Строй-Техника.ру
Строительные машины и оборудование, справочник
Согласно принятой методике первоначально исследовали процессы в деталях фрикционных узлов высоко-нагруженных тормозных устройств после их эксплуатации.
Для исследования процессов в деталях тормозных устройств были собраны секторы биметаллических, пластмассовых и металлокерамических дисков, тормозные колодки, тормозные барабаны различных тормозов после их эксплуатации. Исследовали детали тормозов, работающих в эксплуатации как при сухом трении, так и в смазке. Затем сравнивали новые детали с работавшими в различных условиях эксплуатации.
Анализ количественных характеристик износа, а также дефектов деталей некоторых тормозных устройств после эксплуатационных, контрольных летных и других испытаний содержится в работах Я. Н. Пейко, Н. М. Мартынюка и др. В этих работах дан также анализ дефектов других деталей тормозных колес, испытывающих большие нагрузки при эксплуатации машин.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Предварительные исследования, а также анализ литературных данных показывают, что процессы и явления, протекающие в фрикционных узлах тормозов, можно разбить на три группы:
а) коробление, усадка и трещины, вызванные текущими, остаточными напряжениями и другими явлениями, протекающими в фрикционных материалах;
б) нежелательные резкие и неравномерные изменения структуры, фазового, химического состава и свойств поверхностного слоя;
в) нарушение стабильности коэффициента трения и значительный, причем неравномерный, износ деталей при эксплуатации тормозов.
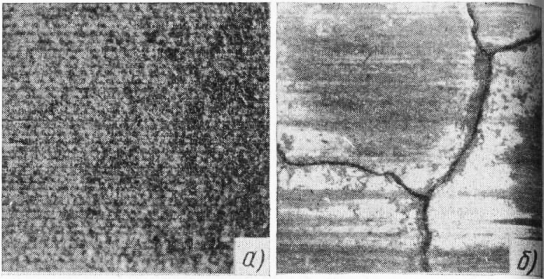
Рис. 1. Поверхности трения и макроструктура сечения тормозного барабана:
а — макроструктура участка нового барабана Х8; б — поверхность трения после 195 торможений, Х8; в — макроструктура сечения после 195 торможений
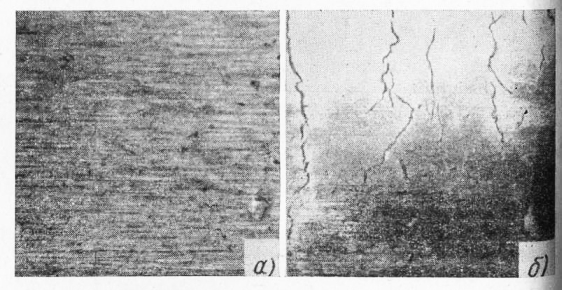
Рис. 2. Макрофотоповерхности трения секторов биметаллических дисков:
а — нового и б — после 230 торможений, Х6
Многие из перечисленных процессов и явлений снижают сроки службы тормозов, уменьшают эффективность, а иногда и надежность их работы.
Исследование состояния конкретных деталей тормозных устройств показывает, что в процессе эксплуатации биметаллических тормозных дисков и барабанов на поверхности трения чугуна ЧНМХ появляется множество мелких трещин. Эти так называемые допустимые трещины в значительной мере ухудшают работу тормоза, повышают износ фрикционных материалов. Так как трещины возникают в основном за счет температурных напряжений, то их края, как правило, приподняты. Поднятые края трещин барабана способствуют ускоренному износу тормозных колодок, а изношенные края трещин тормозного барабана становятся белыми и блестящими. Трещины бывают разных размеров. Их ширина и глубина могут быть чрезвычайно малыми (обнаруживаются только под микроскопом) или могут достигать нескольких миллиметров. Иногда такие трещины распространяются на всю ширину и глубину чугунного слоя. В этом случае необходима замена тормозного барабана или диска. Следует отметить, что трещины на дисках ориентированы в основном по радиусу диска, а в тормозном барабане — по образующей, т. е. и в том и в другом случае по направлению, перпендикулярному перемещению диска или барабана. Расположение трещин позволяет определить направление максимальных напряжений в поверхностном слое фрикционных материалов.
Металлоструктурный анализ сечений тормозных дисков и барабанов после 127, 195, 230, 266, 300 и 560 торможений свидетельствуют о значительных структурных изменениях, распространяющихся в чугуне ЧНМХ на глубину 1—2 и более миллиметров и выражающихся в укрупнении зерен металла, окислении по их границам в прилегающем к поверхности трения слое и образовании трещин. На поверхности трения образуется плохо травящийся слой (белый слой) глубиной 5—14 и более микрон. Под нетравящимся слоем при многократном травлении обнаруживается мелкоигольчатый мартенсит. Нетравящийся слой встречается без каких-либо включений, он иногда бывает разрушенным или полуразрушенным, но, как правило, неравномерным.
Микротвердость этого слоя находится в пределах от 850 до 1200 кгс/мм2 (при нагрузке 50 г), в то время как составляющие чугуна (исходного, неработавшего материала) имеют микротвердость 200—500 кгс/мм2.
Замер микротвердости по глубине шлифа образца, вырезанного из тормозного барабана после 195 торможений, показал, что до глубины 0,1 мм от поверхности трения микротвердость равна 840—1220 кгс/мм2, далее она снижается и на глубине 0,15—1,0 мм средняя микротвердость чугуна составляет 560—600 кгс/мм2, а на глубине более 2 мм 320—400 кгс/мм2.
Таким образом, в поверхностном слое работающих деталей микротвердость увеличивается в 1,5— 4 раза. Иногда на нетравя-щийся слой при высокой температуре трения налипают обезуглероженные продукты окисления и износа, микротвердость которых составляет 200—250 кгс/мм2.
На секторах дисков плоско травящийся слой обнаруживается, как правило, в местах пятен контакта и интенсивного износа. Остальные структурные превращения в секторах дисков аналогичны превращениям в тормозных барабанах. В тормозном барабане белый слой наибольшей глубины обнаруживается на расстоянии 25—50 мм от обоих торцов барабана (по образующей), что можно объяснить различными условиями работы отдельных участков тормозного барабана.
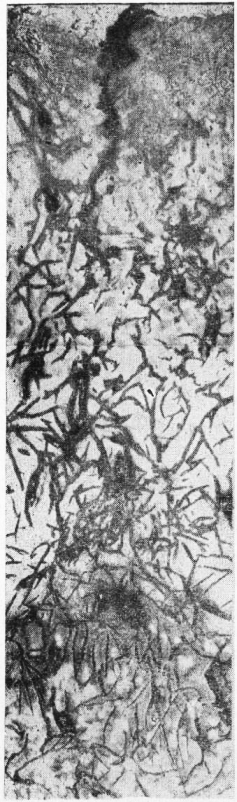
Рис. 3. Микроструктура сечения поверхностного слоя материала биметаллического тормозного барабана после 127 торможений
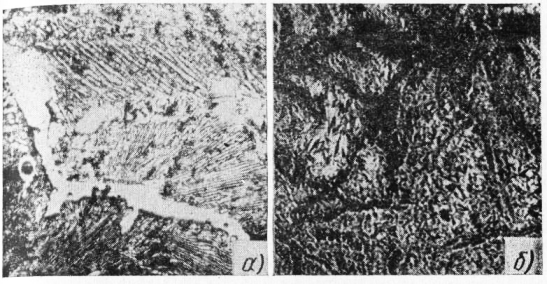
Рис. 4. Микроструктура сечения поверхностного слоя чугуна ЧНМХ (после многократного травления): а — исходного материала, Х450; б — после 195 торможений, Х180
Природу нетравящихся слоев различные исследователи объясняют по-разному: как результат диффузии азота с образованием нитридной фазы; как слой, обогащенный карбидами типа FexC и содержащий мартенсит закалки ; как слой вторичной закалки, обнаруженный на стали ШХ15; или как слой вторичной закалки, имеющий структуру мартенсита чрезвычайно тонкого строения.
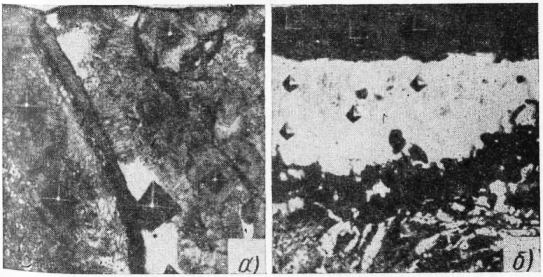
Рис. 5. Микроструктура материала тормозного барабана:
а — исходного, Х340; б — после 127 торможений, Х340
В деталях тормозных устройств после многократного травления на белом слое слабо выявлялась высокодисперсная структура типа мелкоигольчатого мартенсита. В этом слое возможно также присутствие и цементита. Однако во время анализа при малых размерах белого слоя цементит не был обнаружен. В поверхностных слоях фрикционных деталей тормозов белые слои и нижележащие структуры вероятнее всего имеют закалочное происхождение.
Исследования микрошлифов показали, что трещины в основном развиваются по графитовым пластинкам (прожилкам) чугуна.
Рассмотрим первоначально природу образования трещин при единичном торможении (при идеальном контактировании поверхностей трения). При торможении поверхностные слои барабана или диска, сильно нагреваясь, стремятся расшириться. Но так как глубинные слои металла барабана (диска) к этому времени еще не успели нагреться, то в поверхностных слоях в первый момент торможения появляются напряжения сжатия. В это время в глубинных слоях металла возникают растягивающие напряжения. После торможения поверхностная температура быстро падает, а температура всего диска или барабана возрастает до величины объемной температуры. В это время глубинные слои металла диска (барабана), расширяясь, начинают испытывать напряжение сжатия, а поверхность трения, получившая пластическое укорочение, воспринимать растягивающие напряжения. Если эти растягивающие напряжения больше предела упругости, то при охлаждении в поверхностном слое появятся микротрещины. Появлению трещин в чугуне ЧИМХ способствуют графитовые прожилки, являющиеся концентратором напряжений при окислении графита и то, что чугуны имеют низкую прочность на растяжение (предел прочности при сжатии чугуна в 3—5 раз больше, чем при растяжении).
Так будет проходить процесс образования трещин при единичном торможении при условии, что все точки ; тормозных дисков или тормозных колодок контактируют в процессе всего торможения.
Однако в действительности вследствие дискретности контакта сопряженных поверхностей даже при одном торможении происходит смена пятеп фактического контакта. Продолжительность существования пятна касания зависит от скорости скольжения и напряженного состояния материала и может составлять от 0,0001 с до нескольких секунд. С учетом же того, что нагрузки и температура на фрикционные узлы действуют циклически, при повторных торможениях главной причиной образования трещин следует считать явление термической усталости.
Образование трещин определяется также и склонностью чугунов к росту, что вызывает при экспуатации, кроме трещин, и усадку тормозных барабанов и дисков, коробление секторов дисков.
При циклическом нагреве и охлаждении чугуна от торможения к торможению в диапазоне температур фазовых превращений происходит попеременное расширение и сжатие вследствие изменения удельных объемов образующих фаз.
Фазовым рентгеноструктурным анализом поверхности трения работавших тормозных барабанов и дисков из чугуна установлено, что наряду с исходной а-фазой в их структуре имеется значительное количество у-фазы, а также фаз FeO (вюстит), Fe304 (магнетит) и ЁегОз (гематит или шпинель).
Окисление фрикционных материалов, как и других металлов, происходит в результате внедрения атомов кислорода в кристаллическую решетку металла без нарушения ее ориентации. Как и в других металлах, окисление проходит вначале в отдельных активных зонах поверхности трения, а затем начинает образовываться определенная фаза окислов. Однако для фрикционных материалов типа чугуна и металлокерамики большее значение, по-видимому, имеет окисление углерода по границам зерен и самих границ зерен, что приводит не только к разрушению окисной поверхностной пленки, а и к трещинам, намного превышающим толщину рабочего поверхностного слоя.
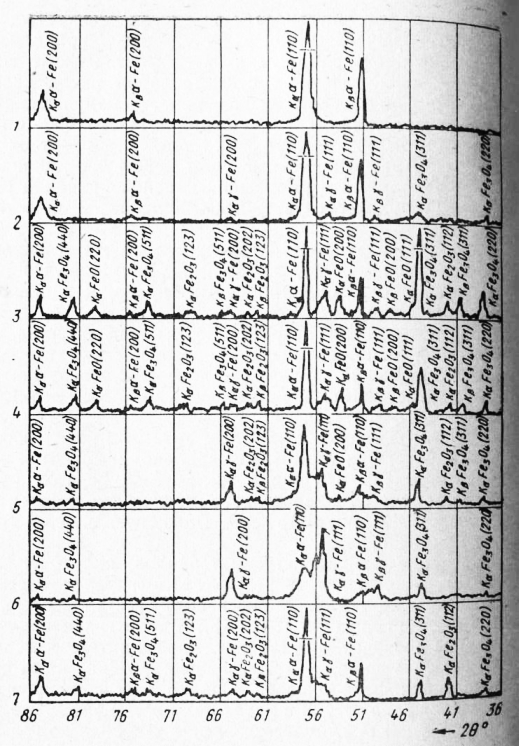
Рис. 6. Рентгенограммы поверхностей трения чугуна ЧНМХ, работавшего по металлокерамике ФМК-П:
1 — исходная структура; 2 — после 226 торможений в условиях эксплуатации в тормозе дискового типа; 3 — после 300 торможений в том тормозе на тормозном стане; 4, 5, 6, 7 — после испытания образцов в лабораторных условиях при температурах соответственно 600, 1080 и 1130 °С
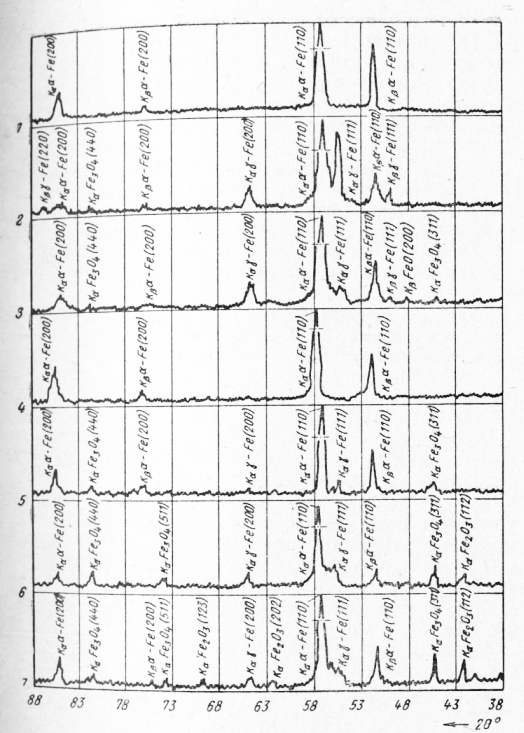
Рис. 7. Рентгенограммы поверхностей трения чугуна
В чугуне тормозного барабана, работавшем по материалу ФК-16л, после 195 торможений, кроме исходной а-фазы, обнаруживается большая концентрация у-фазы и незначительное количество фазы Fe304. После 230 торможений (в дисковом тормозе) — у-фазы меньше, но имеются фазы FeO и Fe304.
Сравнивая результаты анализов поверхности трения чугуна, работавшего по материалам ФМК-П и ФК-16л, можно сделать вывод, что значительное влияние на фазовые изменения оказывает среда, образующаяся на поверхности трения из самих работающих материалов. При работе по металлокерамике более интенсивно протекают окислительные процессы, чем при работе рети-накса, часть продуктов разложения которого имеет восстановительные свойства.
Для определения содержания остаточного аустенита в поверхностном слое и по глубине чугуна был проведен количественный рентгеновский фазовый анализ, который показал, что на поверхности трения тормозного барабана и сектора тормозного диска, изготовленных из чугуна, имеется значительное количество остаточного аустенита (рис. 23, а и б).
Так, в поверхностных слоях тормозного барабана его содержится 55—68%, а в секторе диска — 40—56%. Как показано на рис. 23, а я б, типичным является вначале резкое снижение содержания аустенита по глубине, затем некоторое увеличение и после этого плавное уменьшение его содержания приблизительно до 20% на глубине 3 мм для обеих деталей. Кроме того, в различных точках на одинаковой глубине фазовые превращения в чугуне протекают неравномерно.
Значительные фазовые превращения в чугуне свидетельствуют о том, что нагрев его поверхностных слоев при торможении был выше критических точек.
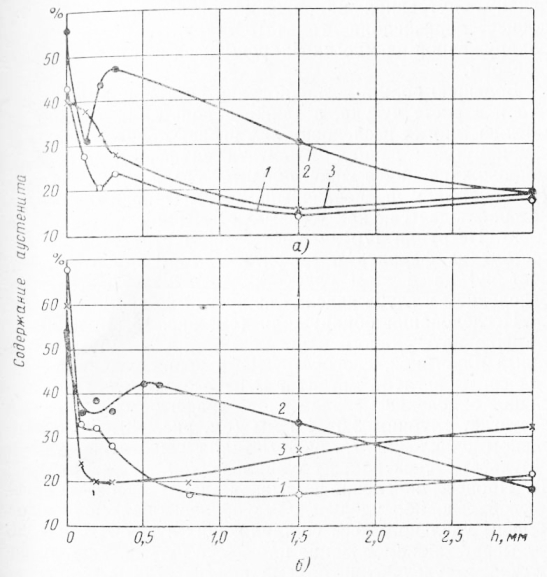
Рис. 8. Изменение содержания остаточного аустенита по глубине « сектора диска после 230 торможений (а) и тормозного барабана после 195 торможений (б):
1, 2, 3 — на различных участках сектора (по радиусу) и тормозного барабана (по образующей)
Охлаждаясь, у-фаза уменьшается в объеме до температуры превращения ее в а-фазу. В момент превращения происходит резкое расширение (появляются напряжения сжатия), затем при дальнейшем охлаждении — сжатие а-фазы (появляются напряжения Растяжения). Однако, как показал рентгеноструктурный анализ, в поверхностных слоях содержится значительное количество остаточного аустенита, который при охлаж. дёнии имеет коэффициент сжатия больше, чем а-фаза что также увеличивает напряжения растяжения. На величину внутренних напряжений оказывает влияние и процесс образования игольчатой структуры мартенсита обнаруженной на многих микрошлифах под нетравящим-ся слоем.
Большую роль в возникновении внутренних напряжений, и в росте чугуна, а также в появлении трещин по мнению многих исследователей играет процесс графити-зации чугуна: распад цементита на феррит и графит, сопровождающийся значительным увеличением объема (так называемый «первичный» рост). Однако рост чугуна наблюдается, как указывают В. М. Гудченко и А. М. Петрунин, и тогда, когда структура чугуна состоит из феррита и графита. Авторы полагают, что рост чугуна в этом случае обусловливается также и окислением в глубь изделия из чугуна во время нагрева.
Исследования обнаружили наличие интенсивного окисления металла вдоль графитовых пластинок, способствующих проникновению газовой среды в глубь металла. В некоторых местах интенсивное окисление металла вдоль графитовых-яключений достигает глубины 3,0—4,0 мм. Об интенсивном окислении в глубь металла свидетельствуют и результаты спектрального анализа. Процесс окисления вызывает значительное увеличение объема, ибо удельный вес образовавшихся окислов меньше удельного веса составляющих чугуна. Окисление вызывает также снижение прочности чугуна. Такой рост чугуна — увеличение объема под действием процессов газовой коррозии в глубь металла — называется «вторичным». Надо полагать, что этот вид роста в тормозных барабанах и дисках является “преобладающим при многократных торможениях, когда имеет место циклический резкий их нагрев, а затем охлаждение.
Таким образом, на поверхностный слой чугуна при эксплуатации тормозных устройств воздействуют:
а) ЦИ-клические термические напряжения из-за неравномерного нагрева и охлаждения детали (всего объема);
б) напряжения из-за фазовых превращений и образования остаточного аустенита.
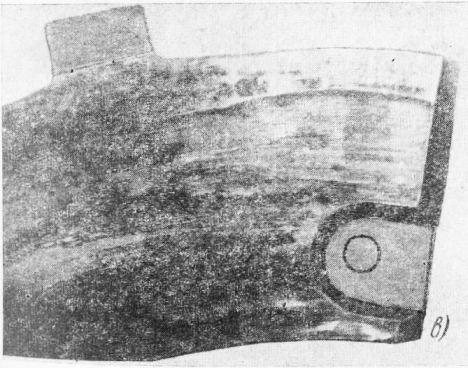
Рис. 8. Поверхности трения секторов тормозных дисков:
а —новых из материала ЧНМХ и ФК-Шл, Х0.14; б и в — после 230 тор-g,, можений, Х0.15 и Х0.75
В конечном итоге дискретность контакта, малая пло щадь фактического контакта в тормозных устройствах увеличивают неравномерность теплового поля и температурных напряжений, интенсифицируют образование трещин, коробление и усадку деталей тормоза.
На рис. 9 в качестве примера показаны про-филограммы отдельных поверхностей трения. Классе чистоты поверхности трения нового тормозного барабана и диска составляет соответственно 5—6-й и 8—9-й. В пятнах касания секторов он повышается до 10—13-го класса (по ГОСТу 2789— 59). В работавших тормозных барабанах класс чистоты наиболее высокий в средней их части по длине образующей. В секторах дисков на малоизношенных участках класс чистоты остается примерно 9-м, а на участках со следами интенсивного износа он значительно повышается.
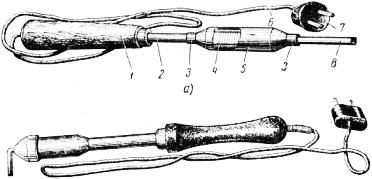
Рис. 9. Профилограммы поверхности трения (в. у. = 2000; г. у. = 116,7):
1 — нового тормозного барабана из материала ЧНМХ (по образующей); 2 — тормозного барабана после 195 торможений (участок с трещиной); 3 — нового сектора тормозного диска (материал ЧНМХ); 4 и 5 — сектора тормозного диска после 230 торможений (соответственно малоизношенный участок с налипанием продуктов износа и участок максимального износа с трещинами)
Перераспределение химических элементов в поверхностях трения обнаружено многими исследователями.
Вопросы диффузии и насыщения поверхностных слоев армко-железа химическими элементами при трении в жидких и газовых средах с образованием новых, качественно отличных структур поверхностных слоев металла, обладающих большой прочностью и теплоустойчивостью, изложены в работах П. Ф. Трускова. Изучению диффузии в металлах при повышенных температурах посвящена работа. Перераспределения химических элементов в связи с взаимным атомарным переносом изложены в работе. Химические процессы в различных типах фрикционных пластмасс при воздействии высоких температур описаны в работах.
Для изучения химических и диффузионных процессов в фрикционных материалах (чугун, различные виды металлокерамики и пластмасс) при эксплуатации тормозных устройств наряду с другими мы впервые широко применяли спектральный анализ.
Спектральный анализ поверхности трения чугуна ЧНМХ (по ширине сектора), работавшего по материалу ФК-16л, показывает, что в пятнах контакта сектора диска при работе тормоза происходит уменьшение количества углерода, марганца, хрома. В этих местах количество углерода после 230 томожений уменьшается почти до 2,5%, хрома — до 0,25% (примерно уменьшение вдвое по сравнению с исходным содержанием), марганца — До 0,75% (рис.26).
После 560 торможений дискового тормоза количество Углерода в пятнах касания секторов уменьшается почти до 2,0%. Результаты спектрального анализа поверхности трения показывают, что резкое повышение температуры на отдельных участках секторов дисков облегчает протекание химических и диффузионных процессов, приводит к обезуглероживанию поверхностного слоя и уменьшению количества легирующих элементов во фрикционных материалах.
Представляют интерес результаты послойного (по лУбине материала) спектрального анализа материала тормозных барабанов (после 127, 138, 195 торможений) и тормозных дисков (после 230, 560 торможений), работавших по материалу ФК-16л.
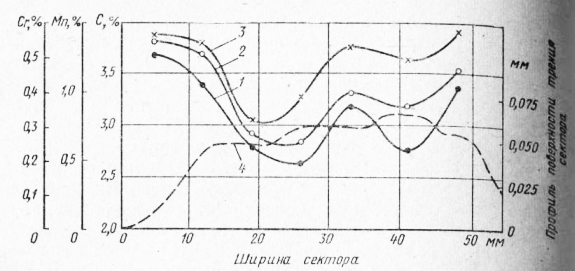
Рис. 10. Изменение содержания углерода (/), хрома (2) и марганца (3) в поверхностном слое по ширине сектора тормозного диска (после 230 торможений) и профиль поверхности трения
Исследовали несколько сечений тормозных барабанов и дисков. На каждом образце, вырезанном из тормозного барабана (вдоль образующей) или из сектора диска (по радиусу диска), сначала проводили анализ поверхности трения, а затем послойный анализ. Например, на поверхности трения образца, вырезанного из тормозного барабана вдоль образующей, было поставлено 25 пятен обыскривания» через равные расстояния. На каждом образце снимали по 5—8 слоев через 0,15— 0,5 мм (для разных образцов глубина снятия была различной).
Обработка данных спектрального анализа (было сделано более 5000 определений) позволила построить зависимости, представленные на рис. 11, 12, 13.
Как показано на рис. 11, а, б, в, на поверхности трения. чугуна наблюдается значительное уменьшение количества углерода, хрома и марганца. Только на глубине более 2—3 мм в материале тормозного барабана и более 0,5—1,0 мм — сектора диска содержание этих элементов приближается к величине, предусмотренной техническими условиями. На поверхности трения тормозного барабана после 195 торможений количество углерода уменьшается почти до 1,0%, т. е. в 3 раза, марганца и хрома соответственно более чем в 4 и 2 раза.
Эти реакции в зависимости от температуры могут протекать в обоих направлениях. При высокой температуре количество углерода может уменьшаться как в цементите, так и в графите. Хром и другие легирующие примеси в чугуне уменьшают его обезуглероживание. Но при работе тормозов уменьшается в поверхностных слоях и количество легирующих примесей, а поэтому они, вероятно, оказывают малое влияние на процесс обезуглероживания.
Обращает внимание неравномерность изменения содержания углерода, хрома, марганца вдоль образующей мозного барабана.
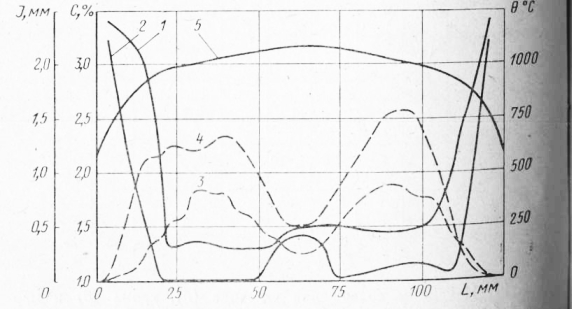
Рис. 11. Изменение содержания углерода соответственно после 127 и 195 торможении и темпер Jfj (5) по длине образующей (L) тормозного барабана
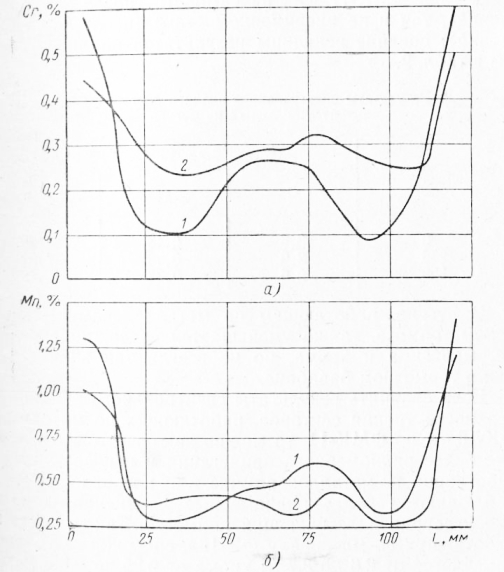
Рис. 12. Изменение содержания хрома (а) и марганца (б) по дли-ite образующей тормозного барабана:
1 — после 127 торможений; 2 — после 195 торможений
Уменьшение износа в средней зоне возможно также за счет конструктивных факторов (соответствующей деформации колодок) или действия температуры вместе с продуктами разложения пластмассы
На поверхности трения на расстоянии 10—15 мм от внешнего и внутреннего торца тормозного барабана химические процессы почти не протекают и содержание в этих местах углерода, хрома и марганца находится в пределах, допускаемых техническими условиями.
В чугуне, работающем по металлокерамике в дисковом тормозе, также уменьшается содержание углерода, марганца и хрома, но не всегда так значительно, как в тормозном барабане.
Если сравнить результаты спектрального анализа поверхности трения секторов, работающих по материалам ФК-16л и по ФМК-11, то можно заключить, что вследствие более равномерного прилегания и износа секторов, работавших по металлокерамике, в их поверхностном слое наблюдаются более равномерные изменения содержания углерода и легирующих примесей. Так, в секторах, работавших по материалу ФК-16л, содержание углерода изменяется от 2,6 до 3,7%; хрома от 0,25 до 0,55%; марганца от 0,75 до 1,4%, а в секторах, работавших по ФМК-11 (после 266 торможений), соответственно: от 2,7 до 3,1%; от 0,18 до 0,22% и от 0,9 до 1,3%. Более равномерное распределение химических элементов, по Поверхности трения также и у секторов из материала фМК-Н, работавших на инерционном стане.
Спектральный анализ показал также изменение содержания в поверхностных слоях фрикционных деталей после эксплуатации тормоза и других легирующих элементов (никеля, молибдена, кремния). Однако четких закономерностей изменения этих элементов обнаружить не удалось.
На поверхности трения чугунных секторов, работавших по материалу ФМК-11, как на самолете, так и на инерционном стане спектральным анализом обнаружена медь, которая входит в состав металлокерамики и переносится на чугун при торможении.
Исследования состояния тормозных колодок и секторов из ретинакса ФК-16л, работавших по чугуну ЧНМХ, показали, что в секторах из ретинакса также появляются трещины в поверхностном слое. Трещины в деталях из материала ФК-16л образуются в результате воздействия циклических термомеханических воздействий на фрикционные материалы в процессе эксплуатации тормоза, а также вследствие разложения связующего (фенолформальдегидной смолы) с выделением жидких и газообразных фракций и образованием коксообразных продуктов. Процессы разложения связующих были подробно исследованы в работах.
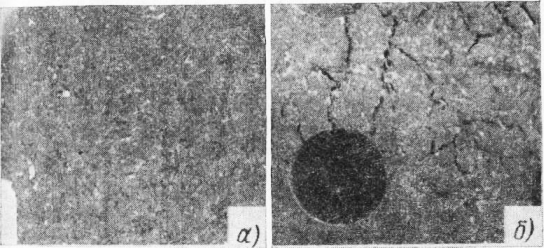
Рис. 13. Поверхности трения нового материала ФК-16л (а) и после 230 торможений (б) в дисковом тормозе
Значительно большее количество трещин, а также скалывание поверхностного слоя обнаружено в тормозных колодках из ретинакса ФК-16л, работавших в б лее сложных температурных условиях в тормозе. На поверхности трения колодок образуете тонкий металлический слой с включениями из коксообЯ разных продуктов. Спектральным анализом в поверхностных слоях секторов из ретинакса ФК-16л обнаружено железо и следы хрома.
При фазовом рентгеноструктурном анализе получены интересные данные о составе фаз поверхности трения секторов и тормозных колодок из материала ФКЛбл Как показано на рентгенограммах, в исходной структуре (неработавший сектор) обнаруживаются только медь и BaS04. В поверхностном слое работавшего в дисковом тормозе материала ФК-16л после 230 торможений, кроме перечисленных, появляются а и у-фазы, а также некоторое количество фаз Fe304 и Fe203.
В поверхностном слое тормозной колодки после 138 торможений, как показывает анализ, полностью отсутствуют фазы, имеющиеся в исходной структуре. Здесь имеется значительное количество а, у-фаз и фазы FeO и Fe304, что свидетельствует об образовании при эксплуатации тормоза поверхностного слоя, имеющего состав, структуру и свойства, резко отличающиеся от исходных материалов.
Износ поверхности трения секторов дисков из материала ФМК-11 так же, как и чугуна ЧНМХ, в процессе эксплуатации происходит более равномерно. Появляются мелкие трещины, а после 300 торможений на инерционном стане — почти полный износ слоя металлокерамики и большие трещины иногда со срывом поверхностного слоя.
После 266 торможений на поверхности трения материала ФМК-11 еще обнаруживается пористость, а также значительно повышается класс чистоты. После 300 торможений поверхность трения обоих материалов становится матовой, на чугуне появляется размазанный слой металлокерамики, который закрывает появляющиеся трещины. При этом толщина рабочего слоя достигает 0,02 мм на обоих материалах. После торможений на тормозном стане происходит более интенсивное окисление чугуна по графитовым включениям, чем после работы тормоза в эксплуатационных условиях на самолете.
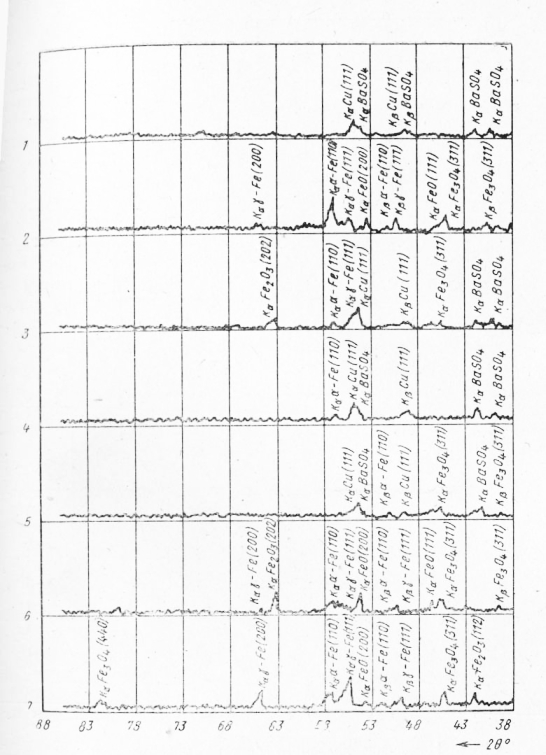
Рис. 14. Рентгенограммы поверхностей трения материала ФК-16л, работающего по чугуну
Что количество углерода в материале ФМК-П после 266 торможений уменьшается до 7,0—7,9%, а после 300 торможений — до 6,5—6,8%; содержание меди изменяет-я до 15—15 2 и до 10—13% соответственно. Исследования показывают, что на поверхности трения при наличии льших пластических деформаций значительно уменьшается пористость, особенно после 300 торможений. При спектральном анализе изменение пористости не учитывалось. Поэтому если учесть изменение пористости, то уменьшение содержания указанных элементов будет более резким. На поверхности трения материала после 266 торможений наблюдается иногда некоторое увеличение содержания меди. Заметно уменьшается количество магния, содержащегося в асбесте, и бария. После 300 торможений имеются только следы бария или он вовсе не обнаруживается.
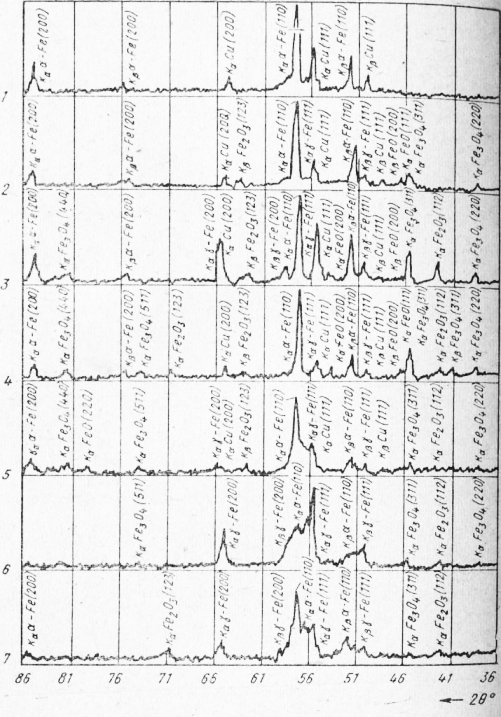
Рис. 15. Изменение фазового состава поверхностей трения материала ФМК-11, работавшего по чугуну ЧНМХ
Был проведен также рентгеноструктурный фазовый анализ поверхности трения материала ФМК-П.
Как показано на рентгенограммах, в исходной структуре металлокерамики обнаруживается а-фаза железа и медь. Остальные составляющие металлокерамики не выявляются при данных условиях анализа. В некоторых случаях выявляются карбиды и окись кремния, в других они не обнаруживаются, так как закрыты окислами железа. После 266 торможений, кроме исходных, выявляются -у-фаза железа, FeO, Fe304 и Fe203, а после 300 торможений — резко увеличивается содержание у-фазы, несколько увеличивается содержание фаз Fe$04, Fe203 и обнаруживается также фаза FeO. Эти результаты показывают, что фазовый состав поверхностного слоя металлокерамики весьма близок к фазовому составу материала поверхности трения чугуна.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Детали тормозных устройств, работающие в условиях сухого трения"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы