Строй-Техника.ру
Строительные машины и оборудование, справочник
Ремонт заклепочных соединений. Качество заклепочного соединения проверяют наружным осмотром, обстукиванием молотком и при помощи шаблона. Если под ударом заклепка дрожит или смещается, это значит, что стяжка перед клепкой была слабой либо плохо был осажен стержень. Хорошо поставленная заклепка издает при ударе чистый звук, как при ударе по основному металлу.
Неисправности заклепочного соединения обнаруживаются также, если во время клепки закладная головка слабо прижимается поддержкой, и тогда она неплотно прилегает к склепываемой детали.
В заклепочных соединениях наиболее часто встречаются следующие неисправности:
1) смещение оси замыкающей головки заклепки относительно оси стержня;
2) недостаточная высота и уменьшенный диаметр замыкающей головки;
3) выпучивание стержня заклепки между сопрягаемыми поверхностями склепываемых деталей;
4) сдвиг стержня заклепки в отверстиях сопрягаемых деталей;
5) изгиб стержня заклепки в отверстиях;
6) смещение осей головок относительно оси стержня заклепки;
7) вмятины и трещины на головках заклепок;
8) выпучивание материала между заклепками;
9) подсечка материала или замыкающей головки и др.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Любой из перечисленных дефектов в значительной мере снижает прочность заклепочного соединения.
Дефектные заклепки удаляют: срубают головку и бородком выбирают стержень либо высверливают заклепку. Для этого накер- нивают закладную головку и надсверливают ее на глубину, равную высоте головки. Надсверленную головку надламывают бородком и выбивают заклепку. Так же срубают ослабленные заклепки, а на их место устанавливают новые.
Для получения качественного заклепочного соединения большое значение имеет выбор длины заклепки. При сборке необходимо следить, чтобы выступающая часть стержня заклепки точно соответствовала техническим условиям. Она должна быть не менее 1,3…1,6 диаметра стержня в зависимости от формы заклепки при склепывании. Так как диаметр заклепок строительных машин в большинстве случаев не превышает 8… 12 мм, то холодную клепку производят пневматическим инструментом.
На рис. 22.1 показано заклепочное соединение диска с фрикционными накладками. Перед постановкой заклепок диск подвергается правке. Отверстия в накладках под заклепки сверлят по отверстиям диска. При значительной партии деталей целесообразно применять для сверления специальный кондуктор. В отремонтированном диске головки заклепок должны быть утоплены в тело накладок не менее чем на 1 мм.
Для получения качественного заклепочного соединения работу следует производить только исправным инструментом. При пользовании пневматическим инструментом давление воздуха в сети не должно быть ниже требуемого, т. е. обычно 0,5…0,55 МПа. При пониженном давлении удар молотка резко падает, а время, потребное для клепки, возрастает.
Заклепочные соединения контролируют осмотром или простую киванием заклепок; плотные соединения проверяют гидравлическим испытанием. Ответственные заклепочные соединения контролируют методами рентгеноскопии.
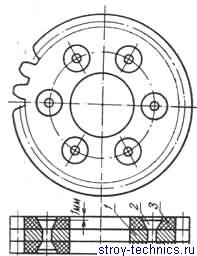
Рис. 22.1. Диск реверсивного механизма моторного катка.
Ремонт резьбовых соединений. Деталями резьбового соединения могут быть шпильки, болты, гайки или винты. Сломанные шпильки можно вывернуть при помощи ключей, соблюдая все меры предосторожности. Если невозможно воспользоваться ключом, то в шпильке сверлят отверстие, в которое забивают квадратный или зубчатый бор (рис. 22.2, а), и при помощи его шпильку вывинчивают. Для этой же цели пользуются экстрактором (рис. 22.2,6), завинчивая его в отверстие сломавшейся шпильки; возможно также приваривание гайки (рис. 22.2, в). Из алюминиевого корпуса шпильку можно вытравить раствором азотной кислоты, предварительно высверлив внутреннюю часть ее, однако так, чтобы не повредить резьбу корпуса. Для ускорения процесса в раствор кислоты, налитой в гнездо шпильки, опускают кусочек железной (вязальной) проволоки. Через каждые 5…10 мин использованную кислоту надо удалять из гнезда шпильки пипеткой и наполнять гнездо свежей кислотой. Процесс травления длится несколько часов.
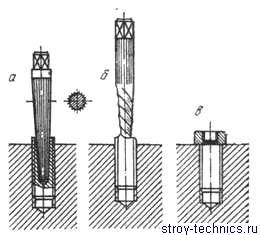
Рис. 22.2. Способы удаления сломавшихся шпилек:
а — с помощью квадратного или зубчатого бора; б — экстрактором; в — привариванием гайки.
Для удаления из отверстия небольших корпусных деталей сломавшихся шпилек, а также метчиков, сверл и разверток применяют электроэрозионное высверливание и ультразвуковые установки.
Когда процесс травления или электроискровой обработки закончен, гнездо промывают и заостренной изогнутой чертилкой проверяют каждый виток резьбы отверстия, чтобы убедиться, что там не осталось кусочков металла. Тщательно очищенное отверстие необходимо пройти метчиком и лишь потом можно ввертывать новую шпильку.
Если шпилька перекошена и сидит неперпендикулярно торцовой поверхности корпуса, то ее надо осторожно вывернуть. Такую шпильку запрещается подгибать (выпрямлять), так как она при этом деформируется у корня и может лопнуть во время затягивания или (что еще хуже) во время работы. Если перекос невелик, резьбу в отверстии можно исправить; если перекос велик, нужно нарезать новую резьбу большего диаметра, просверлив предварительно отверстие под эту резьбу по кондуктору. В этом случае изготовляют так называемую «индивидуальную» шпильку, имеющую верхний конец нормальный, а нижний соответственно увеличенному диаметру.
Незначительно поврежденные резьбы (забито несколько витков) на поверхности валов исправляют на токарном станке или слесарными приемами. Резьбу, потерявшую свой профиль вследствие износа или срыва, восстанавливают наплавкой. Предварительно старая резьба удаляется проточкой на токарном станке, после чего полученную поверхность наплавляют электросваркой, обтачивают и вновь нарезают резьбу требуемого шага.
При сборке резьбовых соединений шпильки должны ввертываться в резьбовые отверстия и иметь плотную посадку, которую достигают осевым натягом. Ввернутая шпилька должна быть перпендикулярна к плоскости детали, что можно проверить угольником. В процессе сборки болты и гайки следует подтягивать равномерно. При большом числе гаек рекомендуется Рис. 22.3. Порядок затягивания гаек много- завертывать их в определенном порядке (рис. 22.3);
это исключает перекосы и коробление деталей, нередко возникающие, когда гайки затягивают в произвольном порядке. Недовернутая гайка вызывает перегрузку соседних с ней шпилек, и это может явиться причиной их разрыва во время работы машины. Общий принцип — затягивать сначала средние гайки, затем пару соседних справа и пару соседних слева, после чего снова пару соседних справа и т. д., постепенно приближаясь к краям.
Затяжку гаек целесообразно производить постепенно, т. е. сначала затянуть все гайки, предположим, на одну треть затяжки, затем на две трети и, наконец, на полную затяжку. Затягивать полностью одну гайку за другой нельзя, потому что это может вызвать перекос и деформацию закрепляемой детали.
Гайки, расположенные по кругу, следует затягивать крест-накрест, причем, как указано выше, вначале все на половину или на треть затяжки, а затем в том же порядке до конца. Для равномерного затягивания гаек и болтов применяют динамометрические ключи. При затяжке обычным ключом следует внимательно следить за тем, чтобы не перетянуть гайку, так как это может быть причиной разрыва шпильки или болта.
В некоторых случаях изношенное резьбовое отверстие в детали заглушают и высверливают рядом другое отверстие, после чего в нем нарезают резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
Если в корпусе нужно восстановить первоначальную резьбу, можно установить втулку с наружной и внутренней резьбой, рассчитанной на нормальный винт, заподлицо с плоскостью детали и застопорить штифтом. Возможна установка втулки на эпоксидном клее.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт заклепочных и резьбовых соединений строительных машин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы