Строй-Техника.ру
Строительные машины и оборудование, справочник
Последовательность сборки машины из отремонтированных сборочных единиц может быть не одна, часто возможны несколько вариантов.
Сборку некоторых самоходных машин (экскаваторов, стреловых кранов) начинают с установки поворотной платформы на ходовую часть; у прицепных машин вначале устанавливают на раму оси колес, упрощая этим закрепление собираемой машины на подставке или тележке.
На рис. 21.7 приведена схема сборки моторного катка. Рама катка поступает на линию сборки с рабочего места, где ее отремонтировали. Раму устанавливают на специальные тележки, передвигающиеся по рельсовому пути. Сборку моторного катка производят на шести постах. По мере установки сборочных единиц на раму последняя перемещается. В конце сборки производят монтаж элементов системы управления.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Схема монтажа управ^ ления двигателем приведена на рис. 21.8. Карта сборки управления двигателем, комплектовочная ведомость, перечень оборудования, приспособлений и инструментов даны в табл. 21.7.
Каждая отремонтированная машина должна быть представлена приемочному контролю н подвергнута приемо-сдаточным испытаниям. До начала приемки и испытаний, закончив ее сборку и регулировку механизмов, устраняют все замеченные ОТК дефекты, смазывают все механизмы.
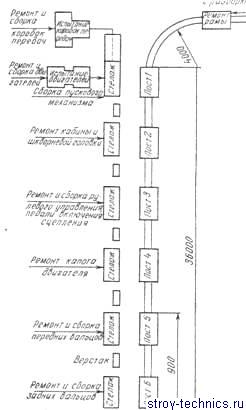
Рис. 21.7. Схема сборки моторного катка.
Вначале проверяют качество сборки: стопорение и надежность болтовых соединений; наружный вид сварных швов; правильность запасовки и надежность закрепления канатов на барабанах и в коушах; ход рычагов и педалей управления; легкость перемещения шестерен и полумуфт при переключении; правильность регулировки тормозных лент; натяжение приводных ремней; качество припайки наконечников к трубкам и качество гибки; надежность закрепления ниппелей пневмокамерных муфт; положение нажимных болтов золотников; плотность соединения трубок, отсутствие течи топлива, масла и воды; заправку маслом картеров и редукторов, заполнение масленок густой смазкой, подачу масла через масленки к смазываемым точкам; установку и затяжку подшипников валов; качество сборки зубчатых зацеплений; качество проводки, отсутствие повреждений изоляции проводов, исправность приборов, надежность контактов, работу системы электрооборудования; давление в шинах пневмоколесного хода; при осмотре кабины и капота—плотность крыши и стенок, легкость открывания дверей, переднего стекла, наличие ручек и запоров, работу фиксаторов двери в открытом положении. Выступающие углы и острые кромки не допускаются.
Приемо-сдаточные испытания проводят без нагрузки и под нагрузкой.
При испытаниях строительных машин прежде всего обращается внимание на состояние тех сборочных единиц, которые подлежали ремонту: на работу зубчатых зацеплений, состояние трущихся поверхностей и поступление к ним смазки, крепление деталей, надежность и безотказность работы тормозных устройств и фрикционных передач, наличие необходимых ограждений на машине и т. д.
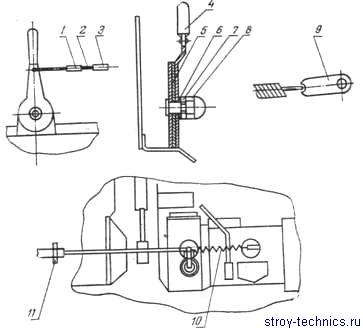
Рис. 21.8. Схема монтажа управления двигателем:
1 — трубка; 2 — канат; 3 — трубка медная; 4 — рычаг; 5 — диск фрикционный; 6 — пружина тарельчатая; 7 — гайка; 8 — гайка колпачко- вая; 9 — скоба; 10 — пружина возвратная; 11 — хомут.
Обнаруженные дефекты ремонтное предприятие обязано немедленно устранить и вновь предъявить машину на приемку из ремонта. После окончания приемки машину окрашивают. Окраска не только предохраняет поверхности деталей от коррозии, но и придает им эстетический вид. Для окраски применяют материалы, которые после нанесения их на детали препятствуют проникновению влаги к металлическим поверхностям. Кроме того, они должны быть стойкими к переменным атмосферным воздействиям, хорошо держаться на поверхности деталей, не разрушаться минеральными маслами, обладать хорошей эластичностью и твердостью, длительное время сохранять первоначальный цвет.
Технологический процесс окраски машин состоит из ряда основных операций: подготовки поверхностей под окраску, покрытия грунтовочным составом, шпаклевки, шлифования, нанесения слоев краски и сушки.
Подготовка поверхностей машин под окраску предусматривает их очистку от грязи, старой краски, масла и ржавчины. Старая краска удаляется 5… 10%-ным раствором каустической соды, нагретой на 60…80 °С. При этом старая краска размягчается и легко удаляется с поверхности металлическими скребками или щетками. Кроме этого, поверхности от старой краски и ржавчины очищают механическим путем с помощью наждачных кругов, металлических щеток и пескоструйной обработкой.
Обезжиривание поверхностей, подлежащих окрашиванию, производят протиркой ветошью, смоченной в растворителе: бензине,, уайт-спирите или щелочном растворе.
Подготовленные и обезжиренные поверхности грунтуют. Грунтовка применяется для связывания окрашиваемой поверхности с краской или со шпаклевкой. Этот слой защищает металл от коррозии, а дерево от гниения. На ремонтных предприятиях машины красят масляными и эмалевыми красками. В качестве грунта под глифталевые и пентафталевые эмали используют грунтовки на основе тех же смол.
При окраске машин нитроэмалями применяют глифталевый грунт № 138. Под масляные краски приготовляют грунт на основе густотертого железного сурика. Грунтовочный слой наносят на поверхность кистью или пистолетом-распылителем ровным слоем без подтеков и наплывов. После нанесения грунтовка сушится.
После полного высыхания слоя грунта для выравнивания поверхностей перед окраской их шпаклюют. Шпаклевка заполняет поры и выравнивает окрашиваемые поверхности. Она представляет собой пастообразную массу, наносимую на поверхность тонким слоем вручную специальными шпателями или распылителем с соплом диаметром 6 мм. При окраске поверхностей нитроэмалями и нитрокрасками применяют нитрошпаклевки. Для масляных красок используют клеевые и масляные шпаклевки.
Слой шпаклевки хорошо просушивают и шлифуют наждачной бумагой, после чего подготовленные поверхности окрашивают последовательным наложением нескольких тонких слоев краски и окончательно сушат на воздухе. Следует иметь в виду, что пыль, образующаяся от распыления краски, вредна для здоровья рабочих, а летучие растворители лакокрасочных материалов, входящих в состав нитрокрасок, сравнительно легко воспламеняются и образуют с воздухом взрывчатые смеси. Поэтому окраску распылением следует производить в специальной распылительной камере или в помещениях, оборудованных вытяжной вентиляцией. Кроме того, помещение для окрасочных работ должно быть оборудовано противопожарными средствами. В целях безопасных условий труда при окраске машин необходимо складывать в металлические ящики с крышками тряпки, ветошь и другие материалы, а к концу каждой смены выносить их из помещения и сжигать. Вблизи рабочего места маляра должен быть установлен огнетушитель. Окраска внутри кузова допускается только при открытых дверях.
Прием и хранение пищи в рабочем помещении запрещены.
Улучшение санитарно-гигиенических условий труда, снижение потерь лакокрасочных материалов и повышение качества и производительности окрасочных рчбот достигается применением механизированных окрасочных камер, в которых детали и сборочные единицы окрашиваются в электрическом поле высокого напряжения.
Следует учитывать, что детали и сборочные единицы, недоступные или малодоступные окраске после сборки, должны быть окрашены до сборки. Окраске подлежат все наружные поверхности, за исключением поверхностей трения, табличек и деталей из кожи, войлока, резины, стекла, а также из меди, латуни, алюминия.
Обычно, сборочные единицы и детали окрашиваются в два слоя с предварительной грунтовкой. Грунтовка и нанесение первого слоя краски производятся до установки сборочной единицы на машину, а второго слоя — после окончательной сборки и испытания.
Грунтовочный слой должен быть хорошо высушен.
Шпаклевка должна наноситься ровным слоем без бугров и других неровностей, а после тщательного высушивания, зачищена от неровностей, видимых невооруженным глазом, без повреждения грунтовки.
Зашпаклеванные поверхности не должны иметь трещин и видимых штрихов от зачистки абразивным материалом.
Окрасочные работы производят при температуре 15…20°С в сухом, чистом, отапливаемом и вентилируемом помещении на специально организованном участке.
Внутренние поверхности редукторов, картеров, масляных ванн, кожухов, места вокруг масленок и смазочных отверстий, необработанные поверхности шестерен и других деталей, работающих в масляных ваннах, окрашивают маслостойкой нитроэмалью НЦ-132П красного цвета. После высыхания краска не должна отслаиваться от слоя грунтовки при сотрясениях.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка и испытание машин, окраска"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы