Строй-Техника.ру
Строительные машины и оборудование, справочник
Подготовка фундаментов под колонны
Точность, трудоемкость и продолжительность установки колонн и других элементов каркаса промышленных сооружений зависит прежде всего от правильного устройства фундаментов под колонны и точности подготовки опорных поверхностей.
В случае применения железобетонных фундаментов стаканного типа небольшой высоты следует учитывать их особенности. Верхний уровень этих фундаментов значительно ниже уровня бровки котлована. Колонны на таких фундаментах следует монтировать при открытых котлованах.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Более высокие фундаменты, верхний уровень которых располагается примерно на 0,15 м ниже отметки пола, дают возможность до монтажа колонн уложить фундаментные балки, засыпать котлованы, спланировать площадку и устроить подготовку под полы, чтобы обеспечить благоприятные условия для работы транспортного и монтажного оборудования. С целью улучшения условий транспортирования и монтажа применяют также фундаменты с подколонниками.
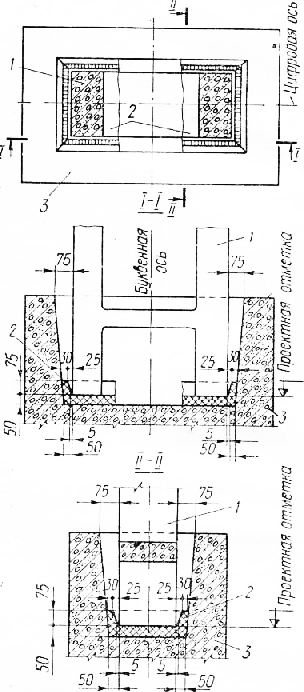
Для обеспечения точности и ускорения установки колонн требуется правильно расположить стаканы фундаментов в плане (смещение осей допускается не более ±10 мм); обеспечить точные проектные отметки дна стаканов (допуск ±20 мм); выдержать заданный зазор между проектным положением граней колонн и стенками стакана. Целесообразно устройство в подливке дна стакана неглубокого приямка (рис. 2), соответствующего очертаниям торца колонны, располагаемого по разбивочным осям и обеспечивающего фиксированную установку колонны по проектным осям. Для образования приямка в дне стакана применяют металлические формы [70].
Один тип форм используют для устройства приямков при установке колонн на заранее подлитую до проектной отметки поверхность дна стакана фундамента. Конструкция этой формы высотой 7,5 см снабжена крепежными винтами для установки ее относительно разби-вочных осей. Другой тип форм применяют при неподлитых на проектную отметку фундаментах. В отличие от первого типа форма оборудована винтами для установки не только по проектным осям, но и на проектную отметку. Процесс подливки и образования приямков состоит из следующих операций: установки звеном из двух монтажников 3, 4-го разряда во главе с геодезистом форм первого типа на заранее подлитые поверхности фундаментов или форм второго типа в тех случаях, когда фундаменты приняты без подливки на проектную отметку; смазки установленных форм техническим маслом; подачи на дно стакана бетона мелкой фракции и разравнивания штукатурной кельмой; выдержки бетона в течение 2—3 ч разборки форм.
После снятия форм на дне стакана фундамента остается приямок с очертанием опорного торца колонны. Благодаря защемлению в приямке нижняя часть колонн при выверке вертикальности не смещается с проектных осей, что часто имеет место и значительно задерживает монтаж, осуществляемый по обычной технологии. Весь процесс подливки дна фундамента, начиная с установки формы и кончая разборкой. по данным опыта занимает 20—30 мин.
Проверка состояния конструкций
Проверку состояния конструкций производят с целью обеспечения правильной и быстрой установки их, соединения в проектном положении и надежности их работы в сооружении. Путем проверки сборных железобетонных конструкций устанавливают: наличие на них марок и штампов ОТК; наличие паспортов; соответствие геометрических размеров конструкций рабочим чертежам; наличие на конструкции отметки о ее массе; отсутствие в бетоне трещин, выбоин и поверхностных раковин, превышающих допустимые размеры; отсутствие отклонений от геометрической формы (прямолинейность, горизонтальность опорных поверхностей); наличие и правильность расположения закладных деталей, отсутствие на них наплывов; наличие противокоррозионного покрытия на закладных деталях; наличие проектных и монтажных отверстий и их диаметр; чистота отверстий (отсутствие в них бетона); соответствие проекту выпусков арматуры и отсутствие в них трещин и недопустимых деформаций; соответствие проекту монтажных петель и отсутствие в них деформаций и трещин; наличие осевых рисок на тех элементах, у которых нет иных ориентиров, обеспечивающих возможность их правильной взаимной установки; наличие на односторонне армированных элементах знаков, указывающих на правильное положение элемента во время разгрузки и монтажа.
По геометрическим размерам и форме сборные железобетонные конструкции для зданий не должны иметь отклонений от проектных размеров более приведенных в СНиП I-B.5—62.
Укрупнительная сборка конструкций
В монтажные блоки укрупняют элементы колонн по длине, колонн с ригелями, ферм покрытий пролетами 30—36 м, доставляемых в виде двух половин, панелей стен, опускных колодцев, бункеров и других конструкций. Укрупнение выполняют на специальных стендах или в кондукторах. Элементы, подлежащие укрупнению, подают краном со склада и укладывают на опоры стенда таким образом, чтобы совпали их продольные оси. Затем производят подгонку торцов или выпусков арматуры для достижения соосности элементов или отдельных стержней. После установки дополнительных хомутов и сварки стержней устанавливают опалубку и производят бетонирование стыка. Марка бетона, которым бетонируется стык, и прочность его после твердения устанавливаются проектом. Обычно марку принимают такой же, как у соединяемых элементов, либо на одну марку выше.
Строповка конструкций
Строповку сборных конструкций производят при помощи стропов, захватов или траверс. Захватные приспособления для строповки должны обеспечивать удобные, быстрые и безопасные захват, подъем и установку конструкций в проектное положение и их расстроповку. Одним из важных требований к захватным приспособлениям является возможность расстро-повки с земли или непосредственно из кабины крана. Этому требованию в наибольшей степени удовлетворяют полуавтоматические захватные устройства.
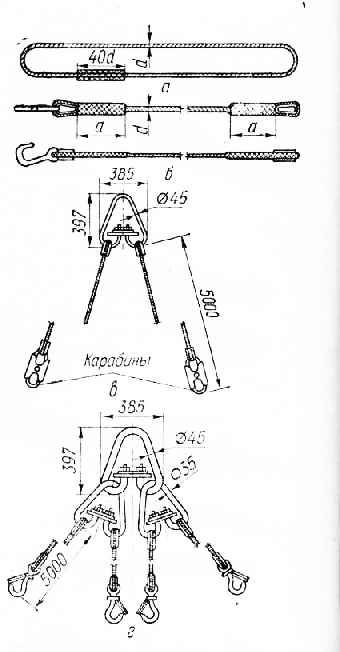
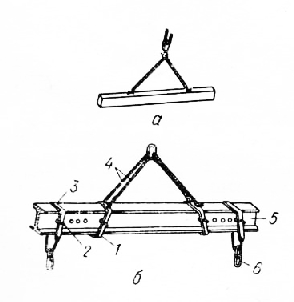
Стропы (рис. 2, а, б) изготовляют из стальных канатов; бывают они двух основных видов — универсальные и облегченные. Универсальные стропы выполняют в виде замкнутой петли, облегченные — из куска каната с закрепленными на обоих концах крюками, петлями на коушах или карабинами. Стропы могут быть изготовлены с одной, двумя, четырьмя и более ветвями в зависимости от вида и массы поднимаемого элемента.
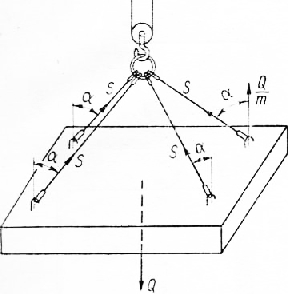
Так как с увеличением угла а увеличиваются усилия в ветвях стропа, что может вызвать разрыв или выдергивание монтажных петель, а также увеличить сжимающие усилия в поднимаемом элементе, угол а принимают не более 50—60°.
Для монтажных работ чаще всего применяют стропы из стальных канатов диаметром от 12 до 30 мм с допускаемыми нагрузками на одну ветвь: универсальных стропов от 2,15 (диаметром 19,5 мм) до 5,25 тс (диаметром 30 мм); облегченных стропов от 0,65 (диаметром 12 мм) до 5,25 тс (диаметром 30 мм). При изготовлении стропов более чем с тремя ветвями следует соблюдать их равенство по длине, иначе нагрузка в ветвях окажется неравномерной. Равномерное распределение нагрузки на каждую из ветвей стропа обеспечивается в четырехветвевом стропе и в балансирном стропе. Балансирный строп состоит из ролика, закрепленного между двумя щеками, через который пропущен облегченный строп. Наличие ролика обеспечивает равномерное распределение нагрузки на оба конца стропа независимо от положения груза.
Во время работы стропы изнашиваются от смятия, истирания в узлах, перетирания проволок об углы конструкций, перекручивания и ударов. Срок службы стропов, обычно составляющий от 2 до 3 месяцев, может быть увеличен при условии их бережливой эксплуатации: применения деревянных или стальных прокладок между стропами и поднимаемой конструкцией и пр.
Строповку сборных железобетонных элементов во многих случаях производят за петли (скобы), закладываемые в бетон при изготовлении изделий. Недостаток этого способа заключается в необходимости затраты арматурной стали на устройство петель.
Захваты позволяют производить подъем многих железобетонных элементов (колонн, балок, ферм, плит) без устройства петель. Для этой цели применяют траверсные стропы, строп-захваты, полуавтоматические пальцевые фрикционные, клещевые, консольные, клиновые и другие захваты.
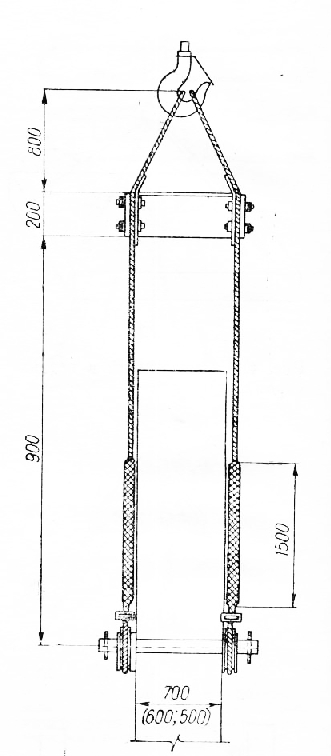
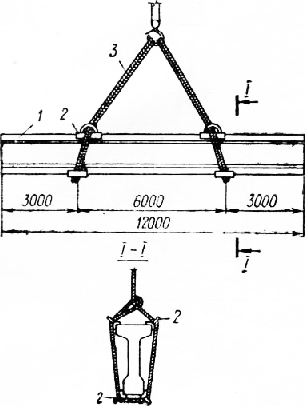
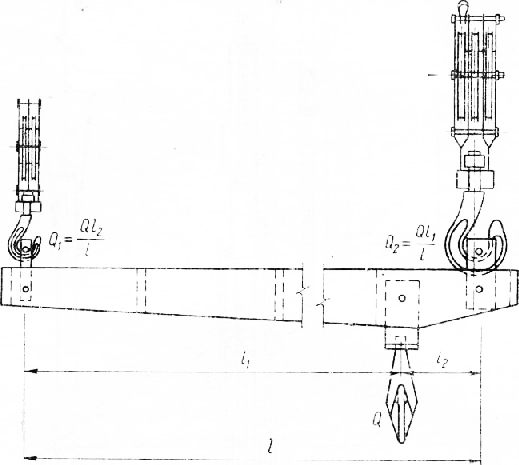
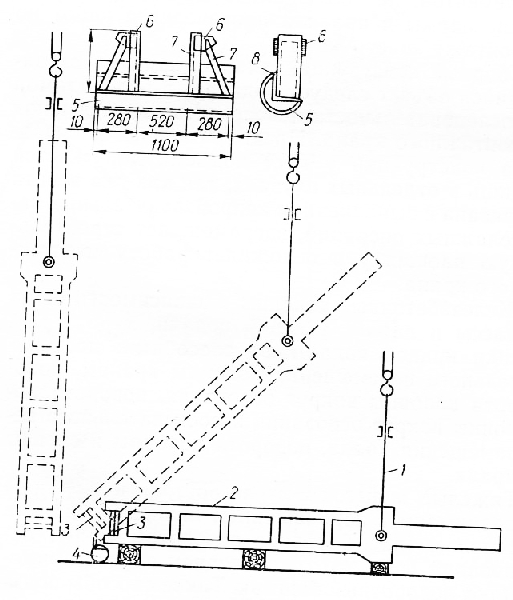
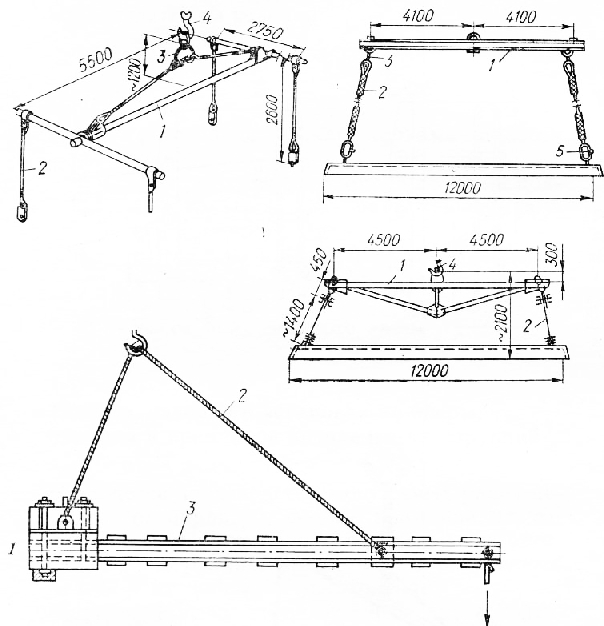
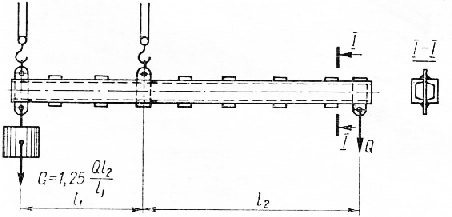
Траверсы, имеющие вид балок или треугольных ферм с подвешенными стропами, позволяют выполнить подвеску поднимаемого элемента за несколько точек. При подъеме грузов траверсами исключаются или уменьшаются сжимающие усилия в поднимаемых элементах, возникающие от их собственной массы при применении наклонных стропов. Строповку сборных железобетонных фундаментов под колонны производят за петли, заложенные в бетоне, двухветвевым или четырехветвевым стропом. Строповку колонн выполняют при помощи универсальных (рис. 4) и траверсных стропов (рис. 5), строп-захватов или полуавтоматических захватов. Строповку колонн универсальными стропами и строп-захватами производят в обхват. Траверсные стропы и захваты крепят при помощи круглого стержня (пальца), пропущенного через отверстие, оставленное в колонне при ее изготовлении. Недостаток строповки при помощи универсальных и траверсных стропов (обычных захватов): при расстроповке монтажник должен подниматься на устанавливаемую колонну. Чтобы избежать этого применяют строп-захваты или полуавтоматические захваты.
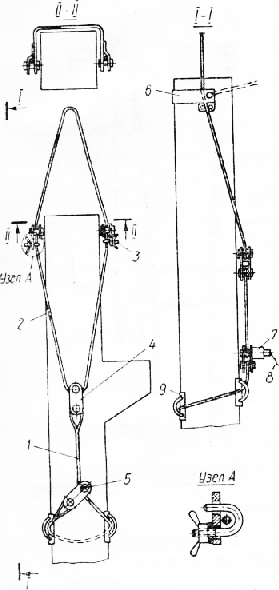
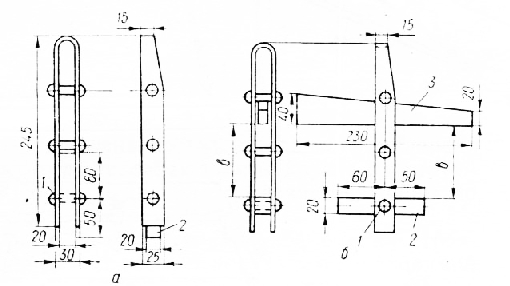
Строп-захват (рис. 6) обеспечивает строго вертикальное положение колонны во время монтажа, удобство строповки и расстроповки. Для колонн размером 40X40X600 см массой 3 т петли захвата изготовлены из троса диаметром 16 мм, подъемная скоба и серьги — из полосовой и листовой стали, прокладки — из разрезанных вдоль труб диаметром 2”. Пальцы точеные диаметром 25—30 мм. Строп-захват надевается на колонну, уложенную в штабель на прокладках, подъемная петля накидывается на крюк крана, колонна затягивается и барашки закрепляются. По окончании установки и закрепления колонны размыкается палец-фиксатор и захват свободно сходит с колонны.
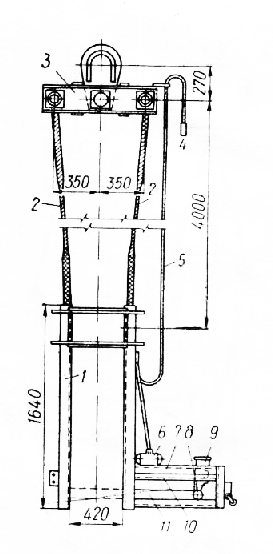
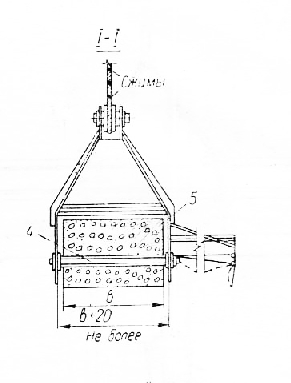
Полуавтоматический захват (рис. 7) для монтажа колонн представляет собой раму П-образной формы с жестко приваренной к ней коробкой, на которой размещен электродвигатель с редуктором, приводящий во вращение винт. Гайка, двигаясь по винту, перемещает вдоль коробки запорный палец, который при этом входит в пространство между боковыми гранями рамы или выходит из него. Рама прикрепляется тросовыми тягами к балочной траверсе. Электродвигатель захватного устройства приводят в действие из кабины крановщика, куда протянут кабель, или от дублирующих кнопок управления, установленных на захватном устройстве. Для возможности быстрого отсоединения захватного устройства от крана в кабель вмонтирован штекерный разъем. Захватное устройство имеет набор запорных пальцев различного диаметра, легко сменяемых на монтажной площадке в зависимости от изменения массы поднимаемой колонны. Процесс строповки и расстроповки колонн с использованием захватных устройств, имеющих дистанционное управление, осуществляется следующим образом.
Раму захватного устройства наводят на подготовленную к монтажу колонну так, чтобы запорный палец находился против строповочного отверстия в колонне. Затем нажимают кнопку, включающую электродвигатель, запорный палец приводится в движение, входит в отверстие колонны, достигает противоположной боковой грани и останавливается при помощи
конечного выключателя. После подъема, установки и закрепления колонны нагрузка с захватного устройства снимается и крановщик, нажав кнопку в кабине, выводит запорный палец из отверстия колонны, освобождая таким образом захватное устройство без помощи монтажника.
Для подъема колонн массой до 10 г применяют фрикционный захват (рис. 8), удерживающий монтируемый элемент трением от собственной массы колонны. Расстроповку захвата производят путем опускания крюка крана после закрепления колонны на фундаменте; при этом захват несколько раскрывается и опускается вниз по колонне.
Строповку балок производят универсальными стропами в обхват (рис. 9), двухветвевыми стропами или траверсами (рис. 10) за петли, или через отверстия, оставленные в бетоне. Для строповки тяжелых балок и ригелей ба-лансирную траверсу посредством двух хомутов и четырех ветвей стропа подвешивают к кольцу, надеваемому на крюк крана. На концах траверсы переставными болтами закрепляются опорные хомуты с карабинами. Строповку ферм покрытий осуществляют при помощи решетчатых или балочных траверс универсальными стропами, стропами с полуавтоматическими механическими захватами (рис. 11) или электрическими захватными устройствами. Более совершенной является строповка ферм при помощи полуавтоматических захватных устройств. Строповку выполняют в обхват или через отверстия в верхнем поясе фермы.
Полуавтоматическое захватное устройство для подъема стропильных ферм (рис. 12) состоит из жесткой траверсы, к которой подвешиваются захваты с кабелем, аналогичные описанным выше, но с несменяемыми запорными пальцами. При строповке фермы пальцы наведенных на нее захватных устройств проходят под ее верхним поясом. После установки и закрепления фермы пальцы выводятся обратно в коробки захватных устройств, освобождая их и поддерживающую траверсу для следующих операций.
Строповку стеновых железобетонных панелей, находящихся до подъема в вертикальном положении, обычно выполняют двухветвевыми стропами или траверсами, зацепляя их за петли, заделанные в верхнем торце панели. Строповку плит перекрытий и покрытий производят четырехветвевыми стропами либо траверсами за петли, или через монтажные отверстия в бетоне, или при помощи консольных захватов.
Строповку плит выполняют за четыре (рис. 13, а) и более точек. Для строповки крупноразмерных железобетонных плит применяют трех-траверсные и трехблочные захватные приспособления с увеличенным числом точек подвеса, благодаря чему снижаются монтажные напряжения в поднимаемых элементах (рис. 13, б). Трехтраверсное приспособление может быть использовано также для подъема стеновых панелей, лестничных маршей, балок, колонн и других сборных элементов путем захвата их тремя, двумя или одной траверсой. Однако это приспособление металлоемко, громоздко и требует больших усилий рабочего при натяжении подвесок с траверсой во время зацепления конструкции за монтажные петли. Указанных выше недостатков не имеет трех-блочное приспособление (рис. 13, в), но оно требует большей высоты подъема крюка крана (примерно на 2 м), что может затруднить подбор монтажного крана для подъема плит перекрытий верхних этажей зданий. Крупноразмерные плиты поднимают также при помощи универсальных (рис. 14) или пространственных (рис. 15) траверс, или универсальных уравновешивающихся стропов (рис. 16). Универсальная траверса (рис. 14) состоит из несущих балок, изготовленных из двух швеллеров, в каждом из которых смонтированы направляющие ролики. На концевых кольцах каждой балки закреплен канат, который несет по три блока с крюками. Несущие балки соединены между собой двумя трубами с отверстиями для установки болта, которым фиксируется то или иное расстояние между несущими балками, в зависимости от ширины поднимаемой панели.
Универсальные уравновешивающиеся стропы, называемые также балансирными траверсами (рис. 16), состоят из двух пятитонных блоков, соединенных между собой общим кольцом, которое подвешивается на крюк крана.
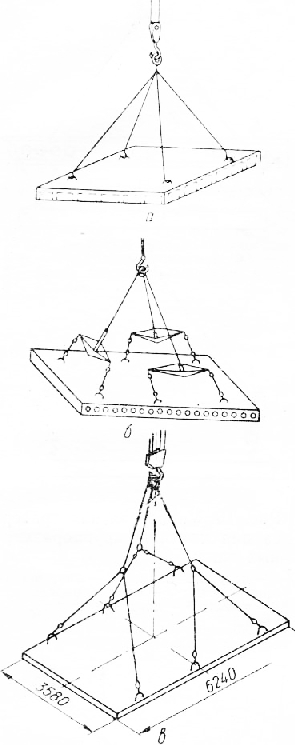
Через каждый из блоков перекинуты канаты толщиной 19,5 мм; к концам канатов подвешены карабины, а к концам канатов — двухтонные блоки с перекинутыми через них канатами толщиной 13 мм, заканчивающимися также карабинами. Блоки свободно надеваются на оси, благодаря чему обеспечиваются равномерное натяжение свешиваемых с них канатов и равномерное распределение нагрузок на все шесть карабинов захватного приспособления. При помощи такого приспособления панели перекрытий можно кантовать в горизонтальное положение, если их перевозили в вертикальном. Кантование производится на весу. Это приспособление применяют и для подъема стеновых панелей.
Плиты с монтажными отверстиями стропуют при помощи клиновых или других захватов. Клиновой захват (рис. 17) имеет вид скобы с ветвями, соединенными между собой стальными стержнями в трех местах; применяется для строповки панелей перекрытий. На нижний стержень, как на ось, насажен неравноплечий отрезок из стали квадратного сечения, который может вращаться. В свернутом положении ось отрезка (рис. 17, а) совпадает с осью скобы, а в развернутом занимает положение, перпендикулярное оси скобы (рис. 17, б). При использовании для подъема панели свернутый захват вставляют в ее монтажное отверстие, причем отрезок вследствие разного веса плеч будет стремиться повернуться на 180°; чтобы не допустить этого, захват приподнимают до соприкосновения отрезка с панелью и закрепляют клином.
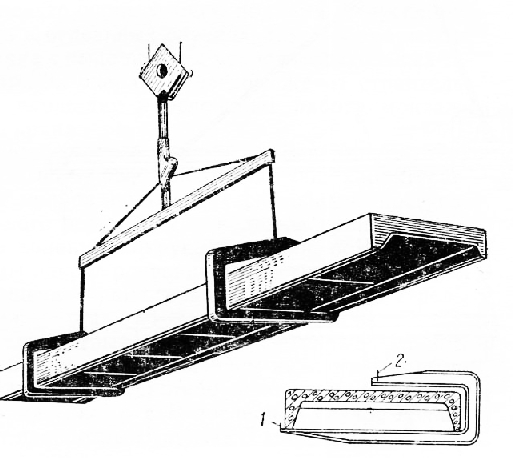
Строповка железобетонных плит перекрытий при помощи консольных захватов, подвешенных к траверсе (рис. 18) не требует устройства монтажных петель в бетоне. Для лучшего использования грузоподъемности монтажных кранов целесообразно применять пространственные траверсы, при помощи которых одновременно поднимается пакет из нескольких плит. Траверса этого типа (рис. 19) состоит из стальной треугольной формы, по концам которой прикреплены две поперечные траверсные балки с подвешенными к ним стропами для захвата каждой плиты. Конструкция
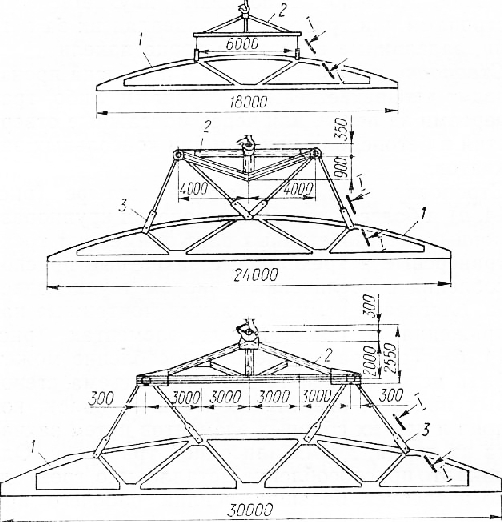
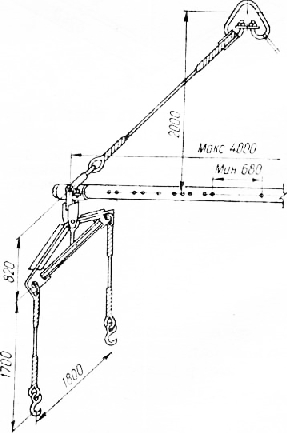
траверсы позволяет последовательно зацеплять за монтажные петли три плиты. При таком способе подъема использование монтажного крана значительно улучшается. Панели сборных железобетонных оболочек поднимают при помощи траверс (рис. 20). Для монтажа конструкций вне зоны действия кранов применяют специальные консольные траверсы (рис. 21).
Подъем, наводка и установка на опоры, выверка и временное крепление конструкций
В процессе производства монтажных работ необходимо обращать особое внимание на соблюдение требуемой последовательности установки конструкций, временных и постоянных связей и их надежное закрепление. Монтаж каждого вышележащего яруса конструкций (подкрановых балок, балок покрытий, ферм, колонн, ригелей, плит перекрытий) можно начинать только после окончательного закрепления элементов нижележащего яруса и после достижения бетоном в стыках несущих конструкций 70% проектной прочности. В практике строительства известны случаи обрушения конструкций вследствие того, что не были поставлены некоторые элементы связей, не все элементы связей были надежно закреплены, нарушена последовательность установки элементов, не соблюдались другие действующие нормы и правила производства работ по монтажу конструкций.
Сборные конструкции для подъема на строящийся объект следует подавать в необходимой последовательности непосредственно под крюк монтажного крана. Предварительная раскладка конструкций у мест подъема допускается лишь в отдельных случаях, так как она всегда связана с выполнением непроизводительных такелажных операций, загромождает строительную площадку и осложняет работу монтажного крана.
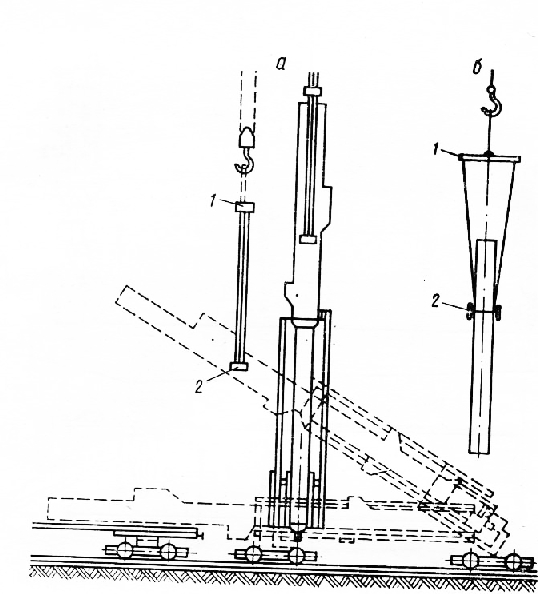
Железобетонные колонны в зависимости от их массы и длины, условий подачи, характеристики кранов поднимают способами: поступательного перемещения колонны краном, поворота колонны вокруг основания, поворота колонны вокруг основания и поступательного перемещения крана, поворота колонны и стрелы крана.
Тяжелые и высокие железобетонные колонны поднимают с перемещением нижнего конца на тележке (рис. 23) либо поворотом вокруг основания (рис. 24). В последнем случае применяют поворотный башмак. Такие способы подъема колонн позволяют передать часть нагрузки на тележку или башмак, что обеспечивает возможность работы крана в начале подъема на большем вылете стрелы, на котором грузоподъемность крана меньше массы колонны. Железобетонные рамы промышленных и других зданий и сооружений, изготовленные у мест установки или укрупненные из отдельных стоек и ригелей, поднимают методом поворота из горизонтального положения в вертикальное.
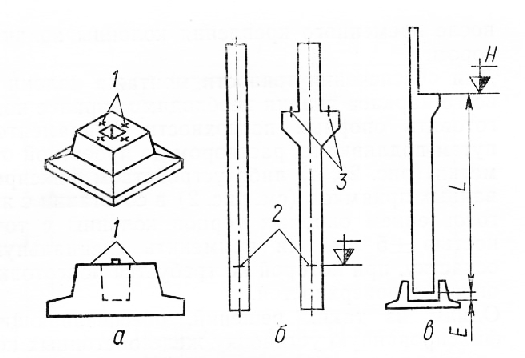
Для обеспечения точности монтажа колонн и всего каркаса здания необходимо заранее подготовить опорные поверхности фундаментов путем подливки их раствором до проектной отметки либо устройством фиксированных приямков в сочетании с изготовлением опорных торцов колонны с точностью +5 мм, или применить специальную оснастку, при которой не требуется подготовки опорных поверхностей.
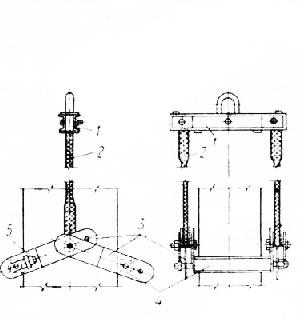
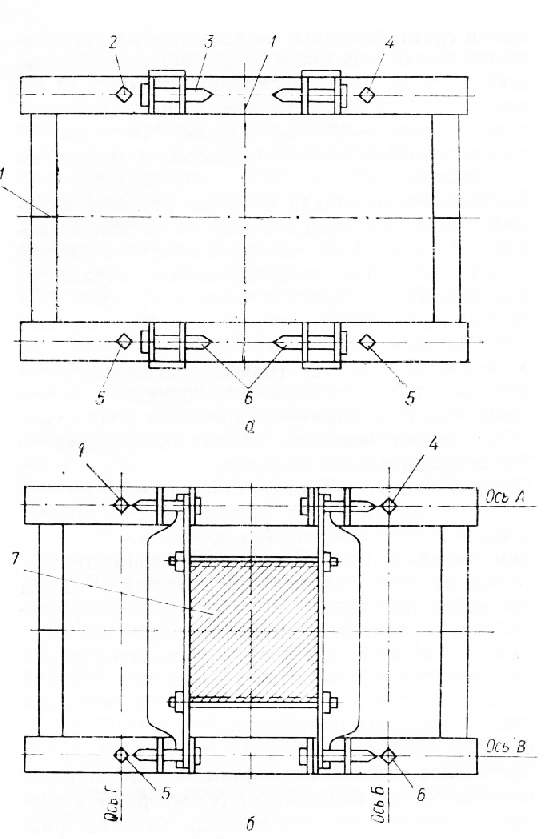
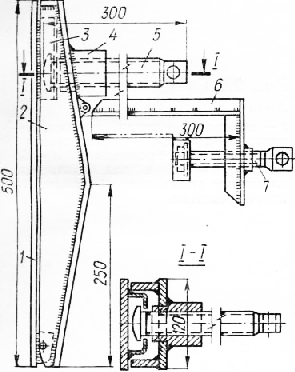
Одним из таких решений, обеспечивающих фиксированную установку железобетонных колонн в стаканы фундаментов, может быть применение оснастки, состоящей из металлической рамы с четырьмя фиксирующими пальцами, устанавливаемой на фундамент, и монтажных уголков, закрепляемых стяжными болтами на колонне. При использовании такой оснастки колонна фиксируется на раме при помощи пальцев, вводимых в отверстия монтажных столиков и уголков.
Последовательность выполнения работ при монтаже колонн при помощи оснастки, проверенной пока экспериментально, следующая.
Раму выверяют на фундаменте. Ее риски приводят к положению разбивочных осей, плоскость — к горизонтальному уровню. Базовой является поверхность, в которой находятся верхние точки пальцев, введенные в отверстия опорных столиков. Вначале на необходимый уровень выводится один (принятый в качестве маячного) фиксирующий палец. Затем на этот же уровень выводятся остальные. Выверяют раму домкратами при помощи треугольника, уложенного на поверхности трех пальцев, включая маячный, и водяного уровня. Домкраты вращаются специальными торцовыми ключами, входящими в комплект оснастки. В горизонтальное положение рама приводится двумя домкратами. При этом первый— маячный — остается неподвижным, четвертый — свободный — не должен касаться поверхности фундамента. После приведения к горизонтальному положению поверхностей пальцев этот последний домкрат ввинчивается до опи-рания на фундамент. Рама фиксируется в выверенном положении крючьями. Гайки на крючьях завинчиваются с усилием. На колонну надеваются и закрепляются стяжными болтами монтажные уголки. Гайки на болтах завинчиваются с усилием. Из отверстий опорных столиков вынимают фиксирующие пальцы. Колонну вводят краном в раму. В момент совмещения отверстий монтажных уголков с отверстиями монтажных столиков вводят фиксирующие пальцы. Пальцы следует вводить попарно, по одной грани колонны, не допуская их установки по диагонали. Один из монтажных уголков должен быть прижат к щекам столиков. В зазор между другим уголком и щеками столиков вводятся клиновые шайбы. Место их установки определяется специальным знаком на столиках.
Если после установки колонны раствор, залитый в стакан и выдавленный колонной, не дошел до верхнего обреза фундамента, в зазоры между колонной и фундаментом добавляют раствор. После приобретения раствором (бетоном) прочности 25 кгс/см2 оснастку снимают для повторного использования. Монтажная оснастка (рама, монтажные уголки, средства фиксации), выполненная и установленная с заданной проектом точностью, обеспечивает колонне проектное положение без дополнительной выверки. Правильность установки смонтированных колонн проверяют путем контрольных промеров: относительно разбивочных осей здания — одним промером на каждые пять колонн; относительно отметок опорных поверхностей — одним промером на каждые 50 м2 площади сооружений; по вертикали — одним промером на каждые 200 м2 площади сооружения. Отклонения смонтированных железобетонных конструкций от их проектного положения не должны превышать допусков, приведенных в СНиП III-B. 3—62*.
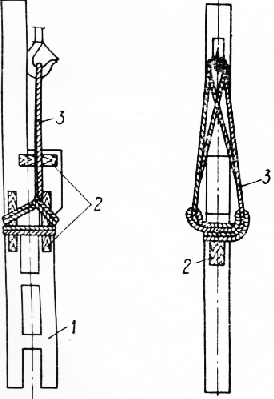
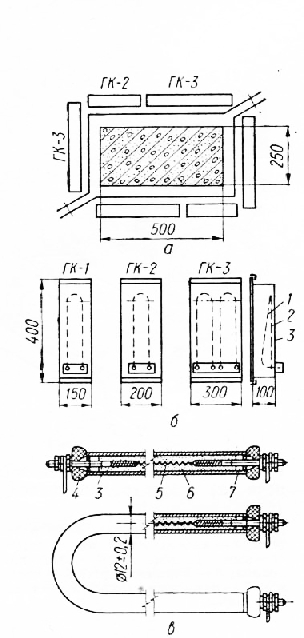
Временное крепление колонн. Установленную в стакан фундамента колонну выверяют и временно закрепляют при помощи клиньев, разводных клиньев, клиновых вкладышей, расчалок или подкосов, кондукторов. Железобетонные колонны высотой до 12 м можно временно закреплять путем забивки бетонных, железобетонных, стальных или дубовых клиньев в зазоры между боковыми гранями колонны и стенками стакана. Наиболее целесообразно применять бетонные или железобетонные клинья, которые оставляют в фундаментных стаканах. Однако такими клиньями невозможно рихтовать колонны; поэтому их применяют после установки колонны в проектное положение, а при рихтовке пользуются инвентарными металлическими клиньями. Деревянные клинья должны быть сухими, иначе при их усушке может произоити отклонение колонны от вертикали. Деревянные клинья не следует также оставлять в стаканах длительное время во избежание их разбухания от атмосферных воздействий и возможного повреждения конструкции. Длину клиньев принимают равной не менее 250 мм со скосом одной грани на 1/10, после забивки их верхняя часть должна выступать из стакана примерно на 120 мм. Для закрепления колонны у каждой ее грани шириной до 400 мм необходимо ставить по одному клину, а у граней большей ширины по два. Внизу между гранями колонны и стенками стакана должен быть зазор не менее 2—3 см для возможности заполнения его бетонной смесью. Более эффективно применение инвентарных разводных клиньев или клиновых вкладышей.
Разводной клин состоит из щек, шар-нирно соединенных между собой на одном конце; щека плоская, щека имеет форму рав-ноблочной призмы. На другом конце щеки соединяются посредством разводного винта, проходящего сквозь гайку в щеке и соединяющегося с щекой при помощи головки. Последняя входит в прорезь швеллера, приваренного к плоской щеке. К щеке прикрепляется шарнирно-накладной кронштейн с фиксатором, при помощи которого посредством прижимного винта устройство крепится к стенке стакана фундамента.
До установки колонны на обрезе фундамента наносят риски, обозначающие положение граней колонны. Затем по двум смежным сторонам стакана устанавливают два разводных клина, чтобы щека упиралась ребром в стенку стакана фундамента, а плоская щека проходила по плоскости будущего положения грани колонны. Клинья устанавливают при помощи дюралевой уголковой линейки. После установки пары разводных клиньев колонна заводится в стакан так, что ее грани прижимаются к наружным граням плоских щек, закрепленных клиньями. Далее устанавливают по свободным граням колонны еще два разводных клина и производят рихтовку и временное закрепление колонны. При вращении прижимного винта щека поворачивается вокруг опорного ребра и нижним концом прижимает колонну к ранее установленным разводным клиньям, что обеспечивает выверку положения колонны в плане. Вращением разводных винтов производят рихтовку и выверку колонны по вертикали. Действием винтов клиньев осуществляют защемление колонны при помощи плоских щек на уровне расположения разводных винтов.
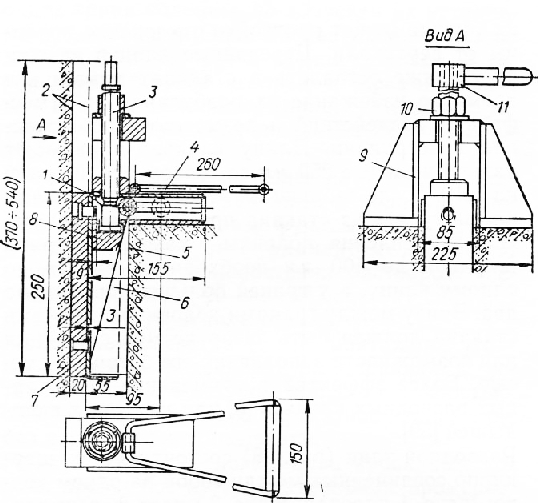
Высоту разводного клина принимают равной трети глубины стакана фундамента, чтобы можно было осуществлять заделку стыка колонны с фундаментом бетонной смесью в два приема; сначала до низа клиньев, затем после извлечения их из стакана при достижении бетоном 25% проектной прочности. Клиновой вкладыш (рис. 28) состоит из Г-образного стального корпуса высотой 250 мм и шириной 55 мм, стального клина, винта и бобышки. Клин подвешен шарнирно к горизонтальному плечу корпуса. Ось шарнира свободно вращается и движется в продольных пазах, имеющихся на внутренних гранях горизонтального плеча корпуса. Винт вращается по втулке с винтовой нарезкой, приваренной к корпусу. К нижнему концу винта подвижно прикреплена бобышка. При завинчивании винта бобышка опускается вдоль вертикальной части корпуса и отжимает клин. Для удобства переноса и установки вкладыш снабжен ручкой. Весит клиновой вкладыш 6,4 кг. Инвентарные клиновые вкладыши устанавливают во время выверки в зазоры между стенками стакана фундамента и колонны. При этом винт должен быть вывинчен настолько, чтобы вкладыш свободно входил в зазор. Клиновой вкладыш опирается горизонтальным плечом на стенку стакана. После установки приспособления вращают винт ключом-трещоткой, бобышка при этом опускается, отжимая клин к стенке стакана, а корпус — к грани колонны. Одновременно закрепляют два клиновых вкладыша, располагая их на противоположных гранях колонны.
По данным ЦНИИОМТП, при использовании вкладышей продолжительность установки колонн и работы крана сокращается примерно на 15%, снижается расход стали, повышается точность монтажа по сравнению с забиваемыми стальными клиньями.
Тяжелые колонны большой длины для устойчивости необходимо, кроме клиньев, укреплять расчалками или жесткими подкосами. Верхние элементы сборных железобетонных колонн временно крепят к нижним монтажной сваркой. Для обеспечения устойчивости верхнего элемента колонны сваривают арматурные выпуски или накладки, расположенные по углам колонны, и после этого производят расстроповку элемента. Таким же способом осуществляют временное крепление колонн на фундаментах в стыках с трубой или железобетонным зубом. Для установки и выверки железобетонных колонн разработаны и применяются одиночные и групповые кондукторы. Одиночные кондукторы можно разделить на два типа: свободно опираемые на фундамент и закрепленные к фундаменту.
Кондукторы первого типа не воспринимают нагрузки от массы колонны. Они предназначены для расширения базы колонны до размеров, обеспечивающих устойчивость ее от опрокидывания при свободном опирании на фундамент. При использовании таких кондукторов невозможно выверить положение колонны в плане, и для ее рихтовки приходится применять горизонтальные домкраты, закрепляемые на верхней части стакана фундамента. Такие кондукторы можно применять только для установки легких колонн (массой до 5 г). Кондукторы второго типа закрепляются в фундаментах винтами, воспринимают массу колонн и снабжаются приспособлениями для выверки. Кондуктор-фиксатор этого типа треста Уралстальконструкдия закрепляется на фундаменте четырьмя винтами-упорами и воспринимает массу колонны через опорные цапфы двух вертикальных винтов, для чего в колонну при ее изготовлении закладывается стальной валик в точно выверенном положении. Цапфы и концы валика располагаются в разрезах между ограничителями. Установив колонну на дно стакана фундамента, приподнимают ее на 10—15 мм с тем, чтобы она легко вращалась в цапфах. Затем выверяют ее положение по вертикали кремальерами в поперечном направлении и винтами — в продольном. При помощи такого кондуктора устанавливались железобетонные колонны массой 15—20 г. Для временного крепления и выверки высоких колонн применяют групповые кондукторы, прикрепляемые к фундаментам винтами. Эти кондукторы обеспечивают устойчивость одновременно двух колонн вдоль и поперек ряда. Общими недостатками кондукторов являются сложность их конструкции, большая масса и значительные затраты времени на установку и выверку колонн (до 1 ч). Совершенствование кондукторов возможно путем применения алюминиевых сплавов для их изготовления, повышения качества узловых соединений и выверочных устройств, упрощения конструкций. Многоярусные сборные железобетонные колонны каркасных зданий большой высоты стыкуют между собой посредством сварки стальных закладных частей и замоноличивания стыков. Временное крепление их в пределах каждого этажа или яруса осуществляют монтажной сваркой (прихватками) накладок или выпусков арматуры, расчалками с натяжными муфтами или кондукторами. Верхние концы расчалок закрепляют за хомуты, надетые на колонны примерно посредине, нижние концы — за петли панелей перекрытия, над которым монтируют колонну.
Временное крепление первой поднятой рамы производят расчалками или подкосами (рис. 31), а последующие соединяют с ранее установленными посредством двух наклонных оттяжек и двух горизонтальных распорок. Стойки рам временно закрепляют клиньями, одиночными кондукторами или монтажной сваркой. Временное крепление рам выполняют также при помощи пространственных кондукторов.
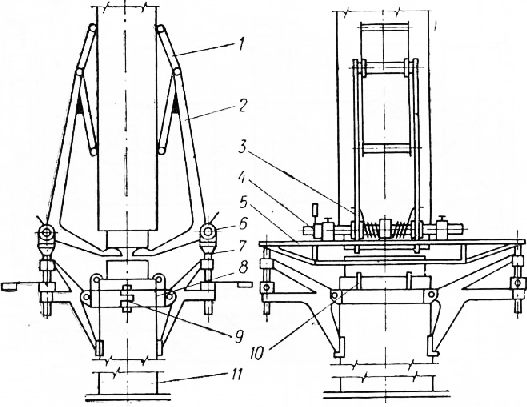
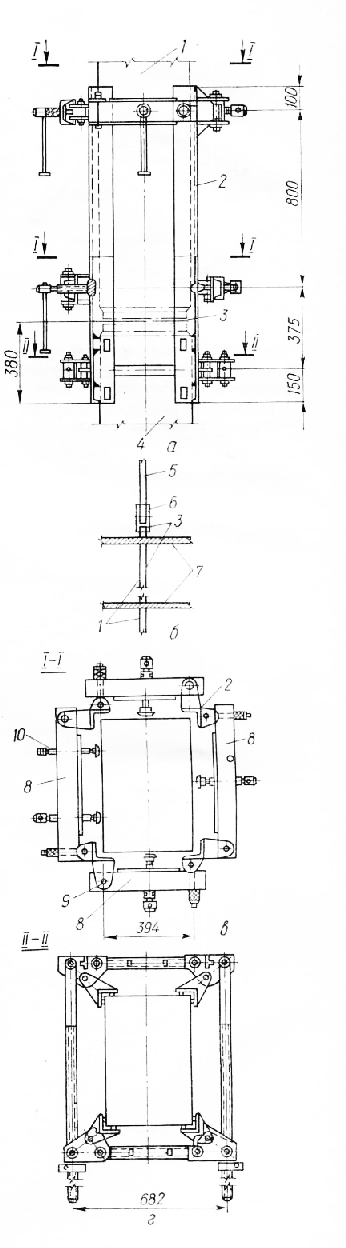
Для временного крепления и выверки многоярусных колонн многоэтажных промышленных зданий применяют одиночные кондукторы. Кондуктор (рис. 32) имеет уголковые стойки, зажимное и регулировочные приспособления. Нижним зажимным приспособлением кондуктор крепится к оголовку ранее установленной колонны. Регулировочные приспособления размещаются в средней и верхней частях стоек. Регулировочное приспособление состоит из четырех балочек, регулировочных винтов и шарниров. В трех балочках имеется по одному винту, а в четвертой два винта, что дает возможность поворачивать колонну вокруг ее вертикальной оси.
Более совершенной конструкцией отличается кондуктор с автоматическими рычажными захватами, предназначенный для временного крепления и выверки железобетонных колонн многоэтажных зданий. Кондуктор устанавливают на смонтированную ранее-, колонну нижнего яруса. Перед установкой монтируемой колонны в прижимные каретки автоматические рычажные захваты разводятся в стороны пружинами. При опускании колонна раздвигает рычаги, которые совместно с прижимными каретками обеспечивают центровку и надежный захват колонны. Кондуктор оснащен двумя горизонтальными винтовыми домкратами, установленными на верхнем поясе. Горизонтальные винты связаны с автоматическими захватами подшипниковыми опорами. Верхний пояс крепится к верхним концам четырех винтовых вертикальных домкратов. В момент захвата колонны автоматически включаются в работу шарнирные опоры нижнего пояса, представляющего собой раму-обвязку. К ней шарнирно крепятся опоры-захваты нижнего пояса, на которых установлены вертикальные домкраты. Шарнирное решение нижнего пояса с применением замка и зацепов способствует тому, что предварительная фиксация кондуктора на нижестоящей колонне, его установка по высоте и в горизонтальной плоскости выполняются просто и быстро, без специальной выверки.
Колонну выверяют по высоте и вертикали при помощи трех вертикальных домкратов, штоки которых могут подниматься на одну и ту же высоту (поиск высотной отметки) или же на разную высоту (поиск вертикальности колонны). Затем колонну выверяют в плоскости узкой грани путем вращения горизонтальных винтовых домкратов.
После окончательной выверки и закрепления сопрягаемых частей колонны кондуктор переставляют краном на следующий сборный элемент.
Кроме одиночных кондукторов, для монтажа сборных железобетонных конструкций многоэтажных зданий применяют кондукторы: групповые на две колонны; групповые пространственные для монтажа четырех колонн; пространственные для монтажа рам; объемные (рамно-шарнирные индикаторы) и другие. Групповой пространственный кондуктор применяют в комплекте с двумя одиночными для крепления и выверки колонн промышленных зданий. В этом случае процесс монтажа четырех колонн осуществляют в такой последовательности. На оголовках двух колонн закрепляют одиночные кондукторы. В них устанавливают колонны и выверяют при помощи этих кондукторов н теодолита. Затем при помощи одиночных кондукторов временно закрепляют следующие две колонны. Для их выверки на верхушки четырех колонн устанавливают групповой пространственный кондуктор. Последний представляет собой жесткую металлическую сварную раму из уголка и газовых труб. Рама в плане соответствует размерам одной ячейки колонн 6X6 м. По углам расположены колпа-ки-наколонники, сваренные из листовой стали. Каждый колпак снабжен четырьмя регулировочными прижимными винтами. В верхних стенках наколонников находятся отверстия — окна с вмонтированными визирными осями. На уровне нижнего пояса рамы сделан деревянный настил, на котором работают монтажники. По периметру рамы расположено ограждение из троса. К верхним поясам раскосных ферм приварены четыре строповочные петли для перемещения кондуктора башенным краном. Масса группового кондуктора 900—1000 кг. Для временного крепления колонн служит одиночный кондуктор, представляющий собой жесткую пространственную конструкцию — П-образную раму с откидной дверцей, с крепежными и регулировочными винтами. Крепежными винтами кондуктор закрепляют на оголовке ранее установленной колонны. При помощи регулировочных винтов его ставят в вертикальное положение, после чего принимают колонну.
Монтируемую колонну заводят в кондуктор не сверху, как обычно, а в боковую дверцу, и таким образом, конструкция массой около 5 г во лремя монтажа не находится над головой монтажника, чем обеспечивается безопасность работы и более быстрая установка колонны в проектное положение.
Групповой кондуктор обеспечивает точность установки в проектное положение одновременно двух колонн, от чего зависит качество дальнейшего монтажа каркаса — ригелей, плит перекрытий и покрытий. В результате применения такого метода монтажа сокращаются на ‘/з время выверки колонн и почти в 3 раза — затраты труда.
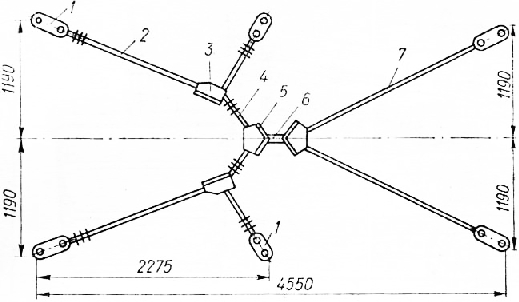
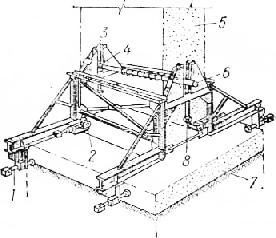
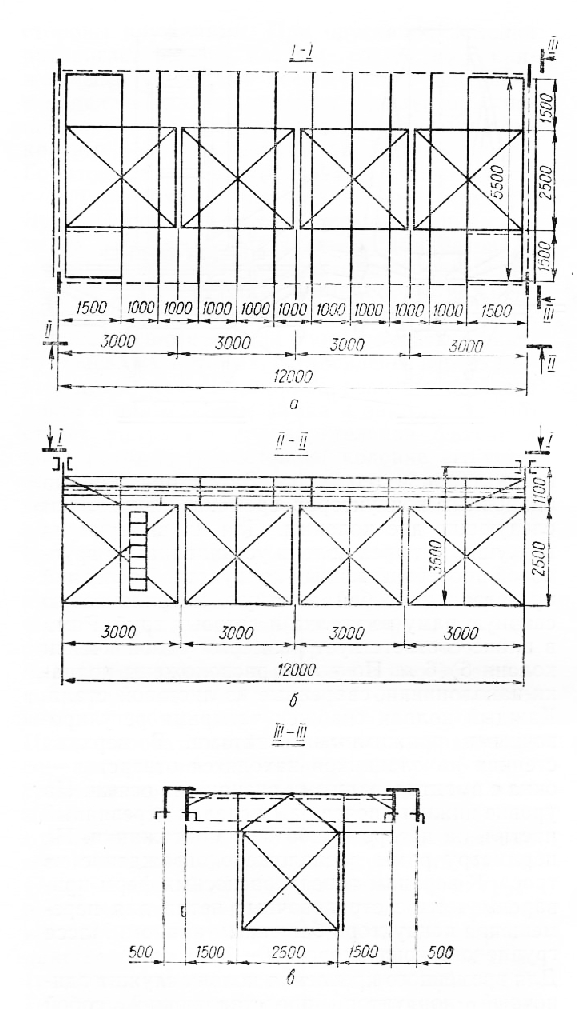
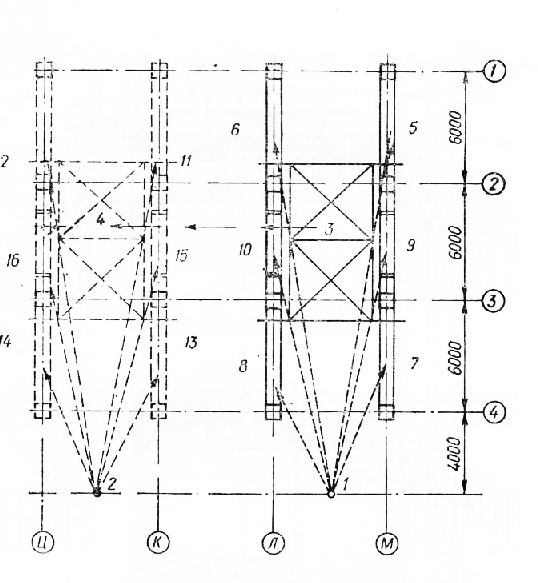
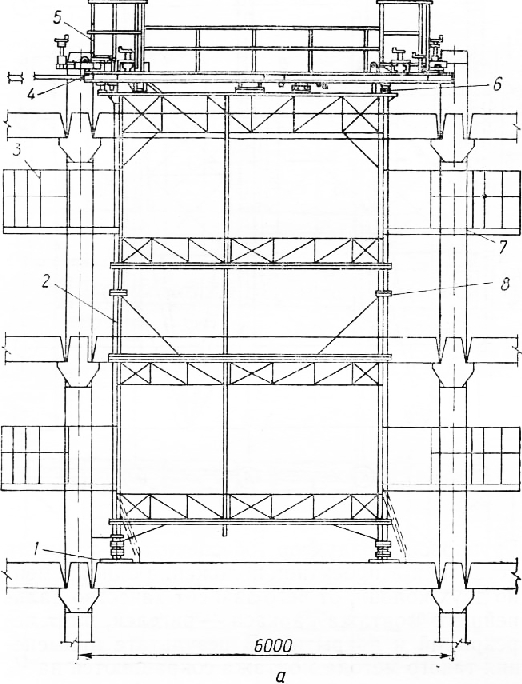
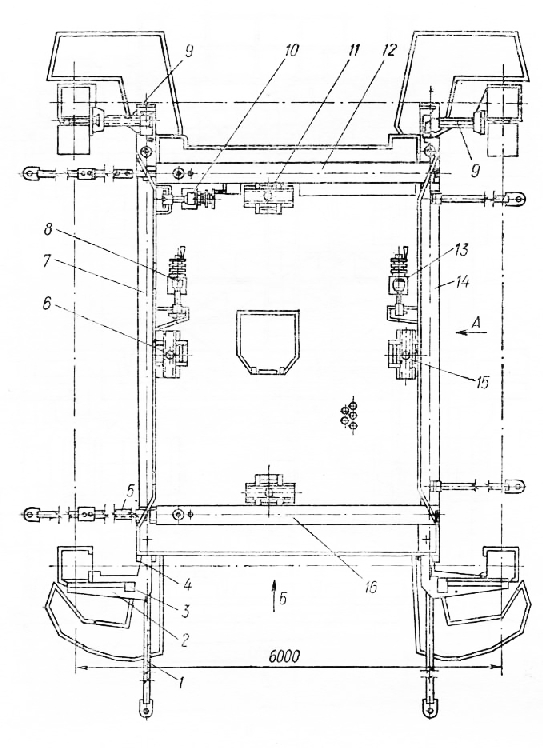
При помощи пространственных кондукторов устанавливают несколько рам. Один из таких кондукторов представляет собой пространственную конструкцию размером 12Х5,50Х Х3,6 м и массой около 2 т, сваренную из уголковой стали (рис. 33). Длина кондуктора может быть уменьшена до 9 или 6 м. Верхняя рабочая площадка кондуктора покрыта дощатым настилом для работы монтажников. К кондуктору закреплены струбцины для временного крепления четырех рам с одной позиции. В процессе монтажа рамы удерживаются в вертикальной плоскости одной струбциной, закрепляемой на ригеле. После выверки и закрепления рам, кондуктор краном переносят на новое рабочее место (рис. 34). Рамно-шарнирные индикаторы (РШИ), предложенные С. Я. Дейчем, представляют собой комплексное устройство, состоящее из пространственных решетчатых подмостей, на которых устроена шарнирная (плавающая) рама с уголковыми упорами для крепления в верхнем положении сразу четырех колонн, выдвижных и поворотных люлек для монтажников и сварщиков.
РШИ могут быть изготовлены на одну (4 колонны), две (8 колонн) или три (12 колонн) ячейки, на один или два этажа по высоте. РШИ устанавливают через ячейку здания и связывают калибровочными тягами. Масса РШИ на одну ячейку — 4—5 т, стоимость 2—3 тыс. руб.
РШИ устанавливают краном и выверяют теодолитом. После выверки (примерно 1 ч на две ячейки) устанавливают колонны, каждую из которых закрепляют угловыми упорами.
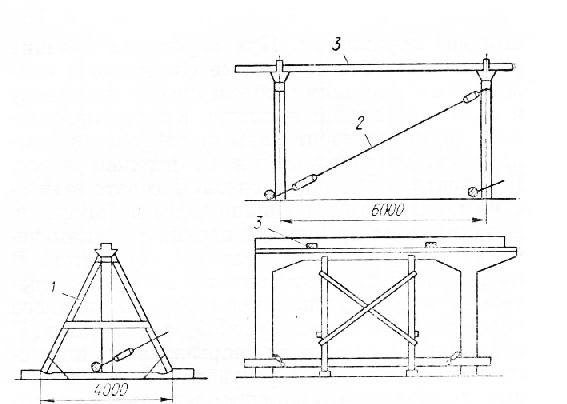
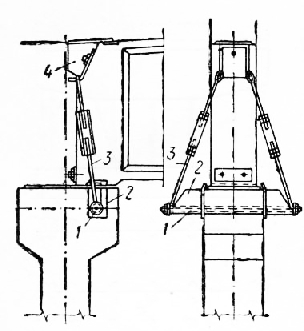
Временное крепление балок. Железобетонные балки при отношении их высоты к ширине до 4:1 укладывают на горизонтальные опоры без временного крепления; при большем отношении высоты к ширине монтируемые балки скрепляют распорками и стяжками с другими прочно установленными конструкциями. Для временного крепления устанавливаемых на колонны балок покрытия предложено специальное приспособление, представленное на рис. 37. Тяги с фаркопфами стягивают захват, закрепленный на верху торца балки, с болтом, пропущенным через отверстие вверху колонны, а стальные кронштейны фиксируют положение болта.
В конструкциях колонн устраивают постоянные анкера на опорах, что значительно упрощает крепление к ним балок покрытия. Временное крепление ферм. При установке железобетонных ферм совмещают их оси с рисками на колоннах и закрепляют на анкерных болтах. Первую ферму крепят расчалками, привязывая смежные с коньком узлы верхнего пояса к неподвижным частям сооружения или к специальным якорям; последующие фермы скрепляют по коньку инвентарной винтовой распоркой с ранее установленными распорками в узлах примыкания раскосов к верхнему поясу. Временные крепления ферм снимают после создания жесткой системы из группы ферм и уложенных на них элементов покрытия. Разборка временных креплений. Временные крепления сборных железобетонных конструкций (клинья, подкосы, расчалки, распорки, кондукторы и др.) разрешается снимать после приобретения бетоном в стыках 70% проектной прочности.
Постоянное крепление конструкций
Постоянное (проектное) крепление конструкций осуществляют путем сварки арматуры в стыках и последующего их замоноличивания. До замоноличивания стыков выполняют антикоррозионную защиту сварных соединений. Сварка арматуры в стыках железобетонных конструкций в зависимости от пространственного положения стержней или швов, диаметра свариваемых стержней и типа соединений бывает нескольких видов: полуавтоматическая ванная под флюсом (стыковые горизонтальные и вертикальные соединения), ручная ванная (стыковые горизонтальные соединения), полуавтоматическая дуговая и ручная дуговая (стыковые, нахлесточные и крестовые вертикальные и горизонтальные соединения). Сваривать соединения из малоуглеродистых сталей (класс А—I, марка Ст.З) можно при температуре воздуха не ниже —30°С, а из сред-неуглеродистых (класс А—II, марка Ст.5 и 18Г2С) и низколегированных сталей не ниже — 20 °С. При более низких температурах принимают меры для поддерживания на рабочем месте сварщика температуры воздуха не ниже указанных пределов.
С целью снижения влияния сварочных напряжений на прочность железобетонных конструкций арматурные выпуски сваривают в определенной последовательности (рис. 39). Контроль качества сварки включает: контроль предварительный, в процессе сварки, контроль качества сварных соединений. Предварительно проверяют соответствие основных и сварочных материалов требованиям технических условий, качество подготовки стыкуемых элементов под сварку, настройку аппаратуры на заданный режим. В процессе сварки следят за сохранением требуемых режима и технологии сварки. Контроль качества сварных соединений включает внешний осмотр, испытание образцов на прочность, просвечивание гамма-лучами и др. Допускаемые отклонения в размерах сварных соединений приведены в СНиП III-B. 3—62*.
Антикоррозионную защиту сварных соединений сборных железобетонных конструкций выполняют путем нанесения на стальные закладные детали, соединения арматуры в стыках и детали крепления ограждающих конструкций металлизационных, полимерных или комбинированных покрытий: металлизационно-поли-мерных или металлизационно-лакокрасочных. Для металлизационных покрытий применяют главным образом цинк. Металлизационно-по-лимерные покрытия состоят из цинка или цин-коалюминиевого сплава и полимеров (полиэтилен, полипропилен и др.). В металлизационно-лакокрасочных покрытиях используют цинк, грунты (фенольный, поливинилбутирильный, эпоксидный), краски (этинолевые), лаки (би-тумно-смоляные, перхлорвиниловые, эпоксидные, кремнийорганические, пентофталевые). Антикоррозионное покрытие наносят дважды: в заводских условиях, перед установкой закладных деталей в конструкции, и после монтажа конструкций на сварные швы и на отдельные места покрытий, поврежденные при сварке деталей.
На строительной площадке различные покрытия наносят несколькими способами: цинковые — газопламенным напылением или электрометаллизацией; цинко-полимерные и полимерные — газопламенным напылением; лакокрасочные — нанесением цинкового подслоя, по которому лакокрасочные материалы наносят пистолетами-краскораспылителями или вручную.
Цинковые покрытия газопламенным напылением наносят в один слой, электрометаллизацией в 2—3 слоя (при толщине 0,1—0,15 мм) и 3—4 слоя (при толщине покрытия 0,15— 0,2 мм). Цинко-полимерное покрытие в два слоя — сначала цинковый подслой, затем слой полимера. Полимер можно наносить сразу за нанесением цинка. Полимерное покрытие также образуется в два слоя. В комбинированных цинко-лакокрасочных покрытиях сначала наносят цинковый подслой, а затем в 2—3 слоя лакокрасочные материалы. Каждый слой лакокрасочного покрытия необходимо просушить при положительной температуре в течение нескольких часов и даже суток (в зависимости от вида материала), что является недостатком в условиях монтажных работ. Поэтому вместо красок в комбинированных покрытиях лучше применять полимеры.
Антикоррозионные покрытия наносят сразу же после сварки элементов и подготовки поверхностей, не допуская перерывов продолжительностью более 4 ч.
Поверхность не должна иметь жировых пятен,, следов влаги и ржавчины. После нанесения покрытия проверяют прочность сцепления его с основанием, толщину покрытия, наличие или отсутствие вспучивания и трещин. Замоноличивание стыков. Заделку стыков и швов раствором или бетонной смесью производят только после выверки правильности установки элементов конструкций, приемки сварных соединений и выполнения антикоррозионной защиты металлических закладных деталей. При замоноличивании необходимо учитывать, что бетон (раствор) в стыках железобетонных конструкций воспринимает или не воспринимает расчетные нагрузки. Так, в стыках колонн с фундаментами, не имеющих закладных частей, а также в стыках, в которых соединение сборных элементов выполняют путем сварки выпусков арматурных етержней, бетон монолитно связывает элементы и воспринимает нагрузку.
В стыках с закладными стальными частями бетонная (растворная) заделка является заполнением между сборными элементами, предохраняет закладные части от коррозии, но не воспринимает нагрузки, действующие на конструкцию.
Прочность и устойчивость сборных конструкций со стыками, в которых бетон воспринимает расчетные нагрузки, зависят от прочности бетона в заделке и от сцепления бетона заделки с прочностью сборной конструкции; шероховатость стыкуемой поверхности значительно повышает сцепление бетона в стыке. При заделке железобетонных колонн в стаканах фундаментов, а также других монолитных стыков, воспринимающих расчетные нагрузки, для ускорения твердения и обеспечения прочности соединения применяют жесткие бетонные смеси более высокой марки, чем бетон основной конструкции (на 20% и более). Целесообразно применять бетонную смесь на расширяющемся цементе, который отличается быстрым схватыванием и твердением, не дает усадки, что весьма важно для плотности заделки, или напрягающем цементе. Применяют портландцемент марки не ниже 400. Песок используют кварцевый средне- или крупнозернистый. Щебень для бетонной смеси выбирают гранитный мелкий с тем, чтобы обеспечить лучшее заполнение стыков, крупность до 20 мм. Для повышения пластичности бетонной смеси при малом водоцементном отношении (0,4— 0,45) в состав вводят сульфитно-спиртовую барду, а для увеличения плотности бетона — алюминиевую пудру.
Наиболее часто применяют следующие составы сухих растворных или бетонных смесей (по массе): 1:1,5; 1:3; 1:3,5; 1:1,5:1,5; 1:1,5:2. С целью активизации твердения раствора (бетона) в составы вводят добавки: 3% полуводного гипса, 2% хлористого натрия, до 10% нитрита натрия, 10—15% поташа от массы цемента или применяют бетонные смеси, предварительно разогретые электрическим током. Поташ следует добавлять при температурах до + 15°, так как при более высоких температурах его применение неэффективно. Для замоноличивания стыков сборных железобетонных конструкций применяют также высокопрочные полимеррастворы и пластбетоны, твердеющие при температуре не ниже +16°С. Поэтому в случае их использования при более низких температурах раствор (бетон) в зоне стыка прогревают электронагревателями. Стыки колонн бетонируют в стальной опалубке. Она состоит из четырех стальных щитов толщиной 1,5 мм, соединенных между собой при помощи болтов. Вверху каждого щита сделаны карманы для заполнения и уплотнения бетонной смеси. Опалубка удерживается на стыкуемых колоннах при помощи деревянных упоров, опирающихся на перекрытие. Трудоемкость сборки такой опалубки составляет 0,16 чел.-ч., бетонирования одного стыка — 0,75 чел.-ч. Опалубку снимают через 4 ч после бетонирования, а в случае применения быстро-твердеющих бетонов ее снимают раньше. Подобную опалубку применяют для бетонирования стыков ригелей с колоннами. Стыки заполняют раствором (бетоном) механизированным способом при помощи растворо-насосов, пневмонагнетателей, цемент-пушек, шприц-машин и другого оборудования. Пневматические нагнетатели и шприц-машины пригодны для заделки стыков как бетонной смесью, так и раствором; растворонасосы и цемент-пушки — только раствором. Для создания влажного режима твердения бетона замоноличенные стыки укрывают мешковиной, опилками и систематически увлажняют в течение 3 суток.
Замоноличивание стыков в зимних условиях. В зимних условиях при замоноличивании стыков бетоном, воспринимающим расчетные усилия, необходимо: отогревать стыкуемые поверхности до положительной температуры ( + 5—8 °С); укладывать бетонную смесь подогретой до 30—40 °С; выдерживать или прогревать уложенную смесь при температуре до 45°С, пока бетон приобретет не менее 70% проектной прочности.
Поверхности стыка колонны с фундаментом можно отогревать различными способами: паром низкого давления; водой (водой заполняют полость стыка и затем нагревают ее паром, подаваемым через шланг); стержневыми электродами при токе низкого напряжения; электронагревательными приборами. При отогреве водой необходимо следить за тем, чтобы после отогрева вода была полностью удалена из полости стыка.
Бетонную смесь, укладываемую в стык, приготовляют с прогревом составляющих либо разогревают в бункерах электрическим током до 60—80°. Наряду с прогревом и электроразогревом, при температуре наружного воздуха до — 15 °С в бетонную смесь для заделки стыков можно вводить противоморозные добавки. Стыки, бетон которых не воспринимает расчетных усилий, при температуре наружного воздуха до —15 °С могут замоноличиваться бетонной смесью (раствором) только с противомо-розными добавками, поскольку такая смесь твердеет и при отрицательных температурах; при этом после укладки в стык смесь прогревать не нужно; в случае резкого понижения температуры наружного воздуха достаточно применить утепленную опалубку. В качестве противоморозных добавок рекомендуются растворы солей хлористого кальция СаС12; хлористого кальция СаСЬ с поваренной солью NaCl; хлористого кальция СаС12 с поваренной солью NaCl и хлористым аммонием NH4C1; нитрита натрия NaN02 и др.
Запрещается применение противоморозных химических добавок хлористых солей при заделке стыков с металлическими закладными частями и арматурой.
Для повышения пластичности и водонепроницаемости бетона в стыке в бетонную смесь с противоморозными добавками вводят суль-фитно-спиртовую барду в количестве до 0,15% от массы цемента.
Если необходимо получение высокой прочности заделки в короткий срок (одни сутки и меньше), бетоны, приготовленные с противоморозными добавками, могут быть подвергнуты искусственному прогреву.
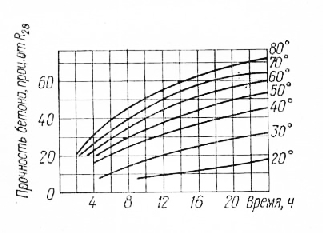
При замоноличивании стыков бетонной смесью без противоморозных добавок необходим предварительный отогрев сопрягаемых элементов стыка и прогрев бетона до приобретения им требуемой прочности; расчетные стыки, загружаемые проектной нагрузкой в зимнее время, необходимо прогревать до получения 100%-ной проектной прочности бетона в стыке и до получения 70%-ной прочности в остальных случаях. Прочность бетона, приготовленного на портландцементе, в зависимости от температуры и времени прогрева ориентировочно может быть определена по графику.
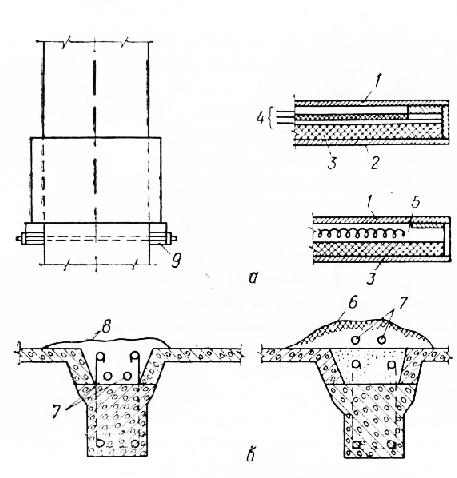
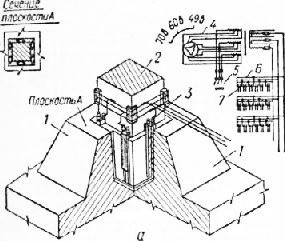
Наиболее часто прогрев производят электрическим током, а также паром. Для электропрогрева применяют электроды (рис. 40, а), трубчатые электронагреватели или электроцилиндры с наконечниками, вводимыми в полость стыка (рис. 40, б), термоактивную опалубку, греющие кассеты, отражательные электропечи (рис. 40, в) или электротепляки (рис. 40, г), электродные панели. Отогрев и прогрев стыков многоярусных колонн, а также балок целесообразно осуществлять при помощи термоактивной опалубки (рис. 41). В полость двойной опалубки, состоящей из внутреннего и наружного стальных листов, помещают либо три слоя электроизоляционного полотна с нихромовой проволокой на среднем слое, либо слой из раствора с заделанной стальной проволокой и теплоизоляционный слой из минеральной ваты. Эту опалубку изготовляют в соответствии с размерами стыкуемых элементов и удерживают на них при помощи хомута. Бетонная смесь с осадкой конуса 10—12 см загружается в стык через воронку, встроенную в опалубку. Трубчатые электронагреватели (ТЭН) могут быть использованы для прогрева многих стыков как непосредственно (рис. 41, б) так и в качестве греющих элементов кассет (термощитов) (рис. 42), отражательных печей и других устройств. Трубчатый электронагревательный элемент представляет собой металлическую полую трубку, в которую запрессована спираль из нихромовой проволоки. Наполнителем служит плавленая окись магния или кварцевый песок. Наполнитель выполняет роль электрической изоляции.
На рис. 41, б показан отогрев стыка плиты перекрытия с прогоном (или балкой) при помощи трубчатого электронагревателя, который закрывают брезентом.
После отогрева, продолжающегося примерно 4—5 ч, снимают брезент и ТЭН, бетонируют стык, покрывают его шлаком или песком и снова закладывают ТЭН.
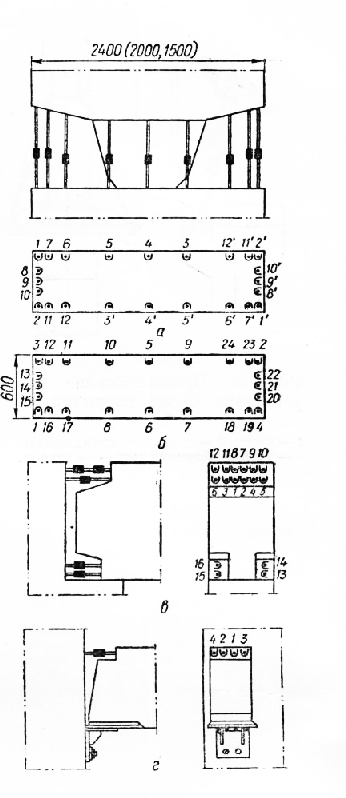
Для замоноличивания вертикальных стыков колонн применяют универсальную греющую опалубку с автоматическим регулированием режима термообработки. Она состоит из металлического корпуса, греющих кассет, блока питания и управления. Корпус опалубки служит для укладки бетона в стык и выполнен из двух половин, скрепляемых между собой болтами. Каждая половина изготовлена из листовой стали и имеет направляющие пластины для крепления греющих кассет и блока питания и управления. Половины взаимозаменяемые, каждая имеет загрузочное окно. Греющие кассеты представляют собой плоские металлические теплоизоляционные ящики с вмонтированными в них трубчатыми электронагревателями мощностью 0,5 кет на напряжение 220 в. Рабочая температура поверхности нагревателя равна 600—700 °С. Между ТЭН и стенкой, примыкающей к бетону, имеется воздушный зазор. Под нагревателем установлена отражательная пластина из белой жести. По данным опыта, применение ТЭН вместо спиралей повышает надежность греющего устройства, увеличивая срок службы его до 5000 ч, а также позволяет вести инфракрасный прогрев. Три типа греющих кассет в различных комбинациях обеспечивают термообработку стыка любого сечения колонны. Набор греющих кассет вставляется по направляющим металлической опалубки и охватывает стык с четырех сторон.
Установку греющей опалубки на стык колонны производят вручную из половин с установленными на них греющими кассетами или поэлементно. Масса отдельного элемента греющей кассеты 5,5—9 кг; масса всей опалубки для колонны сечением 250X500 мм составляет 70 кг.
Кассеты включают в сеть до бетонирования стыка. После предварительного двухчасового обогрева полости стыка кассеты отключаются для укладки бетона. Последующая тепловая обработка бетона стыка — нагрев до 50°С и изотермический прогрев при данной температуре периодическим включением и выключением тока. Расход электроэнергии при автоматическом регулировании и температуре наружного воздуха до —15 °С равен 35 квт-ч на один стык. При ручном регулировании он равен 50 квт-ч на стык.
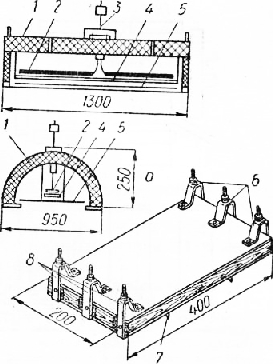
Конструкция стыка ригеля и плит перекрытий позволяет производить только односторонний периферийный обогрев. Для этой цели применяют отражательные печи. Печь представляет собой инвентарный короб длиной 1300 мм, выполненный из двух вальцованных металлических листов, между которыми уложена теплоизоляция из минеральной ваты толщиной 50 мм. Внутренний лист является одновременно параболическим отражателем, вдоль фокусной оси которого расположены два трубчатых электронагревателя мощностью по 0,8 кет с напряжением сети 220 в. Каждый короб имеет кабельный вывод, оканчивающийся вилкой трехфазного штепсельного разъема, один из штырей которого заземляющий. Масса короба 50 кг. Для уменьшения потерь тепла и влаги короб по периметру засыпают опилками. Расход электроэнергии при температуре наружного воздуха —15°, температуре нагрева + 50° и автоматическом ее регулировании равен 25 квт-ч на стык.
Для автоматического поддержания заданной постоянной температуры обработки бетона служит блок питания и управления. Он состоит из питающего кабеля, терморегулятора и коробки управления. В металлическом ящике коробки управления смонтированы: магнитный пускатель, переключатель, сигнальная лампа и клеммник для подсоединения выводов греющих кассет. Коробка управления вставляется в направляющие металлической опалубки стыка. Терморегулятор имеет одну пару нормально замкнутых контактов, которые размыкаются при повышении температуры выше заданной. Терморегулятор включается в сеть с напряжением 220 в. Использование его позволяет автоматизировать все виды тепловой обработки бетона на монтаже.
Для обогрева стыкуемых элементов применяют также электродные панели. На панели смонтированы три стальные шины, служащие электродами, с конусными штырями, улучшающими соприкосновение электродов с бетоном.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Процессы монтажа железобетонных конструкций"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы