Строй-Техника.ру
Строительные машины и оборудование, справочник
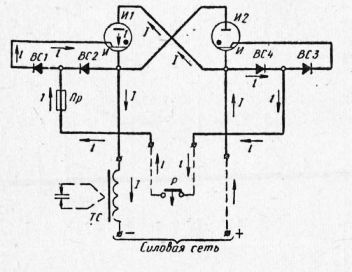
Включение и выключение тока первичных обмоток однофазных сварочных трансформаторов контактных точечных и сварочных машин осуществляют игнитронными асинхронными контакторами КИА или прерывателями игнитронными синхронными ПИТ. Все контакторы этого типа независимо от исполнения и мощности устроены по одной принципиальной схеме.
Основными элементами контакторов являются две ртутные лампы-игнитроны И1 и И2, соединенные встречно-параллельно между собой и последовательно с первичной обмоткой сварочного трансформатора ТС. Контактор включают замыканием цепи его вспомогательных поджигательных электродов при помощи регулятора времени или другого управляющего устройства. Поджигательные электроды И подключены через селеновые выпрямители ВС1, ВС2, ВСЗ, ВС4, предохранитель Пр и реле Р (реле регулятора времени, установленное на машине) к анодам своих ламп.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Схема игнитронного контактора
ТС — сварочный трансформатор; Р — реле, установленное на машине; И — поджигательный электрод
Контакторы монтируются на рамах в металлических шкафах открытого или защищенного исполнения.
Прерыватели игнитронные синхронные ПИТ предназначены для коммутации и регулирования продолжительности и силы тока в первичных обмотках трансформаторов однофазных машин для контактной сварки. Прерыватели обеспечивают синхронное включение сварочного тока относительно фазы напряжения питающей сети и четное число полуволн в каждом импульсе. Первая полуволна тока в каждом импульсе имеет одну и ту же полярность. Регулирование величины сварочного тока достигается изменением угла зажигания игнитронов в пределах не менее 1 :2 на каждой ступени сварочного трансформатора. При этом обеспечивается автоматическая стабилизация сварочного тока с точностью до ±5% при колебаниях напряжения сварочной цепи в пределах ±10%.
Прерыватели ПИТ обеспечивают однократное прохождение импульса сварочного тока при каждом замыкании цепи управления, независимо от длительности замыкания.
Прерыватели монтируются в стальном шкафу, имеют защищенное исполнение и предназначены для работы в закрытых помещениях при относительной влажности не более 80%, температуре окружающего воздуха 15—40 °С и температуре охлаждающей воды 10—35 °С.
Прерыватели состоят из силового игнитронного блока, расположенного внизу шкафа, блока регулирования, блока питания и феррорезонансного стабилизатора напряжения, расположенного между силовым блоком и блоком питания. В верхней части шкафа расположены сигнальные лампы, индикатор для контроля постоянной составляющей сварочного тока и выключатель цепей управления.
Для управления сварочным циклом однофазных контактных точечных машин с пневматическими и гидравлическим приводом, у которых включение сварочного тока производится игнитронным контактором ПИТ или игнитронным прерывателем ПИТ, применяют регуляторы времени РВЭ-7.
Электрическая схема регулятора времени РВЭ-7-1А-2 приведена на рис. 2.
Регулятор состоит из двух блоков: блока регулирования и блока питания, смонтированных в стальной коробке и соединенных между собой жгутом из гибких проводов.
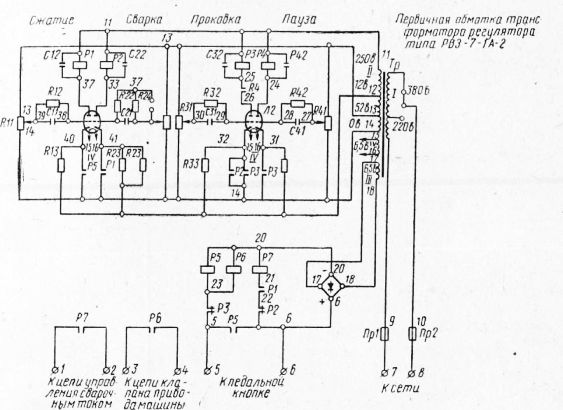
Рис. 2. Электрическая схема регулятора типа РВЭ-7-1А-2
Тр — трансформатор T-40; Р1—Р5 — реле РКН; Р6, Р7 — реле РКС; 11, 21, 31, 41 — резистор переменный; Р12, Р22, Р24, Р32, Р42 — резистор МЛТ-Р5, Р13, Р23, РЗЗ, Р43 — резистор МЛТ-2; СИ, С12, С21, С22, С31, С32, С41, С42 — конденсатор МБГП; Jll, J12 — двойной триод 6Н8С; ВС — выпрямитель селеновый I5BM16A; ПР1, ПР2 — предохранитель ПК-45; Я— переключатель ТП1-2; ЗК — зажим контактный ЗК-8; ГК — гнездо разъема РШАГ-20; ВК— вилка разъема РШАВ-20
Регулятор имеет четыре электрические цепи выдержек времени, выполненные на электронных лампах.
Релейная коммутация входных и выходных цепей, выполненная на реле типа РКН и РКС, обеспечивает работу машин по следующему циклу:
— сжатие электродов (сжатие);
— включение и выключение сварочного тока (сварка);
— выдержка сварного соединения под давлением без тока (проковка);
— подъем электродов машины (пауза).
Выдержки времени регулируют плавно с помощью переменных сопротивлений, пучки которых выведены на лицевую панель блока регулирования и снабжены шкалами, проградуированными в отвлеченных единицах.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Электрическая аппаратура управления точечных машин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы