Строй-Техника.ру
Строительные машины и оборудование, справочник
Обмотка перед пропиткой подвергается предварительной сушке, так как изоляционные материалы в своих порах и капиллярах содержат некоторое количество влаги, которая снижает электрическую прочность изоляции и препятствует проникновению в нее пропиточного состава. Длительность и температура сушки зависят от класса нагревостойкости и конструкции изоляции обмотки, степени ее увлажнения и методов сушки. Температура сушки для изоляции класса нагревостойкости В составляется в среднем 120—140 °С, длительность — 2—6 ч.
Для более полного удаления влаги из обмотки применяют вакуумную сушку, т. е. сушку в камерах, позволяющих чередовать атмосферное давление и разрежение. Обмотка первоначально нагревается до заданной температуры при атмосферном давлении, после чего в камере создается пониженное давление, равное 13—67 кПа (10—50 мм рт. ст.), при котором происходит интенсивное удаление влаги из изоляции. Вакуумирование позволяет, кроме того, уменьшить температуру сушки по сравнению с сушкой при нормальном давлении на 20—30 °С, что ослабляет процесс старения изоляции во время нагрева.
Сушка после пропитки. После пропитки в лаках, содержащих растворители, сушка необходима для удаления растворителя из слоев изоляции и для затвердевания основы лака. Процесс сушки разделяют на два периода. В первом происходит разогрев обмоток при одновременном удалении растворителей. Температура в этом периоде не должна превышать 100—120 °С, так как при более высоком нагреве может произойти’ частичное запекание пленок лака до полного удаления растворителя, что затруднит дальнейшую сушку обмотки. Длительность сушки, при этой температуре составляет 2—4 ч. Во втором периоде сушки после испарения растворителя происходит запечка основы лака внутри изоляции. Температуру в сушильной камере повышают до 130— 145 °С для изоляции класса нагревостойкости В, до 150—160 °С для класса F и 180—200 °С для запекания лаков на кремнийорганической основе (КО-916К, КО-964Н), относящихся к изоляции класса Н. Длительность сушки при этой температуре составляет в среднем 6—16 ч и зависит от марки лака и конструкции изоляции.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
После пропитки в лаках, не содержащих растворителей, обмотку сушат, чтобы произошло запекание лака по всей ее толщине и обмотка приобрела монолитность, а на ее поверхности образовалась твердая лаковая пленка.
Существуют несколько способов сушки обмоток электрических машин: конвекционный, терморадиационный, метод индукционного нагрева и токовый.
Наиболее распространена сушка в печах (конвекционный способ), хотя она наиболее длительна. Наружная поверхность изделия нагревается потоком теплого воздуха.
При наружном обогреве в первую очередь подсыхает верхний слой изоляции. На нем образуется пленка лака, затрудняющая испарение растворителя из внутренних слоев изоляции. Преимущество этого метода заключается в возможности одновременной сушки большого числа катушек или статоров с уложенной обмоткой, которые загружают в одну сушильную камеру, в удобстве контроля за температурой сушки и устройства программного управления режимом сушки.
Терморадиационный метод сушки «состоит в нагреве пропитанных деталей в инфракрасных лучах. Для сушки применяют специальные лампы накаливания с зеркальными отражателями, трубчатые электронагреватели или металлические плиты, которые при нагреве до 300—450 °С излучают инфракрасные лучи.
Индукционный способ сушки заключается в нагревании обмотки статоров или якорей вихревыми токами, возникающими в стали их сердечников под влиянием переменного магнитного поля. Магнитное поле создается индуктором. Индукторы в зависимости от конструкции питаются током высокой или промышленной частоты. Процесс сушки при индукционном способе протекает интенсивно, так как вначале разогреваются слои изоляции, прилегающие к стенкам пазов. Это создает более благоприятные условия для удаления растворителя из лака. Индукционный способ сушки применяется также в установках для струи-ной пропитки статоров и якорей машин небольших габаритов.
Токовый способ сушки основан на нагревании обмотки проходящим по ней током. Он наиболее удобный и экономичный, так как не требуется громоздкого оборудования (сушильных печей, индукторов и т. п.). Для нагрева используют большей частью переменный ток промышленной частоты. При этом нагрев происходит за счет потерь в проводниках обмотки и потерь в стали магнитопровода. Обмотки равномерно нагреваются по всему своему объему, что способствует сокращению времени сушки. При та-
ком способе сушки необходимо правильно выбрать силу тока. При слишком большом токе внутренние слои изоляции, прилегающие к проводникам обмотки, перегреваются, что вызывает ускоренное старение изоляции. При слишком малом токе увеличивается продолжительность сушки.
В мелкосерийном производстве электрических машин для сушки в основном используют конвективный метод. Сушку производят в так называемых тупиковых сушильных печах.
Сушильная печь представляет собой камеру 8 с железным полом, в которую вкатывают тележку с установленными на нее катушками или сердечниками с обмоткой. Дверцы камеры стальные, обычно подъемные с противовесом, что позволяет без труда открывать их. В потолке камеры установлен калорифер с трубчатыми электронагревателями. Над калорифером находится вентилятор, приводимый в движение электродвигателем. Воздух от вентилятора, нагреваясь в калорифере, проходит в отверстие в потолке камеры и обдувает установленные для сушки изделия. После этого через отверстие у пола сушильной камеры по воздуховоду воздух возвращается к вентилятору. Температура в камере регулируется автоматически по данным установленных в камере термодатчиков. В зависимости от их показании отключаются или включаются секции калорифера. Насыщенный парами растворителя воздух отводится от печи, а вентилятор засасывает чистый воздух из цеха. Количество отводимого воздуха регулируется положением заслонок в воздуховоде.
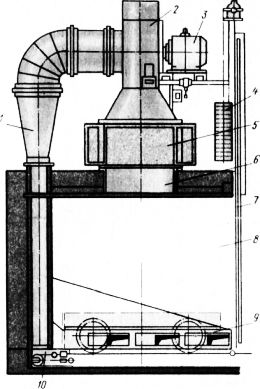
Рис. 1. Тупиковая сушильная печь
В первый период сушки, когда испарение растворителей наиболее сильно, заслонки открыты и от печи отводится практически весь насыщенный парами растворителя воздух. Во время дальнейшей сушки заслонки прикрывают; нагретый воздух циркулирует по замкнутому циклу и температура внутри печи повышается. Время выдержки в печи и температурный режим указываются в технологической документации на каждое изделие и определяются размерами деталей, конструкцией их изоляции и маркой растворителя. Чем выше температура сушки, тем интенсивнее происходит испарение растворителя, быстрее загустевает лак и время сушки сокращается. Но чрезмерное увеличение температуры вызывает усиленное старение изоляции. Поэтому температура и продолжительность сушки строго регламентированы для каждого изделия.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сушка перед пропиткой"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы