Строй-Техника.ру
Строительные машины и оборудование, справочник
При пропитке в компаундах достигается значительно большая монолитность обмоток и их изоляции, чем при пропитке в лаках, а также повышаются их механическая и электрическая прочность. Компаунды подразделяются на термореактивные и термопластичные. Термореактивные компаунды изготовляют на основе эпоксидной смолы с добавлением отвердителя и ускорителя. При нагреве до определенной температуры отвердитель способствует запеканию компаунда в твердую массу, а ускоритель — ускорению процессов, происходящих при запекании компаундной массы. После охлаждения термореактивные компаунды остаются в твердом состоянии и не размягчаются при последующем нагревании. Термопластичные компаунды изготовляют на основе битумных лаков. При нагреве битумные компаунды становятся жидкими, при остывании затвердевают, но при последующем нагреве снова размягчаются и теряют механическую прочность.
Термореактивными эпоксидными компаундами пропитывают обмотки высоковольтных машин с непрерывной изоляцией из слюдинитовых лент, а также обмотки низковольтных машин, работающих в тяжелых условиях. Для пропитки в компаундах требуется сложное оборудование, состоящее из пропиточных котлов с подогревом и насосами для создания в них пониженного и повышенного давлений, насосов для перекачки компаунда и т. п. Схема установки для пропитки в эпоксидных компаундах приведена на рис. 181. Пропитывают либо сердечники с уложенной в пазы обмоткой, либо отдельные катушки крупных машин, например турбогенераторов или гидрогенераторов, до их укладки в пазы. Перед пропиткой изделия обязательно подвергают сушке в печи при температуре 100—120 °С в течение 3—6 ч.
Пропитка осуществляется в вакуумном котле. Статоры с обмоткой или катушки, уложенные в кассеты и закрепленные в них, чтобы при пропитке они не потеряли форму, вкатывают на тележке в горизонтально расположенный вакуумный котел. Температуру в котле повышают до 50—60 °С и с помощью вакуумного агрегата создают пониженное давление 0,05—0,1 кПа. При этом обмотка дегазируется и высушивается. Пропиточный компаунд перед употреблением также дегазируется в дегазационной колонке при температуре 75°С и давлении 0,05 кПа в течение 1,5—2 ч, а после дегазации хранится в сборнике при низком давлении в холодном состоянии. Для пропитки он перегоняется насосом через нагреватель в вакуумный котел. Во время пропитки для лучшего проникновения компаунда в глубь обмотки в котле создается давление до 800 кПа. Пропитка продолжается 2—3 ч при этом давлении. Давление создается путем накачки в вакуумный котел азота. После этого азот перекачивается компрессором в сосуд, а неизрасходованный компаунд под давлением перегоняется в смеситель, в котором под вакуумом, создаваемым агрегатом, смешивается со свежим компаундом, и насосом через фильтр перегоняется в дегазационную колонку. После высушивания и дегазации компаунд перегоняется через холодильник 8 в сборник. Резервуары используют для других режимов пропитки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Индуктор для нагрева стали статоров
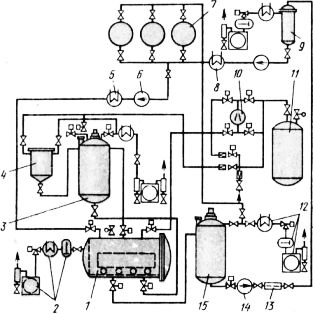
Рис. 2. Схема установки для пропитки в эпоксидных компаундах
По окончании пропитки и выгрузки из котла сердечники с уложенной обмоткой поступают в печь для запечки изоляции при температуре 150—180 °С в течение 16—24 ч. Изоляцию отдельных катушек не зарекают, а только подсушивают при 45— 50 °С в течение 16 ч, так как после запечки она становится очень твердой, и катушку или стержень обмотки с запеченной изоляцией нельзя уложить в пазы машины. Подсушку проводят «до отлипа», т. е. до такого состояния, чтобы поверхность изоляции не прилипала к рукам, а внутренние слои ее оставались еще влажными и могли несколько деформироваться при укладке в пазы. Запечку изоляции катушек производят после их укладки и закрепления в пазовых и лобовых частях.
В термопластичных битумных компаундах пропитывают обмотки высоковольтных машин и низковольтных с непрерывной изоляцией из стекломикаленты, работающих в тяжелых условиях. Процесс компаундирования включает в основном те же операции, что и при пропитке эпоксидными компаундами, но более простой: сушка обмоток, выдержка под низким давлением, после чего подача компаундной массы, разогретой приблизительно до температуры находящихся в автоклаве катушек, т. е. до 155—165 °С, создание повышенного давления, пропитка в течение нескольких часов, снятие давления и выгрузка из котла. Перед загрузкой в котел катушки по всему периметру покрывают защитным слоем киперной лентой впритык. Повышение давления в автоклаве после заполнения его битумом производят резко, с тем чтобы компаунд гидростатически опрессовал обмотку. После выемки из автоклава защитный слой ленты снимают вместе с натеками битума. Пропитывают в битумных компаундах только катушки или стержни обмотки, не уложенные в пазы машины.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Пропитка в компаундах"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы