Строй-Техника.ру
Строительные машины и оборудование, справочник
В химической и некоторых других отраслях промышленности применяют химическую аппаратуру, отдельные части которой имеют перфорированную (дырчатую) поверхность: корзины (барабаны) центрифуг, барабаны – вакуум-фильтров, решетки фильтров и др.
Гуммировать такую аппаратуру очень сложно, так как ее поверхность не сплошная, а имеет значительное количество небольших отверстий. Например, в корзине центрифуги их число достигает 2000—3000.
Обкладку аппаратов с дырчатой поверхностью можно выполнять эбонитом или мягкой резиной с подслоем из эбонита № 1814. Независимо от конструкции резинового покрытия технология его нанесения на перфорированную поверхность одинакова.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В качестве примера гуммирования аппаратов с перфорированной поверхностью ниже рассмотрен технологический процесс обкладки корзины центрифуги полуэбонитом № 1751.
Для удобства работы корзину центрифуги надевают на ось (металлическую трубу), концы которой устанавливают на опоры. Это приспособление дает возможность свободно вращать корпус корзины вокруг своей оси при нанесении клея, наклейке резины и выполнении других технологических операций.
Технологический процесс гуммирования корзины центрифуги включает следующие операции: изготовление трубочек (викелей), обкладку корпуса с внутренней и внешней сторон, прорезание в обкладке отверстий и вставку в них резиновых трубочек, наклейку второго слоя резины на внутреннюю и внешнюю стороны.
Трубочки (викели) можно изготовлять вручную и механическим способом.
При изготовлении трубочек вручную эбонит толщиной 1,5 мм раскраивают на узкие прямоугольные полосы шириной 35—45 мм (в зависимости от диаметра отверстий в металле) и длиной 300—400 мм, после чего их кромки склеивают встык на круглой деревянной или металлической болванке (дорне). Диаметр болванок должен быть равен проектным размерам отверстий корзины Центрифуги после гуммирования, обычно 8—10 мм.
При механическом изготовлении трубочек в шприц-машину (червячный пресс) загружают куски полуэбонита, обычно в виде обрезков, и продавливают разогревшуюся при прохождении через обогреваемый корпус машины массу с помощью червяка через калиброванную насадку. Профиль насадки повторяет внутренние и наружные размеры изготовляемой трубки. Для удобства работ полученную эбонитовую трубку режут на куски длиной 300—400 мм.
Обкладку корзины центрифуги начинают с нанесения на ее внутреннюю и наружную стороны резинового клея № 2572 концентрации 1 : 6—1 : 10. После высыхания первого слоя клея в течение 20—30 мин наносят второй слой клея и сушат его до отлипа. Одновременно с выполнением этой операции дублируют эбонит № 1751 и приготовляют заготовки.
Как правило, эбонит накладывают на корпус центрифуги в два приема: вначале наклеивают лист толщиной 3,0 мм, а затем (после разделки отверстий) — 1,5 мм. Поэтому часть эбонитовых полотнищ дублируют из двух листов (на клее № 2572) до получения заготовок толщиной 3 мм.
Заготовки для обкладки корпуса выкраивают в виде полос. Заготовки для бортов и днища вырезают из эбонитовых полотнищ по размерам, снятым с натуры, в виде колец с припуском 25—30 мм для отбортовки на стенки и перекрытия швов. Вырезанные заготовки, как обычно, срезают по краям на фаску шириной 15—20 мм и промазывают с одной стороны за два раза клеем № 2572.
Чтобы создать плавные переходы в местах сопряжения стенок корзины с дном и бортами, в ее углы вставляют эбонитовые шпонки, срезанные под углом 45°. Шпонки предварительно промазывают клеем № 2572 и после высыхания клеевой пленки до отлипа ставят на место. Эбонитовые шпонки прикатывают к металлической поверхности узким роликом с зубчатой нарезкой по окружности.
Гуммирование корзины центрифуги начинают с наклейки на ее внутренние стенки подготовленной заготовки толщиной 3 мм, при этом кромки соединяют встык. После тщательной прикатки заготовки к металлической поверхности в резине с помощью металлического пробойника или острого ножа прорезают отверстия, размер которых должен точно соответствовать отверстиям в металлической поверхности. В такой же последовательности обкладывают эбонитовой заготовкой наружные стенки корпуса корзины центрифуга, т. е. вначале наклеивают на металл заготовку, а затем в ней прорезают отверстия.
В подготовленные отверстия вставляют заранее изготовленные из полуэбонита трубочки, которые предварительно промазывают снаружи клеем № 2572. Наружный диаметр трубочек равен размеру отверстий в металле, а внутренний диаметр должен соответствовать проектным размерам. Длина трубочек определяется толщиной стенок корзины центрифуги с припуском 10— 15 мм.
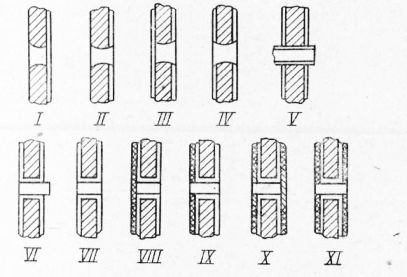
Рис. 1. Последовательность технологического процесса гуммирования корзины центрифуги (/—XI — последовательность операций)
Вставленные в отверстия корзины трубочки просушивают в течение 8—12 ч до полного испарения растворителя из нанесенного клея, а затем выступающие концы трубочек срезают заподлицо с наружной и внутренней поверхностями обкладки. Чтобы трубочки хорошо сцеплялись с наклеенным на металл эбонитом, их концы развальцовывают к прилегающим краям обкладки. Развальцовку концов трубочек выполняют с помощью специальной металлической оправки.
После этого внутреннюю и наружную поверхности корзины промазывают за два раза клеем № 2572 и после высыхания клеевого слоя до отлипа обкладывают заготовками из полуэбонита толщиной 1,5 мм. Вначале обкладывают наружную сторону, а затем после прорезывания отверстий — внутреннюю сторону корпуса корзины центрифуги. Отверстия прорезают со стороны, противоположной наклеенному слою эбонита, при этом обкладку поддерживают деревянным прижимом, чтобы она не отставала от металла.
По окончании гуммирования стенок корпуса центрифуги приступают к обкладке ее неперфорированных бортов и днища. Для этой цели подготовленное заготовки из эбонита толщиной 3 мм последовательно наклеивают на внутреннюю, а затем на наружные поверхности дна и бортов центрифуги таким образом, чтобы эти заготовки соединялись с обкладкой стенок корпуса внахлестку на 25—30 мм. Чтобы кромки металла защитить от разъедания, эбонит отбортовывают на наружную сторону верхнего борта и днища на 15—20 мм.
После наклейки заготовок на металлическую поверхность их тщательно прикатывают к металлу цилиндрическими и (в углах) зубчатыми роликами.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Гуммирование аппаратов с перфорированной поверхностью"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы