Строй-Техника.ру
Строительные машины и оборудование, справочник
Установки СМЖ-131 и СМЖ-15 предназначены для заготовки прутков мерной длины из высокопрочной проволоки длиной до 6 м (СМЖ-131) идо 12,5; 18,5; 24,5 и 30,5 м (СМЖ-15).
В этих установках для образования анкерных устройств используются станки для холодной высадки анкерных головок СМЖ-155. С помощью анкерных колодок арматурные прутки группируются в арматурные элементы.
Установки СМЖ-131 и СМЖ-15 комплектуются из одних и тех же узлов. Только приемное устройство установки СМЖ-15 комплектуется из отдельных секций, благодаря чему возможна заготовка прутков длиной 12,5; 18,5; 24,5 и 30,5 м.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Установка СМЖ-15 состоит из бухтодержате-ля, механизма для подачи проволоки, механизма для резки проволоки, приемного устройства с раскрывающимся каналом, упорного устройства с концевым выключателем, пульта управления, гидравлического оборудования и электрооборудования. Технические характеристики установок приведены в табл. 18.41.
Установки СМЖ-16 и СМЖ-213 предназначены для заготовки прутков мерной длины из высокопрочной проволоки и арматурных канатов.
Установка СМЖ-16 служит для заготовки арматурных элементов длиной до 100 м из семи-проволочных канатов с клиновыми зажимами на — каната.
два каната или с зажимами НИИЖБа и из высокопрочной проволоки с анкерами в виде высаженных головок. Протяжка арматуры осуществляется для установки СМЖ-16 цепным конвейером длиной 100; 75 или 12 м.
Установку СМЖ-213 используют для заготовки прутков из высокопрочной проволоки и канатов длиной 7,5; 14,5; 20,5 и 26,6 м. Для образования на проволоках анкерных головок установки комплектуют двумя станками СМЖ-155.
Установка СМЖ-16 состоит из цепного конвейера с приводом и натяжной станцией, стола для сборки арматурных элементов, образованного секциями конвейера, и сменного оборудования для изготовления проволочных или канатных арматурных элементов.
Таблица 1
Комплект сменного оборудования для заготовки проволочных элементов состоит из четырех бухтодержателей, тормозного устройства, механизма резки проволоки с насосной станцией, захватов для проволоки, двух станков для высадки головок СМЖ-155.
Комплект сменного оборудования для изготовления канатных арматурных элементов состоит из двух барабанов для канатов, тормозного устройства, механизма резки канатов, механизмов опрессовки, захватов для канатов.
В зависимости от требуемой длины арматурных элементов установка СМЖ-16 поставляется по одной из трех сборок I-100M, Н-75М и Ш-12М.
Установка СМЖ-213 включает бухтодержатель для проволоки или катушки для канатов, механизм для подачи проволоки или канатов, механизм для резки арматуры, приемный стол, блок конечного выключателя, гидравлическое оборудование и электрооборудование.
Таблица 2
Технические характеристики установок для заготовки прутков мерной длины из высокопрочной проволоки
Рис. 1. Установка СМЖ-123 для заготовки прутков мерной длины из канатов и высокопрочной проволоки: 1 — бухтодержатель; 2 — механизм подачи канатов или проволоки; 3 — механизм резки арматуры; 4 — приемный
стол; 5 — блок конечного выключателя
При заготовке арматурных элементов из высокопрочной проволоки установка комплектуется двумя станками для высадки головок СМЖ-155. В зависимости от вида арматуры устанавливают механизм резки. Для резки канатной арматуры диаметром 9 мм и более устанавливают механизм, состоящий из дисковой пилы трения с приводом от электродвигателя и тисков, зажимающих канат в месте резки с помощью пневмоцилиндра.
Для резки высокопрочной проволоки диаметром 5—8 мм и канатов диаметром до 7,5 мм применяют механизм резки, состоящий из поворотной втулки-ножа с приводом от пневмоцилиндра и неподвижной полувтулки-ножа, смонтированных в едином корпусе.
Приемное устройство состоит из отдельных секций и имеет четыре схемы сборки для заготовки прутков (канатов) мерной длины —- 7,5; 14,5; 20,5 и 26,6 м. На верхней направляющей приемного устройства имеются каналы для арматуры диаметром 5—9 и 12—15 мм. Нижняя направляющая, установленная на поворотных рычагах, закрывает канал верхней направляющей.
Арматура, находящаяся в канале, освобождается сдвигом пневмоцилиндра нижней направляющей в сторону.
Установка СМЖ-213 работает в автоматическом режиме. Арматура роликами механизма подачи продвигается в закрытом канале приемного устройства до неподвижного упора конечного выключателя. По команде последнего отключается механизм подачи и включается механизм резки. После резки открывается канал приемного устройства и отрезанная арматура подается на стеллаж. Затем канал закрывается и снова включается механизм подачи. Собирают арматурные элементы вручную.
—
Установки СМЖ-131 (6873/30А), 7386/3, СМЖ-15 (7151С/26) предназначены для заготовки прутков мерной длины из высокопрочной проволоки или катанки длиной от 6м (СМЖ-131), до 8,5м (7386/3) и 12,5; 18,5; 24,5 и 30,5 м (СМЖ-15).
В этих установках для образования анкерных устройств используются станки для холодной высадки анкерных головок СМЖ-155 (6873/11М). С помощью анкерных колодок арматурные прутки группируются в арматурные элементы.
Установки СМЖ-131 (6873/30А), 7368/3 и СМЖ-15 (7151С/26) комплектуются из одних и тех же узлов. Только приемное устройство установки СМЖ-15 (7151С/26) комплектуется из отдельных секций, благодаря чему возможна заготовка прутков длиной 12,5; 18,5; 24,5 и 30,5 м.
Установка для заготовки прутков мерной длины СМЖ-15 (7151С/26) состоит из бухтодержателя, механизма для подачи проволоки, механизма для резки проволоки, приемного устройства с раскрывающимся каналом, упорного устройства с концевым выключателем, пульта управления, гидравлического оборудования и электрооборудования.
Установки СМЖ-16 (7151/33) и СМЖ-213 предназначены для заготовки прутков мерной длины из высокопрочной проволоки и арматурных прядей. Установка СМЖ-16 (7151/33) служит для заготовки арматурных элементов длиной до 100 м из семипроволочных прядей с клиновыми зажимами на две пряди или с зажимами НИИЖБ и из высокопрочной проволоки (или катанки) с анкерами в виде высаженных головок.
Установку СМЖ-213 используют для заготовки прутков из высокопрочной проволоки (или катанки) и прядей длиной 7,5; 14,5; 20,5 и 26,6 м. Для образования на проволоках анкерных головок установки комплектуют двумя станками СМЖ-155 (6873/11С).
Установка СМЖ-16 (7151/33) состоит из цепного конвейера с приводом и натяжной станцией, стола для сборки арматурных элементов, образованного секциями конвейера, и сменного оборудования для изготовления проволочных или прядевых арматурных элементов.
Комплект сменного оборудования для заготовки проволочных элементов состоит из четырех бухтодержателей, тормозного устройства, механизма резки проволоки
Техническая характеристика установок для заготовки прутков мерной длины из высокопрочной проволоки или катанки с насосной станцией, захватов для проволоки, двух станков для высадки головок СМЖ-155 (6873/11С).
Комплект сменного оборудования для изготовления прядевых арматурных элементов состоит из двух барабанов для прядей, тормозного устройства, механизма резки прядей, механизмов опрессовки, захватов для прядей.
В зависимости от требуемой длины арматурных элементов установка СМЖ-16 (7151/33) поставляется по одной из трех сборок I-100M, II-75M и III-12M.
Установка СМЖ-213 включает бухтодержатель для проволоки или катушки для прядей, механизм для подачи проволоки или прядей, механизм для резки арматуры, приемный стол, блок конечного выключателя, гидравлическое оборудование и электрооборудование.
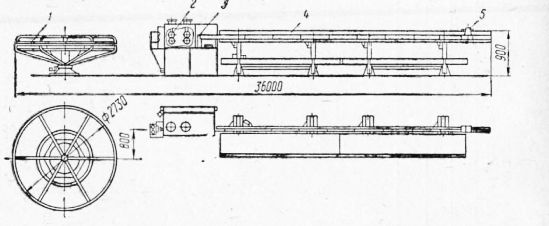
Рис. 2. Установка СМЖ-213 для заготовки прутков мерной длины из прядей и высокопрочной проволоки
1 — бухтодержатель; 2 — механизм подачи проволоки или прядей; 3 — механизм резки арматуры; 4 — приемный стол; 5 — блок конечного выключателя
При заготовке арматурных элементов из высокопрочной проволоки установка комплектуется двумя станками для высадки головок СМЖ-155 (6873/11С). В зависимости от вида арматуры на установке устанавливают механизм резки.
Для резки прядевой арматуры диаметром 9 мм и более устанавливают механизм, состоящий из дисковой пилы трения с приводом от электродвигателя и тисков, зажимающих прядь в месте резки с помощью пневмоцилиндра.
Для резки высокопрочной проволоки диаметром 5— 8 мм и прядей диаметром до 7,5 мм применяют механизм резки, состоящий из поворотной втулки-ножа с приводом от пневмоцилиндра и неподвижной полувтулки-ножа, смонтированных в едином корпусе.
Приемное устройство состоит из отдельных секций и имеет четыре схемы сборки для заготовки прутков (прядей) мерной длины—7,5; 14,5; 20,5 и 26,6 м.
На верхней направляющей приемного устройства имеются каналы для арматуры диаметром 5—9 и 12—15 мм.
Нижняя направляющая, установленная на поворотных рычагах, закрывает канал верхней направляющей. Арматура, находящаяся в канале, освобождается сдвигом пневмоцилиндра нижней направляющей в сторону.
Установка СМЖ-213 работает в автоматическом цикле. Арматура роликами механизма подачи продвигается в закрытом канале приемного устройства до неподвижного упора конечного выключателя. По команде последнего отключается механизм подачи и включается механизм резки. После окончания резки открывается канал приемного устройства и отрезанная арматура падает на стеллаж. Затем канал закрывается и снова включается механизм подачи.
Собирают арматурные элементы вручную.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Оборудование для заготовки напрягаемой арматуры"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы