Строй-Техника.ру
Строительные машины и оборудование, справочник
Положение пластин коллектора относительно пазов якоря определяется при разработке конструкции машины. При сборке якоря оно фиксируется взаимным расположением шпоночных канавок сердечника якоря и коллектора. Укладку обмотки якоря надо начинать со строго определенного паза, а не с произвольно выбранного, как в статорах и роторах машин переменного тока, иначе щетки придется смещать с предназначенного для них места вдоль окружности коллектора.
Признаками, по которым определяется первый паз, являются либо совпадение его оси симметрии с серединой одной из коллекторных пластин, либо совпадение оси паза с изоляцией между коллекторными пластинами. Один из этих признаков, чаще первый, указывается в технической документации. В ней же дается номер коллекторной пластины, соответствующий первому пазу, например, против первого паза находится двенадцатая пластина коллектора.
Первый паз обмотчик вначале определяет приближенно — «на глаз», после чего правильность выбора необходимо проверить с помощью шаблона. Шаблон состоит из стоек, призмы, стержня и передвижной чертилки. Он выполнен так, что середина его стержня, острие чертилки и ось призмы на стойке находятся в одной плоскости. Для проверки правильности выбора первого паза стойку шаблона устанавливают призмой на вал якоря, стержень вставляют в намеченный паз, а чертилку опускают до соприкосновения с поверхностью коллектора. Если в чертеже задано, например, что ось симметрии первого паза должна находиться против изоляции между коллекторными пластинами и первый паз выбран правильно, то чертилка должна попасть на изоляцию между коллекторными пластинами. Если этого не произошло и чертилка касается поверхности коллекторной пластины, то стержень шаблона переставляют в следующий паз и снова проверяют совпадение оси паза и изоляции между пластинами.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
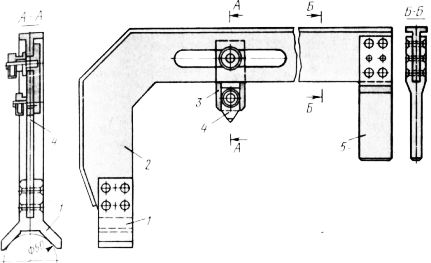
Рис. 1. Шаблон для разметки якоря
После того как первый паз найден, его отмечают на торце якоря насечками и, руководствуясь указаниями в чертеже, отсчитывают от чертилки нужное число коллекторных пластин, определяя первую коллекторную пластину. Ее также помечают обычно керном в торце пластины. Основная разметка якоря на этом может быть закончена: в первый паз будет уложена нижняя сторона первой катушки обмотки, а выводной конец ее средней (или крайней) секции должен быть соединен с первой пластиной коллектора. Выводные концы других секций первой катушки вкладываются в прорези петушков соседних (или следующих за первой по .ходу укладки, если с первой пластиной соединена крайняя секция) коллекторных пластин. Все остальные катушки укладываются в последующие пазы, а выводные концы их секций устанавливаются последовательно в прорези следующих по порядку коллекторных пластин.
Однако до приобретения навыка укладки обмотки якоря рекомендуется пронумеровать все пазы якоря, например, мелом или краской на торце якоря и коллекторные пластины, с тем чтобы по ходу укладки обмотки периодически проверять правильность соблюдения шагов обмотки по пазам и по коллектору.
В тех случаях, когда в технической документации нужные для разметки данные отсутствуют, обмотчику приходится самому определять и первый паз, и первую коллекторную пластину, исходя только из данных схемы обмотки. Такое положение часто встречается, например, во время ремонта якоря, когда старая обмотка демонтирована, а якорь при этом не размечен.
Существует несколько способов разметки якоря.
Наиболее удобно производить разметку как петлевой, так и волновой обмотки от оси симметрии первого паза, в который закладывается нижняя сторона первой катушки. Этот паз определяют, руководствуясь следующим правилом. Если из двух чисел, характеризующих данную обмотку, и„ (число сторон секций в пазу) и г/г (второй частичный шаг обмотки по элементарным пазам) одно четное, а другое нечетное, то за первый принимают паз, ось симметрии которого совпадает с осью симметрии одной из пластин коллектора. Если же оба эти числачетные или оба нечетные, то за первый принимают паз, ось симметрии которого совпадает с изоляцией между коллекторными пластинами — миканитовой прокладкой. Выбранный паз отмечают с обеих сторон краской или засечками керном на торце якоря, так же отмечают коллекторную пластину. После этого рассчитывают, к какой коллекторной пластине должны быть присоединены выводы секций катушки, сторона которой укладывается в первый паз. Расстояние этой коллекторной пластины до оси первого паза удобнее выражать в целых коллекторных делениях. Расчет проводят для одной из секций, входящих в первую катушку. Если число секционных сторон в пазу нечетное, то расчет ведут для средней секции, если четное, то для секции, сторона которой занимает ближайшее положение справа от оси паза.
Для петлевой обмотки отсчет ведут в направлении укладки катушек в пазы якоря (в направлении к верхней стороне первой катушки), а для волновых обмоток — в противоположном направлении.
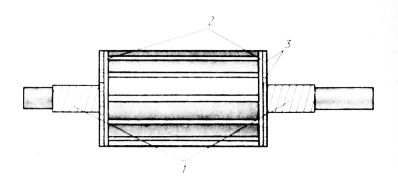
Рис. 2. Изолирование якоря машины малой мощности перед укладкой обмотки
Обмотки из круглого провода якорей небольших диаметров (приблизительно до 150 мм) наматывают непосредственно в пазы. Лобовые части таких обмоток плотно прижимаются к валу машины и к торцам якоря, поэтому эти участки перед укладкой изолируют. На участки вала между коллектором и сердечником якоря наносят несколько слоев изоляционного ленточного материала, а на прилегающий участок с противоположной стороны надевают изоляционную трубку. На торцах сердечника располагают электронитовые шайбы, имеющие форму и размеры листов стали якоря. Пазы якоря изолируют пазовыми коробами. Обмотку выполняют без подъема шага: первые катушки обеими сторонами укладывают на дно пазов, последние — обеими сторонами в верхнюю часть пазов. Лобовые части обмотки при этом распределяются неравномерно: у первых катушек они прижимаются к торцам якоря и к валу, а у последних располагаются в верхнем слое. Более равномерное распределение лобовых частей получается в так называемых двуххордовых обмотках. В таких обмотках при ручной укладке витки катушек наматывают одной стороной в один паз, а другими сторонами — в два разных паза, в каждый из них по половине витков катушек. На рис. 140 показана последовательность обмотки якоря машины малой мощности, имеющего девять пазов. Половина витков первой катушки наматывается из 1-го паза в 5-й, а вторая половина — из 1-го в 6-й.
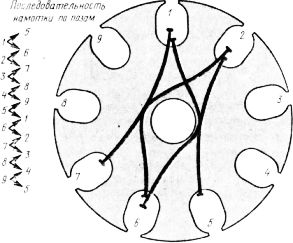
Рис. 3. Последовательность обмотки якоря машины малой мощности
Таким образом, витки первой катушки занимают половину 1-го паза и по ‘/4 5-го и 6-го. Половину витков следующей катушки наматывают из 2-го паза в 6-й и половину из 2-го паза в 7-й, третью катушку — из 3-го паза в 7-й и в 8-й и т. д. После полного обхода все пазы оказываются заполненными нужным числом проводников обмотки. Такой способ обеспечивает большую симметрию расположения обмотки на якоре, чем укладка по обычной схеме.
В настоящее время на большинстве заводов укладка обмотки якорей механизирована. Существует несколько типов станков для механизированной обмотки якорей. По способу образования витка обмотки станки подразделяются на челночные и бесчелночные. В бесчелночных станках витки обмотки образуются при вращении якоря вокруг оси, перпендикулярной валу, в челночных — в результате движения челнока (поводка) вокруг якоря.
Якорь устанавливается в центрах челночного станка и фиксируется кулачковыми держателями. Обмоточный провод пропускается через полую ось шпинделя станка и ролики, укрепленные на поводке, и закрепляется на якоре. Якорь удерживается в неподвижном положении фиксатором, входящим в его паз. При работе станка поводок, двигаясь вокруг якоря, укладывает обмоточный провод, который соскальзывает с направляющей поверхности держателей в пазы якоря. По окончании намотки одной половины катушки поводок передвигается относительно якоря и наматывает вторую половину катушки в пазы. После намотки всей катушки поворачивают маховичок, на оси которого насажены кулачки. Держатель при этом отводится на небольшое расстояние от якоря, освобождая фиксатор, после чего поворачивают якорь на одно пазовое деление и опять устанавливают фиксатор в новый паз, фиксируя следующее положение якоря; возвращают маховичок в исходное положение и закрепляют якорь. После намотки следующей катушки операции повторяются. Чтобы снять якорь после окончания намотки всей обмотки, поворачивая эксцентрик, отводят держатель и полностью освобождают якорь.
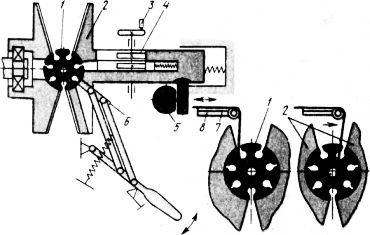
Рис. 4. Намотка обмотки якоря на челночном станке
При массовом производстве однотипных машин применяют более совершенные станки, в которых автоматизирован также поворот якоря на нужный угол после окончания намотки очередной катушки и его последующая фиксация в новом положении.
По окончании намотки в пазы устанавливают клинья и передают якорь для намотки бандажей.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Порядок разметки якоря под укладку обмотки"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы