 100 кг и более, поэтому укладка стержней в пазы выполняется несколькими обмотчиками.
Статоры тихоходных вертикальных гидрогенераторов делают разъемными. Обычно они разнимаются на четыре или шесть сегментов. Укладка стержней в пазы сегментов облегчена тем, что сегменты располагаются на обмоточном участке пазами вверх и у обмотчиков имеется много свободного места для работы. Стержни укладывают не во все пазы сегментов: несколько пазов с обоих торцов сегмента оставляют свободными. Число таких пазов с каждой стороны равно примерно половине шага обмотки. Это делают для того, чтобы во время транспортировки обмотанных сегментов к месту установки гидрогенератора лобовые части уложенных стержней не выступали за габариты сегмента и не повреждались. В оставшиеся свободными пазы стержни устанавливают после сборки статора на гидроэлектростанции.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Внутренние диаметры статоров турбогенераторов относительно небольшие. Даже в очень мощных машинах они лишь немного больше метра, что очень затрудняет укладку статорной обмотки, каждый стержень которой имеет большую массу, большую длину пазовой части и отогнутых лобовых частей. Статорную обмотку турбогенераторов укладывает бригада обмотчиков. При этом используют все описанные выше способы для равномерной осадки стержней на дно пазов и рихтовки лобовых частей (осадочные клинья, домкраты и т.п.). Лобовые части стержней, как правило, крепятся с каждой стороны статора двумя или тремя бандажными кольцами, которые, в свою очередь, прикреплены на стойках к нажимным плитам статора. На рис. 1 показана система крепления лобовых частей обмотки турбогенератора. Лобовые части прочно прибандажированы к нескольким бандажным кольцам, которые установлены на кронштейнах, закрепленных на нажимной плите.
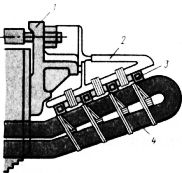
Рис. 1. Крепление лобовых частей обмотки статора турбогенератора
Стержни турбо- и гидрогенераторов между собой и схему обмотки соединяют либо пайкой головок стержней встык серебряными припоями типа ПСР, либо с помощью наконечников на головках стержней с последующей пропайкой.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Особенности укладки обмоток статоров крупных электрических машин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы