Строй-Техника.ру
Строительные машины и оборудование, справочник
Сварка винипласта основана на его способности при температуре 200—220 °С переходить в вязкотекучее состояние. В этом состоянии листы или изделия из винипласта легко соединяются между собой.
В зависимости от способа нагревания винипласта различают следующие виды сварки: сварку горячим воздухом, сварку за счет тепла трения (фрикционная сварка), сварку с помощью нагревательных элементов контактным теплом, высокочастотную сварку.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
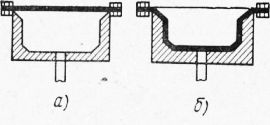
Рис. 1. Схема вакуумного формования винипластовых заготовок в ограничительной форме:
а — до формования, б — после формования
Сварка горячим воздухом
При антикоррозионных работах винипласт чаще всего сваривают горячим воздухом. Этот вид сварки можно выполнять двумя способами: с применением присадочного материала — сварочного прутка (прутковая сварка) и без применения присадочного материала (беспрутковая сварка).
Прутковая сварка. Прутковая сварка заключается в том, что (подготовленные кромки винипластбвой заготовки и сварочный пруток одновременно подогревают струей горячего воздуха. В результате этого сварочный пруток размягчается (но не расплавляется, как при сварке стали) и прочно соединяется при небольшом давлении на него с размягченными кромками винипласта.
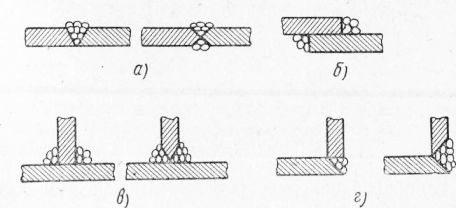
Рис. 2. Виды сварных соединений:
а — встык, б — внахлестку, в — впритык (валиковые), г — угловые
Сварные соединения, применяемые при изготовлении аппаратов из винипласта, в зависимости от формы можно разделить на четыре труппы: встык, внахлестку, ва-ликовые, угловые. Выбор вида сварного соединения зависит от назначения изготовляемого аппарата, конструктивных особенностей его деталей, толщины винипластовых заготовок и т. п.
Соединения встык являются наиболее прочными и поэтому их применяют для сварки герметичной аппаратуры, работающей в условиях вакуума или под давлением. Шов внахлестку, обладающий небольшой механической прочностью, применяют при раструбном соединении труб. Валиковым швом соединяют главным образом перегородки, диафрагмы, полки, устанавливаемые внутри аппаратов. Угловой шов используют при сварке ванн, при приварке фланцев к трубам, днищ и крышек к корпусам аппаратов.
Чтобы повысить прочность- сварных соединений внахлестку и встык, с поверхности листов винипласта в местах сварки снимают глянец наждачной бумагой или шабером, так как прочность сцепления сварочных прутков с глянцевой поверхностью значительно ниже, чем с шероховатой.
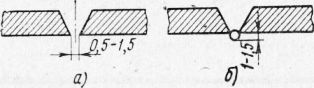
Рис. 3. Сварной шов с зазором:
а — начальное положение, б — положение после укладки прутка
Для повышения прочности стыкового и углового сварных швов применяют способ сварки винипластовых заготовок с зазором. Заготовки перед сваркой устанавливают так, чтобы между кромками листов оставался зазор 0,5—1,5 мм. Для этого между листами винипласта прокладывают металлическую пластину, которую при сварке шва удаляют. В зазор укладывают сначала первый сварочный пруток-корень, а затем последующие. Корневой сварочный пруток обычно имеет диаметр 1,5—2 мм. Его приваривают к кромкам листов с таким расчетом, чтобы примерно половина поперечного сечения прутка выступала с противоположной стороны шва.
Для сварки одного шва применяют сварочные прутки одного диаметра (за исключением корневого прутка). Диаметр сварочных винипластовых прутков подбирают в зависимости от толщины свариваемой винипластовой заготовки. Наилучшие результаты при сварке получаются при использовании прутков диаметром 3—3,5 мм. Более толстые прутки за время сварки не успевают прогреться на всю толщину, что приводит к ухудшению качества сварочного шва.
Шов, сваренный из меньшего количества прутков диаметром примерно 3—3,5 мм, прочнее, чем такой же шов из большего количества тонких прутков. Чтобы ускорить сварочные работы, иногда применяют сдвоенные сварочные прутки, напоминающие по форме поперечного сечения лежащую цифру восемь. Не допускается применять для сварки винипласта хрупкие узловатые прутки, не имеющие гладкой поверхности, содержащие -воздух и легко ломающиеся при изгибе.
Воздух для сварки подогревают с помощью газовых или электрических горелок.
Для получения сварного шва хорошего качества и обеспечения экономного режима сварки необходимо, кроме выполнения приведенных требований, правильно подобрать сменный наконечник для горелки. При подборе наконечника исходят из толщины свариваемых заготовок винипласта, диаметра сварочного прутка, профиля сварного шва и конструкции горелки.
Для сварки винипластовых заготовок небольшой толщины (1,5—2 мм) применяют наконечник с диаметром выводного отверстия 2—2,5 мм. При сварке более толстых листов винипласта, соответственно увеличивается диаметр отверстия наконечника. Например, для сварки листов толщиной 16—20 мм применяют наконечник, диаметр отверстия которого равен 3,5—4 мм.
Диаметр сменного наконечника должен соответствовать диаметру сварочного прутка, так как при малом диаметре сменного наконечника трудно прогреть пруток большого диаметра и получить высокое качество сварного шва.
На правильный выбор наконечника горелки оказывает влияние профиль сварного шва. При сварке винипластовых заготовок с углубленными швами при прочих равных условиях применяют наконечники меньшего диаметра, чем при сварке менее глубоких швов.
В том случае, когда тонкие листы винипласта сваривают горелкой, снабженной наконечником с отверстием большого диаметра, приходится удалять наконечник от свариваемой детали больше, чем обычно. Это не приводит к ухудшению качества сварного шва, но вызывает перерасход воздуха и, следовательно, электроэнергии или газа.
Оптимальные диаметры сварочного прутка и отверстия наконечника сварочной горелки при сварке винипластовых изделий различной толщины изделий из винипласта различной толщины в зависимости от вида сварного шва.
Перед началом сварки регулируют горелку и устанавливают необходимую температуру подаваемого воздуха. Электрические горелки регулируют, изменяя напряжение электротока, подаваемого к нагревательной спирали, или уменьшая количество поступающего в горелку воздуха. Газовые горелки регулируют изменением подачи горючего газа независимо от количества подаваемого воздуха.
Температуру выходящей из горелки струи воздуха определяют на пробном куске винипласта по изменению его поверхности или с помощью термометра. Температура струи, выходящей из горелки, должна быть в пределах 230—270 °С, а рабочая температура воздуха у свариваемой поверхности винипласта— 210—230 °С. Нагревание воздуха до температуры выше 270 °С приводит к разложению материала, а при недостаточном нагреве ниже 230 °С — к снижению прочности сварного шва.
Прсле окончания регулирования сварочной горелки и установления необходимой рабочей температуры воздушной струи рабочий приступает к сварке винипластовых заготовок. Чтобы обеспечить хорошее соединение прутка с винипластом, необходимо вначале нагреть и уложить сварочный пруток так, чтобы его конец выступал за срез шва на 3—5 мм, Сварочную горелку следует держать в правой руке, а сварочный пруток — в левой на расстоянии 70—80 мм от свариваемой поверхности. Струю .воздуха необходимо направлять на свариваемую деталь, а не на сварочный пруток, который плавится быстрее, чем основ- -ной материал.
В процессе сварки горелку следует слегка покачивать, чтобы кромки заготовки и сварочного прутка нагревались равномерно. При недогреве. как основания шва, так и сварочного прутка получается ослабленный, дефектный шов.
Сварочный пруток следует подавать в шов под углом 90° к поверхности свариваемого листа. Если угол подачи прутка больше 90°, то пруток в нагретом состоянии вытягивается, а после охлаждения разрывается.
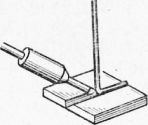
Рис. 4. Положение сварочного прутка при сварке
При угле наклона сварочного прутка меньше 90°, .т. е. когда пруток наклонен вперед к свариваемой части шва, пруток слишком быстро разогревается, в результате чего он не успевает привариться к кромкам заготовки или к уложенному прутку. Вследствие этого резко понижается прочность сварного шва и пруток легко отделяется от поверхности свариваемой детали.
Средняя скорость укладки сварочного прутка (диаметром 2,5—3 мм) должна составлять 12—15 м/ч. При меньшей скорости сварки пруток и кромки материала перегреваются, что отражается на качестве сварного шва. Слишком большая скорость укладки сварочного прутка не дает возможности хорошо прогреться прутку и материалу, что также резко снижает прочность сварочного соединения.
При сварке винипласта необходимо сохранять постоянную температуру струи воздуха в зоне укладки сварочного прутка, для этого расстояние между наконечником горелки и поверхностью сварного шва должно быть все время одинаковым (5—8 мм).
Усилие, с которым пруток вдавливают в шов во время сварки, должно быть постоянным. Величина его зависит от диаметра прутка и составляет примерно 1 —1,6 кгс для прутка диаметром 2—3 мм, 2—2,5 кгс— диаметром 4 мм. При сварке шва рабочий должен равномерно передвигать пальцы по прутку по мере укладки его в шов с требуемым усилием. При нарушении этого требования шов может получиться неплотным.
Положение наконечника горелки во время сварки определяется толщиной винипласта. При толщине винипласта до 5 мм угол между листом и наконечником должен быть равен а=20—25°, при сварке более толстых листов — около а = 30—40°.
Сварка считается нормальной, если перед прутком по мере передвижения горелки вдоль сварного шва движется по поверхности винипласта небольшая волна расплавленной массы материала и если после остывания пруток невозможно без повреждения оторвать от поверхности шва. После окончания сварки шов постепенно охлаждается в естественных условиях: всякое искусственное охлаждение сварного шва может привести к растрескиванию шва вследствие неравномерной усадки винипласта и сварочного прутка.
Чтобы повысить прочность сварных соединений (равномерное распределение напряжений в шве) прутки при сварке укладывают в определенном порядке. На рис. 131, а дана схема последовательности укладки прутков при Х-образном соединении. Прутки укладывают ‘попеременно с одной и с другой стороны заготовки.
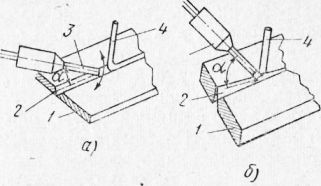
Рис. 5. Угол подвода наконечника горелки к поверхности шва: а — при толщине винипласта до 5 мм, б — при толщине винипласта более 5 мм; 1 — винипласт, 2 — сварной шов, 3 — горелка, 4 — сварочный пруток: а — угол наклона горелки
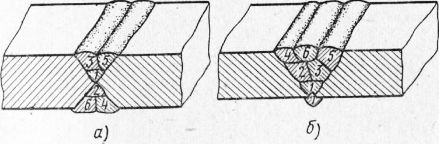
Рис. 6. Схема укладки прутков:
а — при сварке винипласта X-образным швом, б — при сварке винипласта У-образным швом
Кроме того, чтобы не было коробления винипласта, на-плавление прутка производят последовательно в двух противоположных направлениях.
Последовательность укладки прутков при выполнении У-образного шва показана на рис. 6, б. Если, сварку ведут с предварительной укладкой корневого прутка, то для упрочнения сварного соединения дополнительно заваривают винипласт со стороны выступающей части корня. Для этого со стороны корня с помощью разметочного резца, имеющего закругленную вершину, делают небольшую У-образную канавку, которую затем заполняют сварочным прутком.
Винипласт с изменением температуры меняет свой объем. При нагревании винипласта в процессе сварки он значительно расширяется в зоне сварного соединения, а при охлаждении уменьшается ,в объеме. При У-образном сварном соединении в верхней части шва усадке подвергается более значительное количество материала (прутков) по сравнению с нижней частью шва, отчего заготовки могут погнуться. Поэтому при сварке заготовок У-образным швом необходимо листы предварительно
устанавливать по отношению друг к другу под определенным углом. В результате этого приема после сварки заготовок в шве возникают напряжения (сила усадки), которые и уравнивают сваренные листы. Сварку винипласта Х-образным швом выполняют без наклона заготовок.
Зачищать и шлифовать сварные швы не рекомендуется, за исключением тех случаев, когда необходимо подготовить уплотняющие поверхности (фланцы и т. п.). Это объясняется тем, что в результате обработки сварного соединения уменьшается его сечение, появляются задиры и насечки, что приводит к снижению прочности сварного шва примерно на 20— 25%. Не допускается также искусственное охлаждение сварных швов, которое вызывает растрескивание, вследствие неравномерной усадки винипласта и сварочного прутка.
Дефекты сварного шва могут быть вызваны неполным проваром шва, перегревом, недогревом, вытягиванием сварочного прутка и др. При неумелой сварке винипласта часто получается пережог материала, признаком которого является темно-коричневая окраска свариваемого места, а в некоторых случаях — почернение и обугливание винипласта. Чтобы сварку можно было продолжать, обугленное место тщательно зачищают напильником и наждачной бумагой, с тем чтобы обеспечить плотное соединение пережженного места с прутками, и повторяют операцию сварки заново.
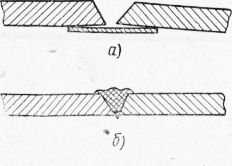
Рис. 7. Сварка винипластовых листов У-образным швом:
а — положение листа перед сваркой, б — положение сваренных заготовок
Чрезмерное нагревание сварочного прутка приводит к излишнему размягчению его сердцевины, что мешает вдавить пруток в шов С необходимой силой.
Дефектом сварки является также и недостаточное нагревание, поскольку сварочный пруток в этом случае будет размягчаться неполностью. В результате после охлаждения шва сварочный пруток сохраняет свою первоначальную круглую форму и легко отстает от свариваемых кромок винипластовой заготовки. В этом случае дефектный пруток следует удалить и заменить новым.
При слишком большой скорости укладки сварочного прутка в шов происходит его вытягивание (изменение диаметра), в результате которого на сварочном валике появляются поверхностные трещины и разрывы. Как показала практика, чем меньше натяжение прутка, тем качественнее сварное соединение. Растяжение сварочного прутка во всех случаях не должно превышать 15—20% от первоначальной длины прутка. Недостаточное заполнение шва или применение прутков с диаметром, заниженным по отношению к толщине ласта винипласта, приводит к образованию впадин в сварочном шве и уменьшению его прочности.
К недостаткам пруткового метода сварки следует отнести: низкую производительность (скорость сварки составляет 12—15 м/ч)-, резкое колебание прочности сварных соединений, зависящее от квалификации сварщика и тщательности его работы; низкую прочность сварного шва на удар и др.
Для устранения некоторых недостатков были предложены способы, ускоряющие сварку винипласта и улучшающие качество сварных соединений. Такими способами являются высокоскоростная ручная сварка и беспрутковая сварка.
Особенность высокоскоростной сварки состоит в том, что сварочный пруток перед укладкой в шов предварительно пропускают через насадку, прикрепленную к наконечнику горелки и обогреваемую струей горячего воздуха.
Насадка представляет собой две трубки, сваренные под углом 30°. По трубке, закрепленной на сварочной горелке с помощью резьбы, подается горячий воздух. Сварочный пруток поступает через трубку, где он предварительно разогревается. Одновременно через отверстие происходит предварительный подогрев свариваемого материала. Посредством сопла пруток «свариваемый материал нагреваются при сварке.
В первые минуты после начала сварки сварочный пруток необходимо подавать в трубку наконечника горелки свободной левой рукой. После того как шов начнет заполняться, сварочный пруток подается в горелку автоматически по мере продвижения горелки вдоль шва. При этом горелку держат одной рукой, а вторая остается свободной.
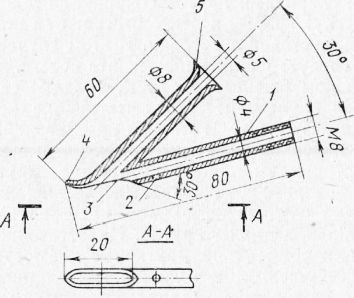
Рис. 8. Насадка к сварочной горелке для высокоскоростной сварки винипласта:
1 — трубка для подачи горячего воздуха, 2 — отверстие для подогрева винипласта, 3 — сопло для основного нагрева сварочного прутка и винипласта, 4 — колодка для прижима прутка, 5 — трубка для подачи сварочного прутка
Если по окончании сварки шва остается неизрасходованный конец орутка, то сварочную горелку поднимают таким образом, чтобы пруток образовал со свариваемой поверхностью угол 90°. После этого прижимающую колодку опускают вниз на пруток, который затем отрезают и вынимают из трубки наконечника горелки.
Применение горелки для высокоскоростной сварки позволяет получать швы более качественные, ровные, однородные, чем при обычной ручной сварке, а также увеличить скорость процесса сварки в 3—4 раза, облегчить условия работы сварщика, сократить расход сварочных прутков. Прочность шва достигает 280— 340 кгс/см
Высокоскоростную сварку можно применять для всех видов сварных соединений как при сварке цилиндрических, так и плоских деталей, за исключением мест, где применение усовершенствованной горелки из-за тесноты невозможно.
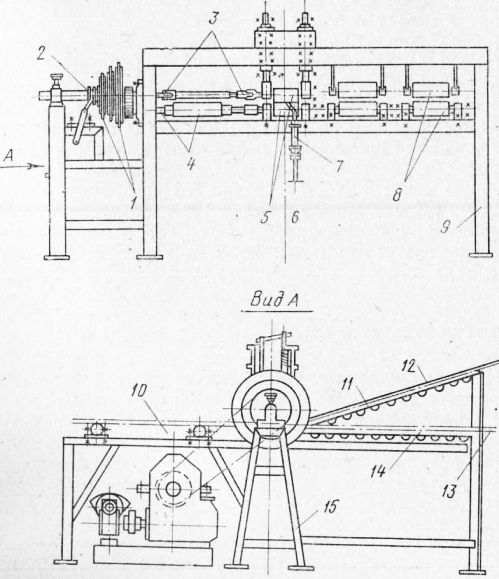
Рис. 9. Станок для беспрутковой сварки винипласта:
1 — звездочка контрпривода, 2 — муфта переключения, 3 — карданная передача, 4 — промежуточный валик и поддерживающий ролик, 5 – первая пара прессующих роликов, 6 — воздух с давлением 2—3 ат, 7 — электрогорелка, 8 — поддерживающие и направляющие ролики, 9 и 15 — центральная рама, 10 — рольганг, 11 — наклонная секция передней рамы, 12 — верхний свариваемый лист винипласта, 13 — нижний свариваемый лист винипласта, 14 — горизонтальная секция передней рамы
Беспрутковая сварка. Принцип беспрутковой сварки винипластовых листов основан на способности винипласта сплавляться в разогретом состоянии при определенном давлении. Например, если винипластовые заготовки, срезанные по кромкам под углом 30°, нагреть, а затем сложить вместе и придавить по месту соединения, то они сварятся между собой.
Беспрутковую сварку винипласта выполняют на станке. Предназначенные для сварки листы винипласта укладывают на приемные столы. С помощью направляющих устройств листы подаются на прессующие (верхние и нижние) ролики, где одновременно разогреваются по кромкам и прессуются. Кромки листов винипласта подогревают до температуры 150—180 °С с помощью мощной электрогорелки. Прессующие ролики давят на кромку листов с силой 120—150 кгс/см2. Получившийся при этом сварной шов по своим физико-механическим свойствам почти не отличается от основного материала.
Сварка за счет тепла трения
При трении двух соединяемых между собой деталей выделяется тепло. Это тепло используют для сварки труб, воздуховодов круглого сечения небольшого размера и мелких заготовок сплошного сечения. Свариваемые детали сплошного сечения предварительно обтачивают в форме сферы большого радиуса. Этим достигается более равномерный нагрев поверхностей. Если поверхности деталей не закруглить, то участки винипласта, расположенные ближе к центру детали, чрезмерно перегреваются по сравнению с участками, находящимися на дальнем расстоянии от оси.
Затем одну из соединяемых деталей закрепляют в патрон токарного станка, а другую деталь прижимают вращающимся центром бабки шпинделя к первой. После этого включают привод токарного станка. В результате трения, возникающего между прижатыми друг к другу деталями, соприкасающиеся поверхности нагреваются до температуры сварки. В этот момент привод токарного станка выключают, резко затормаживают вращающиеся части и оставляют детали прижатыми одна к другой до полного их остывания.
При сварке винипластовых труб разных диаметров со стенками толщиной от 3 до 7 мм их концы предварительно калибруют. Для этого концы труб подогревают в нагретом до температуры 100 °С минеральном масле в течение 3—5 мин, после чего помещают в калиброванный патрон и выдерживают в нем 3—4 мин, а затем концы труб охлаждают водой до температуры 18—20 °С. Откалиброванные трубы зажимают в патрон станка, центруют и приводят во вращение, а далее поступают как было указано выше.
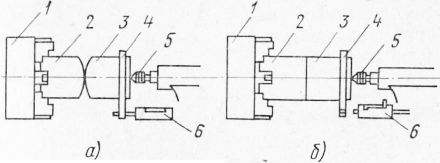
Рис. 10. Схема сварки винипласта трением:
а — положение до сварки, б — положение после сварки; 1 —патрон токарного станка, 2 и 3— винипластовые детали, 4 — поводок, 5 — вращающийся центр, 6 — фиксатор
Число оборотов трубы зависит от ее диаметра. Так, например, при диаметре трубы 50 мм количество оборотов в минуту составляет 800, а при диаметре 80 мм—600. При сжатии концов разогретых труб (в течение 7— 10 мин) давление доводят до 2—4 кгс/см2.
Качество сваренных таким образом швов не уступает прочности основного материала.
Сварка нагревательным инструментом
Этим способом сваривают трубы, тонкие листы винипласта, фольгу или пластикат. Для сварки этих материалов используют различные электрические нагревательные инструменты: паяльники различных типов, электроутюги, специальные электроплиты и др.
Схема сварки винипласта нагревательным элементом изображена на рис. 11. Нагревательный элемент помещают между свариваемыми деталями и нагревают их до температуры 230—250 °С, а затем соединяют под Давлением и охлаждают.
Сварку пластиката толщиной от 0,5 до 2 мм контактным теплом ведут с помощью электропаяльника с одновременной прикаткой швов роликом. Для сварки применяют электропаяльники обычного типа на 100—250 а с несколько удлиненным (для. понижения температуры) медным наконечником.
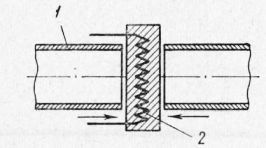
Рис. 11. Схема сварки винипласта нагревательным элементом:
1 — винипластовые детали, 2 — нагревательный элемент
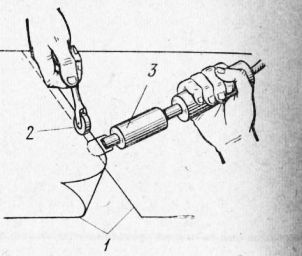
Рис. 12. Схема сварки пластиката электропаяльником:
1 — листы пластиката, 2 — ролик для прикатки, 3 — электропаяльник
Сварка токами высокой частоты
Высокочастотная сварка заключается в нагреве винипластовых деталей переменным электрическим током высокой частоты и последующем сдавливании заготовок после их разогрева. Для сварки между двумя металлическими электродами помещают кромки деталей, затем к электродам подводят ток от высокочастотного генератора.
Винипласт, помещенный между электродами, нагревается в результате физических процессов, протекающих внутри материала, а не за счет тепла, поступающего от внешнего источника. Нагревание происходит по всему сечению детали из винипласта, являющегося диэлектриком. При этом электроэнергия, получаемая от генератора, превращается в тепло, необходимое для размягчения свариваемых кромок. Нагревание происходит очень быстро и равномерно; так как для сварки листов винипласта толщиной 2 мм и длиной 500 мм требуется 5 сек.
Так как винипласт при нагревании лишь размягчается, то для сварки необходимо применять давление, которое в процессе высокочастотной сварки создается электродами.
Токи высокой частоты применяют также для сварки стыков труб при монтаже винипластовых трубопроводов.
Для этой цели применяют круглые электроды, представляющие собой медные или латунные полукольца, изолированные друг от друга прокладками из микалекса. Прокладки служат также для установки точного зазора -между электродами. Электроды помещают в дубовые пропитанные парафином колодки и закрепляют фибровыми шпильками, а затем устанавливают в специальный пресс. С помощью этого пресса (после достижения температуры 230—250 °С) трубы вдоль оси сжимают и одновременно сваривают стык.
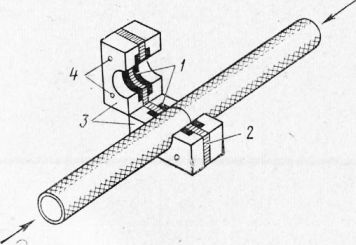
Рис. 13. Схема сварки винипластовых труб токами высокой частоты:
1 — полукольцевые медные электроды, 2 — прокладки, 3 — колодки, 4 — шпильки
Сварка ультразвуком
Способ сварки ультразвуком основан на преобразовании механических высокочастотных колебаний, возбуждаемых в пластмассе, -в тепло, которое размягчает поверхность свариваемых пластмассовых деталей; при приложении к ним в этот момент небольшого давления детали свариваются между собой.
Для сварки пластмасс, в том числе винипласта, применяют специальную машину. Принцип работы машины заключается в следующем. Ток высокой частоты (20 кгц), получаемый от ультразвукового генератора, попадает в вибратор 4 и преобразуется в механические колебания. Колебания передаются на волновод 3, конец которого служит рабочим органом. Изделие, подлежащее сварке, зажимают между концом волновода и опорой прижимного устройства 2, с помощью которого создается необходимое давление в процессе сварки. Сварка происходит в момент включения электрического тока высокой частоты на обмотку вибратора, скорость сварки составляет около 60 м/ч.
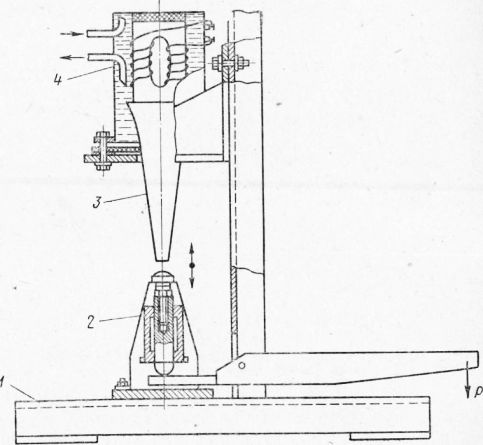
Рис. 14. Схема машины для сварки пластмасс ультразвуком:
1 — станина, 2 — прижимное устройство, 3 — волновод, 4 — вибратор
Преимущество ультразвуковой сварки по сравнению с другими способами сварки заключается в следующем. Этим способом можно сваривать детали различной толщины, причем одна из них может быть неограниченной толщины. Ультразвуковую энергию можно вводить в волновод на некотором расстоянии от поверхности пластмассовой детали, что позволяет осуществлять сварку в труднодоступных местах. Ультразвуком можно сваривать изделия любой конструкции без применения сварочных прутков и подготовки кромок (снятие фасок) для листов винипласта толщиной 3—4 мм. При правильно подобранном режиме свариваемые поверхности винипласта не перегреваются.
Контроль качества сварных швов
Качество сварных швов прежде всего проверяют внешним осмотром: шов должен быть при сварке с применением прутков плотным, без надрезов, обрывов и трещин. Прочность сварных соединений проверяют с помощью ножа. При хорошем сцеплении сварочного прутка с винипластом его не удается отделить от свариваемой поверхности.
Герметичность швов в закрытых аппаратах проверяют сжатым воздухом под небольшим давлением. Для этого наружные швы аппарата смачивают мыльным раствором, и. если сварные соединения Окажутся неплотными, то с их наружной стороны образуются мыльные пузыри.
Более совершенным и удобным методом проверки герметичности сварных швов является электроискровой способ. В зависимости от толщины винипласта устанавливают необходимое напряжение для работы индуктора, обычно 10 000—15 000 в.
В отличие от проверки индуктором резиновых покрытий, наклеенных на металл, при испытании герметичности сварных соединений винипласта необходимо под швы подкладывать и плотно прижимать металлическую полосу. После этого один из полюсов искрового индуктора присоединяют к металлической подложке, а другой — к искателю (щетке, щупу). Появившаяся искра указывает на место расположения в сварном соединении сквозных отверстий.
Выявленные дефекты исправляют следующим образом. Сначала в месте дефекта полностью удаляют сварочные прутки, затем очищают кромки винипласта, а после этого сварку выполняют заново. Плохо приваренные прутки удаляют с помощью небольшого шлифовального круга, укрепленного на гибком валу, или с помощью разметочного резца.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сварка заготовок"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы