Строй-Техника.ру
Строительные машины и оборудование, справочник
Нагретые заготовки винипласта при изготовлении химической аппаратуры формуют в основном двумя способами: шутьем заготовок на болванках и выдавливанием нагретых листов формами. Первым способом изготовляют детали, имеющие форму цилиндра или конуса (обечайки, царги, воронки), вторым — детали выпуклой формы (сферические крышки, днища, чаши). Кроме этого, в отдельных случаях используют метод выдувания и вакуумного формования.
Гнутье. Гнутье заготовок производят на болванках (оправках), изготовленных из фанеры, стали и других материалов. В – большинстве случаев наружный диаметр оправки берут равным внутренним размерам изготовляемой детали аппарата. Технологический процесс формования детали сводится к тому, что разогретую заготовку винипласта огибают вокруг формы и осторожно прижимают к стенкам оправки. При этом нужно избегать сдвигающих усилий, которые могут привести к растягиванию винипласта или к разрыву заготовки.
Для более быстрого охлаждения деталь обдувают сжатым воздухом или смачивают ее поверхность водой. После полного охлаждения заготовку снимают с формы.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При формовании деталей больших размеров применяют цилиндрическую форму, внутренний диаметр которой равен наружному диаметру детали. Нагретую вини-пластовую заготовку сводят внутрь металлической формы и прижимают ее к стенкам.
При массовом изготовлении однотипных деталей цилиндрической формы для формования цилиндров попользуют специальное устройство. Оно представляет собой деревянный барабан, укрепленный на кронштейне, по образующей которого (барабана) прибито полотно.
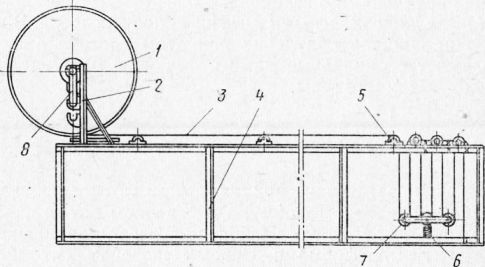
Рис. 1. Приспособление для гнутья цилиндров из листов винипласта:
1 — барабан, 2— кронштейн, 5 — полотно, 4 — рама, 5 — опорный ролик, 6 — пружина, 7 — полиспаст, 8 — рукоятка
Предварительно подогретый лист винипласта укладывают сверху на хорошо натянутое полотно кромкой вплотную к барабану. При вращении барабана рукояткой 8 лист винипласта наматывается на него вместе с полотном, которое с помощью натяжного устройства прижимает винипласт к барабану. После охлаждения винипласта до температуры 40—50 °С полотно разматывают и отформованную заготовку снимают с барабана.
Заготовки цилиндрической формы формуют также с помощью двухсекционных раздвигающихся деревянных оправок. Такое формование заключается в том, что заготовку после подогревания сгибают в положение, удобное для сварки, и затем сваривают вдоль продольного шва. После окончания проварки швов заготовку повторно прогревают до требуемой температуры, а затем надевают на разъемную двухсекционную оправку, которую раздвигают до отказа с помощью расширительного клина. После охлаждения заготовки водой или струей воздуха из формы вынимают расширительный клин, а отформованную деталь легко снимают с оправки. Этот метод формования обеспечивает высокую точность размеров изделия, ,но требует двойного нагрева заготовки и наличия специальных оправок.
При гнутье заготовок, предназначенных для футеровки аппаратов, часто в качестве оправки для формования винипласта используют сам корпус аппарата. В этих случаях нагретую заготовку вводят внутрь аппарата и плотно прижимают куском ткани к металлической поверхности. После охлаждения винипласта заготовку извлекают из аппарата и сваривают.
При изготовлении прямоугольной аппаратуры листы винипласта приходится гнуть под определенным углом. Обычно эту операцию выполняют, соблюдая следующие правила. Материал нагревают до температуры формования (130 °С) в зоне изгиба на ширину, равную четырехкратной толщине листа. Радиус изгиба выбирают равным удвоенной толщине листа. Так, например, при толщине листа 6 мм радиус изгиба должен быть не менее 12 мм или несколько больше, чтобы волокна материала не разрывались. Не следует загибать кромки листов толщиной более 10 мм, если они предназначены для изготовления аппаратов, которые будут эксплуатировать при температуре выше 40 °С. В этом случае отогнутые кромки листов могут вновь распрямиться.
Кромки загибают с помощью шаблонов или канто-вочных станков, применяемых для гнутья металла. При этом необходимо, чтобы заготовка из винипласта с загнутыми кромками оставалась зажатой в приспособлении до полного охлаждения. Процесс отверждения размягченных кромок ускоряют, охлаждая их водой или воздухом.
Более совершенным способом гнутья листового винипласта под углом является гнутье с помощью специального станка, изображенного на рис. 2.
Каркас станка для гнутья листового винипласта изготовляют из угловой стали. На верху каркаса установлены параллельно две трубы с зазором 20 мм, в которые подается пар под давлением 3—4 ат. Размягченную заготовку винипласта помещают в зазор между паровыми трубами, где она нагревается в зоне изгиба до температуры 120—130 °С. Подогретую заготовку сдвигают до места изгиба, а затем плотно прижимают с помощью откидного шарнирного рычага к гибочному шаблону.
После того как заготовка примет нужную форму, ее охлаждают, освобождают от прижима и вынимают из станка. При гнутье листов винипласта толщиной меньше 20 мм между прижимом и заготовками устанавливают прокладку соответствующей толщины. Вместо парового обогрева на гибочных стайках этой конструкции могут быть установлены электрические нагреватели.
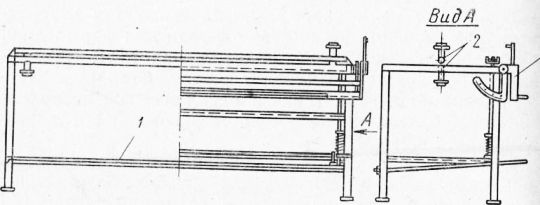
Рис. 2. Станок для гнутья листового винипласта под углом:
1 — каркас, 2 — паровые трубы, 3 — прижимной рычаг
При массовом изготовлении однотипных прямоугольных аппаратов процесс изготовления заготовок механизируют. Например, для механизированного гнутья заготовок для торцовых стенок электролизной ванны применяют специальное. приспособление, показанное на рис. 121.
Приспособление состоит из двух половин стола, прижимного устройства с пуансоном (болванкой), соответствующего по размерам и форме торцовой стенке ванны, электронагревательного элемента (нихромовых спиралей с проводкой и выключателем), створок с рукоятками направляющих и рам.
Принцип действия этого приспособления заключается в следующем. Размеченную заготовку из винипласта укладывают на правую половину металлического стола, где по линии изгиба нагревают с помощью электронагревательного устройства (для этих целей может быть при менен также пар). Винипластовую заготовку равномерна нагревают в зоне изгиба до температуры размягчения материала в течение 10—12 мин, после чего заготовку по направляющим передвигают на вторую половину стола, где и выполняют гнутье кромок. Для осуществления этой операции нагретую заготовку с помощью пуансона прижимают к поверхности стола, затем поднимают створки 2 и отгибают ими кромки винипластовой заготовки на стенки пуансона.
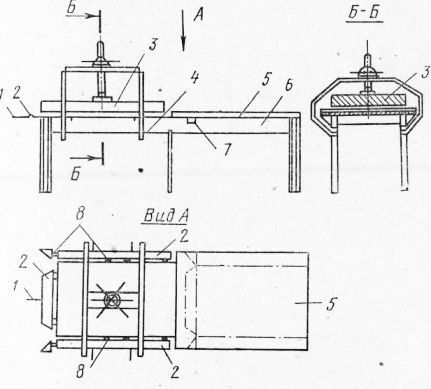
Рис. 3. Приспособление для гнутья винипластовых стенок прямоугольных аппаратов:
1 — рукоятка, 2 – створка, 3 — прижимное устройство, 4 — левая половина стола, 5 — винипластовая заготовка, 6 — правая половина стола, 7 — электроспираль, 8 — шарниры
Полученные отгибы (углы) охлаждают водой, после этого винипластовую заготовку вынимают и передают на сварку. Весь процесс изготовления заготовок торцовой стенки электролизной ванны длится 10—15 мин, тогда как раньше при изгибе каждой стороны листа в отдельности затрачивалось 50—60 мин.
Выдавливание. Детали выпуклой формы (крышки, днища аппаратов) изготовляют методом выдавливания с помощью специальных пресс-форм.
Пресс-форма состоит из двух частей: протяжного кольца (или формы 1) и оправки 3 (пуансона).
В зависимости от формы и размеров формуемой заготовки оправки могут быть разъемными или неразъемными. Технология формования деталей методом выдавливания заключается в следующем. Нагретую винипластовую заготовку укладывают в форму, конфигурация которой
должна точно соответствовать размерам изготовляемой детали, и посредством оправки и клина плотно прижимают заготовку к стенкам формы. После того как заготовка получит требуемую форму, ее охлаждают, затем последовательно вынимают из формы клинья, оправку и отформованную деталь.
На монтажной площадке при отсутствии пресс-форм для формования некоторых деталей можно применять приспособление для выдавливания ви-нипластовых деталей горячим песком. Винипластовую заготовку зажимают между двумя металлическими кольцами. Затем на поверхность листа насыпают песок, нагретый до 180—200 °С. Под давлением горячего песка винипласт размягчается и прогибается (положение). После того как заготовка примет необходимую форму, песок удаляют и деталь охлаждают водой или струей воздуха.
Выдувание и вакуумирование. Более производительным способом формования выпуклых изделий из винипласта является выдувание деталей сжатым воздухом и вакуумирование (отсасывание воздуха из пресс-формы).
При выдувании деталей сжатым воздухом нагретый лист винипласта помещают между металлической плитой (немного прогретой) и прижимным кольцом, имеющим размеры выдуваемой детали. Кольцо плотно прижимают к плите с помощью болтов или специальных устройств, затем под лист винипласта через выпускной патрубок в плите подают сжатый воздух под давлением 3,5—4 ат. Под действием сжатого воздуха эластичный винипластовый лист принимает заданную форму. После охлаждения детали до 60° С прекращают подачу воздуха и снимают отформованное изделие.
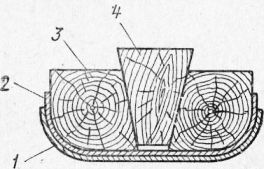
Рис. 4. Пресс-форма для гнутья днищ:
1 — форма, 2 — винипласт, 3 — деревянная оправка, 4 — клин
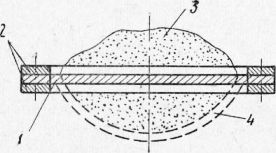
Рис. 5. Приспособление для выдавливания винипластовых деталей выпуклой формы горячим песком: 1 — винипластовая заготовка, 2 — металлические кольца, 3— песок, 4 — форма изогнутой заготовки
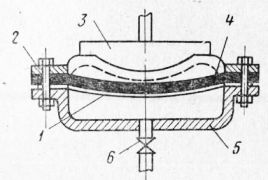
Рис. 6. Приспособление для выдувания винипластовых изделий (пунктиром показана конечная форма заготовки):
1 — резиновая мембрана, 2— стальное кольцо, 3 — пуансон, 4 — винипласто-вый лист, 5 — корпус приспособления, 6 — воздушный кран
Недостатками этого способа являются: неравномерность в толщине стенок отформованной детали и невозможность получения их с различным профилем. Эти недостатки устраняют, когда формование заготовок ведут методом выдувания в форму.
На рис. 6 показано приспособление для выдувания винипластовых изделий. Нагретый лист винипласта укладывают ка резиновую мембрану, затем в корпус формы через кран впускают сжатый воздух. Под действием сжатого воздуха резина (мембрана) вместе с нагретой заготовкой прижимается к наружному пуансону (оправке) и принимает необходимую форму. После охлаждения отформованное изделие вынимают из приспособления.
Выпуклые винипластовые изделия методом вакуумирования формуют следующим образом. Нагретый лист винипласта кладут на борта вакуум-цилиндра и края его прикрепляют с помощью струбцин (через резиновую прокладку) к металлическому фланцу цилиндра. После этого через штуцер создают в цилиндре специальным вакуумным насосом разрежение. Под действием вакуума размягченный винипласт начинает втягиваться внутрь сосуда. Как только заготовка достигнет ограничительного дырчатого стального вкладыша и примет требуемую форму, выкачивание воздуха прекращают и после охлаждения винипласта (при сохранении в этот промежуток времени вакуума в цилиндре) отформованную деталь снимают с вакуумной установки.
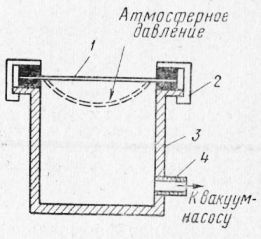
Рис. 7. Схема формования винипластовых заготовок методом вакуумирования:
1 — винипластовый лист, 2 — струбдина, 3 —вакуум-цилиндр, 4 — штуцер
Вакуумное формование можно вести также с применением ограничительной формы. В этом случае лист винипласта накладывают на форму и плотно прижимают струбцинами к ее бортам так, чтобы создать герметичную камеру. После этого из камеры вакуумным насосом выкачивают воздух. Избыточное атмосферное давление снаружи листа винипласта прижимает его к стенкам формы. Отформованную заготовку охлаждают сжатым воздухом до температуры 40—50 °С, а затем-снимают с формы.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Формование винипласта"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы