Строй-Техника.ру
Строительные машины и оборудование, справочник
Качество резиновых обкладок проверяют два раза: перед вулканизацией и после нее. При проверке, которую проводят мастер гуммировочной мастерской совместно с рабочим-исполнителем, обкладку осматривают, простукивают, а затем испытывают с помощью искрового разрядника.
При наружном осмотре резиновой обкладки в покрытии выявляют дефекты: пузыри, трещины, царапины, углубления, отслоения от металла, которые проявляются главным образом в результате ‘нарушения технологии производства гуммировочных работ. Так отслоение резины от металла происходит вследствие плохой подготовки поверхности металла и неудовлетворительной прикатки обкладки к металлу. Вздутия на гуммируемой поверхности появляются в результате плохой сушки клеевого слоя и неполного удаления воздушных пузырей во время дублирования и прикатки резины.
При наличии большого количества воздуха или неиспарившегося растворителя между поверхностью металла и резиной очень часто на обкладке после вулканизации образуются вздутия, иногда порванные в своей вершине. Этот дефект может возникнуть также при обкладке аппаратов, имеющих острые углы и незакругленные переходы.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Нарушение режима вулканизации (резкое повышение давления в котле) неизбежно приводит к появлению на поверхности обкладки волосяных трещин, пузырей и вздутий.
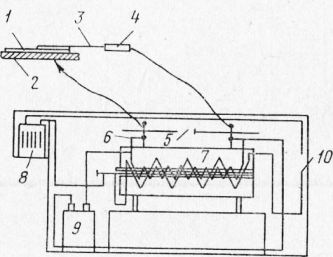
Рис. 1. Схема искрового разрядника (индуктора):
1 — резина, 2 — металл, 3 — искатель, 4 — рукоятка искателя, 5 — искровой разрядник, 6 — прерыватель, 7 — катушка Румкорфа с первичной и вторичной обмотками, 8 — батареи, 9 — конденсатор, 10— выключатель
Простукивают обкладки по всей загуммированной поверхности аппарата с помощью легкого деревянного или металлического молотка. Этот способ проверки позволяет обнаружить отставание покрытия от металла по звуку, издаваемому обкладкой: звонкий, чистый звук свидетельствует о хорошем сцеплении эбонита с металлической поверхностью, глухой — возникает при плохой связи покрытия с металлом.
Более тщательно качество обкладки проверяют электрическим током с помощью искрового разрядника (индуктора). При этом способе удается выявить в покрытии незаметные для глаза проколы, микропоры и волосяные трещины.
Схема искрового разрядника (индуктора) приведена на рис. 1. К искателю, который представляет собой небольшую стальную щетку, подводится электрический ток напряжением от 10 000 до 20 000 в в зависимости от толщины обкладки. Ток высокого напряжения возникает при прохождении первичного постоянного тока от батареи 8 напряжением 9—12 в через индукционную катушку Румкорфа.
Если провести стальной щеткой по резиновой обкладке в местах, где имеются сквозные трещины и отверстия, то с треском возникнет пульсирующая искра белого цвета длиной от 3 до 20 мм. Однако при этом следует иметь в виду, что некоторые сорта резины обладают низкими диэлектрическими свойствами и способны пропускать ток в виде группы мельчайших однородных искр. Это явление, называемое электропросевом, не является показателем дефекта покрытия.
Качество вулканизированных обкладок в аппаратах, работающих под электрическим напряжением, проверяют электролитическим способом, который заключается в следующем. В аппарат заливают 2—3%-ный раствор серной кислоты или 20%-ный раствор поваренной соли и опускают в него графитовый или свинцовый стержень (электрод), присоединенный с помощью провода к одной клемме гальванометра.
Другую клемму гальванометра присоединяют к корпусу аппарата через батарею с напряжением 6 в. После этого наблюдают за положением стрелки гальванометра. Если стрелка значительно отклонилась от нулевого положения, это значит в покрытии есть дефекты.
Допускаемая величина отклонения стрелки гальванометра зависит от площади аппарата, а также от конструкции и толщины резиновой обкладки и колеблется от 3 до 5 мкв на 10 м2 гуммированной поверхности. Однако указанным приемом нельзя определить точно место дефекта в покрытии. Чтобы найти этот участок, поступают следующим образом.
Аппарат освобождают от электролита, на конец электрода надевают мягкую тканевую подушечку размером 70X80 мм, пропитанную тем же электролитом, и водят ею последовательно по всей поверхности резиновой обкладки. При соприкосновении подушечки с поврежденным местом стрелка гальванометра значительно отклоняется от первоначального положения.
СНиП III-B.6.2-62 «Защита технологического оборудования от коррозии. Правила производства и приемки работ» предусматривает, какие дефекты и в каком количестве могут быть отремонтированы в резиновой обкладке и с какими дефектами изделие должно быть полностью забраковано. Например, разрешается исправлять в обкладке аппаратов дефекты размерами от общей площади не более 2% ив цистернах не более 5%.
Допускаемые отклонения по толщине резиновой обкладки не должны превышать 0,5 мм при толщине покрытия 2—3 мм, соответственно 1 мм — при толщине 4— 6 мм и 1,5 мм — при 10 мм. В отдельных случаях допускается утолщение обкладки до ее двойной толщины за счет швов, выполненных внахлестку. Отставание резиновой обкладки от металла допускается на концах бортов и фланцев аппаратов в пределах не более 10% от площади покрытия.
Совершенно не допускаются вздутия и отставание эбонита от металла в пробковых кранах, а также не допускаются трещины в обкладке аппаратов, цистерн и трубопроводов.
Если в обкладке аппаратов имеются царапины и углубления глубиной до 0,5 мм, незначительное отставание резины от металла в 3—5 местах площадью не более 20 см2 каждое с суммарной площадью, не превышающей 5% от общей площади покрытия, то такие дефекты не являются препятствием для сдачи аппаратов в эксплуатацию.
При значительном количестве дефектов в покрытии аппарат вновь гуммируют. В этом случае резиновую обкладку полностью удаляют с металлической поверхности (срубают, выжигают), а затем наносят ее заново.
Отдельные дефекты в покрытии устраняют следующими способами. Место дефекта в обкладке из мягкой резины вырубают до металла и заделывают заново быстровулканизирующейся резиной (№ 4739, № 829 и др.). с последующей вулканизацией в котле или с помощью местного нагрева. При наличии дефектов в покрытии из полуэбонита их устраняют так же, как и в первом случае, применяя для ремонта быстровулканизирующийся эбонит № 4658. После ремонта обкладку вулканизируют в котле.
Раковины, углубления и другие поверхностные дефекты в обкладке из полуэбонита, не доходящие до металла, заливают расплавленным эбонитом из натурального каучука или термопреном. Если на месте производства гуммировочных работ отсутствуют быстровулканй-зирующиеся эбонит и резина, то вместо них можно применять обычные сорта мягкой резины и полуэбонит № 1751. Для этой же цели “можно применять самовулканизирующуюся тиоколовую пасту У-ЗОм, которую наносят на поврежденное место с помощью шпателя.
Ремонт обкладки путем наклейки резиновых заплат выполняют в такой последовательности. Вначале место вздутия (или другого дефекта) вырубают до металла, затем удаляют с него резину, отставшую от металлической поверхности. После этого края обкладки срезают на конус, металл зачищают до блеска, промазывают его бензином и (после улетучивания растворителя) резиновым клеем.
Если ремонтируют обкладку из мягкой резины, то металлическую поверхность окрашивают за два раза (с промежуточной сушкой клеевого слоя в течение 20—30 мин) термопреновым клеем концентрации 10%. При ремонте покрытия из полуэбонита для этих целей применяют клей № 2572 концентрации 1 : 6.
Одновременно с подготовкой металлической поверхности вырезают из резины (или полуэбонита) необходимую по размерам заплату, края которой срезают на фаску. Вырезанную заплату из резины промазывают за два раза клеем № 4508, а заплату из полуэбонита клеем № 2572. После высыхания клеевого слоя до отлипа заплату накладывают на ремонтируемое место с таким расчетом, чтобы ее края перекрывали на 20—30 мм стыки между заплатой и обкладкой. Чтобы заплата надежно сцеплялась с металлом и обкладкой, ее тщательно прикатывают узким зубчатым металлическим роликом.
Отремонтированные места вулканизируют, как уже указывалось, в котле или местным нагревом наклеенных заплат. При местной вулканизации резиновые заплаты нагревают специальными электронагревателями, струей пара, инфракрасными лучами или другими источниками тепла.
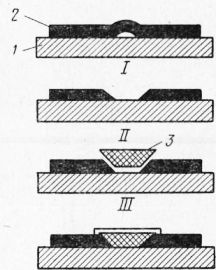
Рис. 2. Последовательность ремонта резиновой обкладки:
1 — стенка аппарата, 2 — основной слой резины, 3 — заплата; I—IV— последовательность операций
Электронагреватель представляет собой две скрепленные шурупами стальные пластинки, между которыми помещена спираль из хромоникелевой проволоки, рассчитанная на питание электрическим током напряжением 42 в. Чтобы тепло лучше передавалось от электронагревателя к резине, на отремонтированное место вначале накладывают алюминиевую пластинку толщиной 1 мм (припудренную тальком), а затем прикрепляют нагревательное приспособление. Вулканизацию заплат с помощью электронагревателя ведут в течение 2—3 ч, доводя при этом температуру нагрева резины до 110—120 °С.
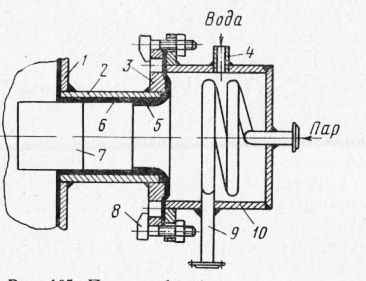
Рис. 3. Приспособление для вулканизации обкладок фланцев при ремонте (для штуцеров диаметром до 100 мм):
1 — корпус аппарата, 2 — штуцер, 3—фланец, 4 — патрубок для залива воды, 5 — отремонтированная резиновая обкладка, б —основной слой гуммировки, 7 — резиновая пробка, 8 — болт с костыльной головкой, 9 — змеевик, 10 — кожух
При использовании для вулканизации пара на отремонтированное место обкладки направляют струю острого пара из подведенной металлической трубы или резинового шланга. Для уменьшения потери тепла и концентрации нагрева на конец трубы или шланга, подводящих пар, надевают металлическую воронку, диаметр которой должен быть на 50—80 мм больше диаметра наклеенной заплаты, и прижимают ее к резиновой обкладке.
Продолжительность вулканизации зависит от размера заплаты, сорта резины, температуры пара и других факторов. Для определения конца вулканизации резиновую заплату периодически проверяют на упругость. Вулканизация считается законченной, если при нажатии на заплату тупым предметом на ее поверхности не останется никаких следов от вдавливания.
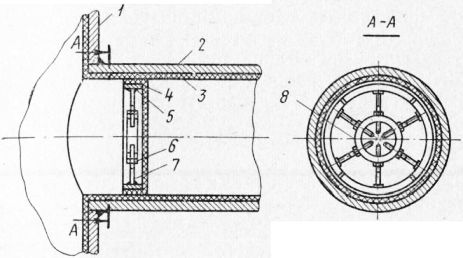
Рис. 4. Разжимное приспособление для закрытия штуцеров большого диаметра:
1 — корпус аппарата, 2— штуцер, 3— слой гуммировки, 4 — резиновая заглушка, 5 — кольцо разжимное (секторное), 6 — гайка, 7 — болт, 8 — кольцо фиксатора
Для вулканизации отремонтированной резиновой обкладки на фланцах штуцера диаметром до 100 мм применяют специальное приспособление, состоящее из цилиндрического металлического кожуха, в который вварен змеевик. Кожух крепится к фланцу болтами, а штуцер со стороны аппарата закрывается резиновой пробкой. Через патрубок кожух и штуцер заполняют водой, которая затем нагревается до кипения паром, проходящим через змеевик. Горячая вода, омывая резиновую обкладку, вулканизирует ее.
Для вулканизации резиновых обкладок на фланцах штуцеров большого размера применяют то же приспособление, только штуцер со стороны корпуса аппарата закрывается прокладкой из завулканизированной резины, прижимаемой к стенкам штуцера специальным приспособлением. Это приспособление состоит из резиновой заглушки и разжимного кольца, приводимого в действие натяжным болтом.
Неглубокие язвы, раковины и другие несквозные дефекты в обкладке из полуэбонита заливают расплавленным эбонитом. Для этого вначале зажигают кусочек эбонита из натурального каучука или термопрена, затем с помощью металлического шпателя или ножа расплавленную массу наносят на ремонтируемое место, целиком заполняют углубление и тщательно разравнивают массу заподлицо с обкладкой.
При наличии дефектов на резиновой обкладке фланцев аппарата (отслоение резины от металла, выдавливание резины, образование пузырей и др.), поступают так же, как и при ремонте резиновой обкладки на корпусе аппарата, используя для этой цели мягкую резину № 2566.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Проверка качества резиновых обкладок и способы устранения дефектов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы