Строй-Техника.ру
Строительные машины и оборудование, справочник
Трубы и соединительные части трубопроводов гуммируют как полуэбонитом, так и мягкой резиной, предварительно сдублированной с эбонитом.
Процесс гуммирования труб и фасонных частей состоит из следующих технологических операций: очистки внутренней поверхности труб и деталей, нанесения на очищенный металл клея, подготовки заготовок и изготовления из них викелей, вставки викелей в трубы, прикатки викелей к металлу, обкладки фланцев и вулканизации резиновых покрытий.
Нанесение клея на металлическую поверхность и подготовка заготовок. Одновременно с подготовкой стальных труб раскраивают заготовки из резины.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Размер заготовок определяют так. С помощью картонной или резиновой полоски шириной 10—15 мм измеряют длину окружности трубы, а стальным метром — ее длину. Полученные размеры переносят на подготовленное полотнище, при этом дают припуск по ширине заготовки на 14—16 мм, а по длине 80—100 мм. По намеченным линиям полотнище разрезают на заготовки, с краев которых затем срезают фаски. Срез фасок должен быть ровным, без заусенцев, одинаковой ширины по всей длине заготовки.
Подготовленные заготовки промазывают клеем: эбонитовый подслой клеем № 2572 концентрации 1:6—1:8, а продольные кромки со стороны мягкой резины клеем № 4508 концентрации 1 : 10— 1 : 20. При изготовлении викеля из полуэбонита № 1751 заготовку и кромки промазывают только клеем № 2572.
Изготовление викелей. После высыхания клеевого слоя приступают к изготовлению викелей. Склеивают викель на алюминиевой или пластмассовой трубе (дор-не), диаметр которой должен быть на 5—6 мм меньше внутреннего диаметра изготовляемого викеля. Это требование необходимо для того, чтобы готовый викель можно было легко снять с дорна. Заготовки викелей для труб больших диаметров не склеивают. При изготовлении викеля из мягкой резины с эбонитовым подслоем кромки заготовки соединяют только встык.
Чтобы повысить долговечность резиновой обкладки, на кромку заготовок со стороны мягкой резины дополнительно наклеивают усилительную ленточку из мягкой резины толщиной 1 мм, шириной 20—30 мм, предварительно промазанную клеем № 4508.
Ленточку наклеивают так, чтобы половина ее ширины оставалась неприклеенной. После соединения кромок заготовки свободной частью ленточки перекрывают шов и приклеивают ее на вторую кромку резины. Затем стыковой шов тщательно прикатывают вогнутым и конусообразным роликом. При изготовлении викеля из полуэбонита № 1751 кромки заготовки соединяют внахлестку без наклейки на швы дополнительных ленточек.
Готовый викель должен иметь наружный диаметр, равный внутреннему диаметру гуммируемой трубы; допускаемый зазор между стенкой трубы и викелем не должен превышать 1 мм. При меньших размерах викеля осложняется прикатка резины к стенкам трубы, а также снижается прочность сцепления обкладки с металлом. Если викель изготовить с внешним диаметром, большим чем внутренний диаметр трубы, то его трудно ввести в полость трубы.
Вставка викеля в трубы.
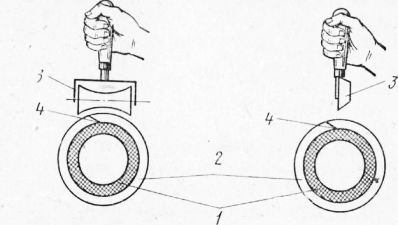
Рис. 1. Прикатка стыков при изготовлении викеля из резины:
1 — металлический дорн, 2 — резиновый викель, 3 — прикаточные ролики, 4 — стыки викеля
Чем длинней труба и чем меньше ее диаметр, тем сложнее ввести в ее полость викель. Поэтому размеры труб, предназначенных для гуммирования, ограничивают.
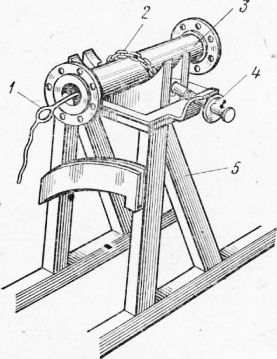
Рис. 2. Станок для прикатки викелей в трубах:
1 — трос от снаряда для прикатки, 2 — захват для тру§ы, 3 — гуммируемая труба, 4 — зажимной винт с маховиком, 5 — станина
Готовый викель надевают новый дорн, имеющий диаметр на 5—6 мм меньше то-п на котором викель изготовляют. При этом один конец икеля свисающий с дорна на 80—100 мм, крепко завяливают тесьмой. Потом викель протирают тряпкой, Сильно смоченной бензином, и завязанным концом быстро вводят в полость трубы. Чтобы предотвратить преждевременное прилипание викеля к стенкам трубы, их также предварительно смачивают бензином или клеем № 2572 концентрации 1 : 20. При выполнении этой операции необходимо дорн с надетым на него викелем держать строго параллельно оси трубы.
Обычно викель вставляют двое рабочих: один вставляет викель, а другой в это время смачивает бензином викель и внутреннюю поверхность трубы. После того как в трубу вставят викель, из него вынимают дорн, а трубу оставляют для просушки на 8—10 ч. Затем викель обрезают на расстоянии 30—40 мм от концов трубы для последующей отбортовки его на фланцы.
Викель вставлять в трубу можно другим способом. Для этого один конец викеля свертывают в конусообразную головку, оборачивают ее тканью и обвязывают шнуром, образуя при этом небольшую петлю. Затем из тонкой и прочной ткани, желательно шелковой, вырезают полосу, ширина которой должна соответствовать ширине заготовки викеля. В эту ткань заворачивают аккуратно викель так, чтобы нигде по его длине не образовывались складки.
После этого через гуммируемую трубу, закрепленную горизонтально на станке, пропускают тонкий трос от небольшой ручной лебедки. Свободный конец троса прикрепляют к петле, образованной на завязанном конце викеля. Затем лебедкой викель втягивают в трубу. По окончании этой операции концы викеля освобождают от ткани и осторожными движениями вытягивают прокладочную ленту наружу; трос отвязывают и ножницами отрезают смятый конец викеля.
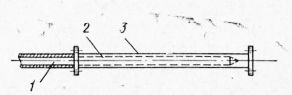
Рис. 3. Положение дорна при вставке викеля в трубу:
1 — дорн, 2—викель, 3 —стальная труба
Этот способ с применением прокладочной ткани имеет то преимущество, что отпадает необходимость в длительном удалении бензина, который обильно вводится в трубу при первом способе вставки викеля.
При гуммировании труб большого диаметра резиновую заготовку викеля вводят в трубу следующим образом. Подготовленную и промазанную клеем заготовку покрывают прокладочной тканью, а затем наматывают на дорн диаметром 50—70 мм. После этого дорн вводят в трубу, освобождают продольный край заготовки от прокладочной ткани и прикатывают его к металлу. Потом, постепенно вращая дорн, раскатывают рулон и дор-ном прижимают резину к стенкам трубы. Соединяют кромки заготовок встык (с наклейкой усилительной ленточки) или внахлестку.
Прикатка викеля. Чтобы обеспечить надежную связь резины с металлом, вставленный в трубу викель необходимо прикатать к стенкам трубы. Эту операцию выполняют различными способами: шаровым роликом, укрепленным на длинной ручке; резиновыми «грушами»; методом вакуумной прикатки; с помощью резинового полого цилиндра, надутого воздухом.
Наиболее простой по исполнению, но вместе с тем более трудоемкой и менее эффективной является прикатка викеля шаровым роликом.
Прикатка шаровым роликом. Прикатку резины к металлу этим способом выполняют в два приема: вначале прикатывают викель от середины трубы к одному из ее концов, а затем —.к другому.
Прикатывают резину равномерно, без пропусков, особенно тщательно прижимают ролик на кромке, где наклеена усилительная ленточка. Если в процессе прикатки викеля между резиной и стенками трубы образуются, воздушные пузырьки, их следует удалить описанным ранее способом.
Прикатка резиновыми грушами. Этот способ состоит в том, что через викель, вставленный в трубу, протягивают резиновую грушу.
Прикатку викеля с помощью резиновых груш выполняют следующим образом. Трубы прочно закрепляют в станке. Викель закрепляют в трубе, обрезая его ровно с одной стороны ножом с таким расчетом, чтобы оставшиеся концы при разбортовке на фланец доходили до болтовых отверстий. После этого шкель прикатывают роликам к металлу по всей окружности трубы па расстоянии 60—80 мм от ее конца и одновременно отбортовывают резину на фланец. Црпкатку викеля в отбортованной его части выполняют особенно тщательно, так как при слабой связи резины с металлом возможно смещение викеля с места и образование в нем складок, что затруднит продвижение груши.
Чтобы груша легче скользила и давление ее на стенки викеля было равномерным, грушу и часть викеля в трубе (примерно на 40— 50 мм от фланца) промазывают специальной пастой. Пасту готовят из хорошо просеянного (через сито № 100) талька, хозяйственного мыла и воды, взятых в равных массовых отношениях.
Затем через викель пропускают трос от небольшой ручной лебедки и соединяют его конец с крючком резиновой груши. В тот момент, когда грушу вставляют в викель, она сжимается у основания и ее медленно протаскивают с помощью лебедки через викель. При этом она расширяется, оказывая давление на стенки викеля и тем самым равномерно прижимая резину к металлу.
Чтобы обеспечить плотное прилегание резиновой обкладки к стенкам трубы, через викель протягивают не одну грушу, а две-три с постепенно увеличивающимися размерами. Это дает возможность сначала расправить викель и слегка прижать его к стенкам трубы, а затем плотно прижать резину к металлу.
После окончания прикатки викеля его свободный конец обрезают у второго фланца, отбортовывают резину на поверхность фланца и прикатывают ее роликом к металлу. Оставшуюся внутри викеля пасту удаляют влажной тряпкой, которую протаскивают через трубу с помощью лебедки
При гуммировании труб диаметром 400—800 мм применяют надувные воздушные груши. Надувная груша представляет собой резиновый шар, в головной части которого прочно укреплен крючок, к которому прикрепляют трос от лебедки. В противоположной части груши имеется ниппель, а у самых крупных по размеру —краник, через который накачивается в грушу сжатый воздух. Чтобы привести грушу в рабочее состояние, при котором-она принимает форму шара, достаточно внутреннее избыточное давление воздуха в нем довести до 0,5 кгс/см2.
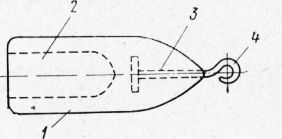
Рис. 4. Резиновая груша для прикатки викеля в трубах:
1 — резина, 2 — полая хвостовая часть, 3 — стальной стержень, 4 — крюк
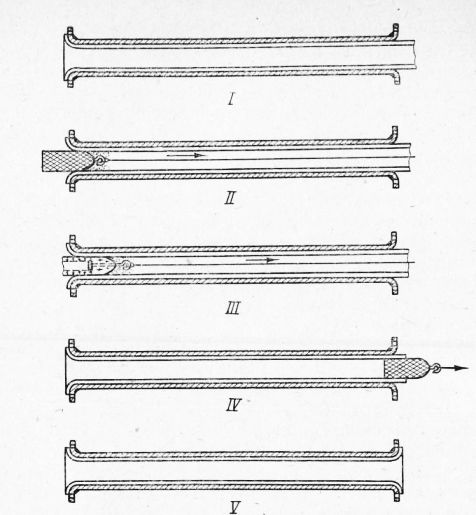
Рис. 5. Схема прикатки викеля в трубах с помощью резиновой груши:
(I—IV — последовательность операций)
Такие надувные груши более эластичны, чем монолитная груша. Благодаря тому что диаметр Груши намного превышает диаметр трубы, сквозь которую их протягивают, викель хорошо прикатывается к металлическим стенкам гуммируемой трубы.
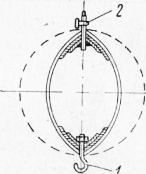
Рис. 6. Надувная груша:
1 — крючок, 2 — ниппель
Прикатка резиновым надувным цилиндром. Этот способ прикатки, как и предыдущий, является одним из наиболее распространенных.
Для прикатки викеля данным способом применяют изготовленный из мягкой резины цилиндр, надуваемый сжатым воздухом. В зависимости от диаметра гуммируемой трубы применяют цилиндры различных размеров. Например, для прикатки викелей в трубах диаметром 40—80 мм используют цилиндр диаметром 35 мм, а в трубах диаметром 100—150 мм — цилиндр диаметром 50—70 мм.
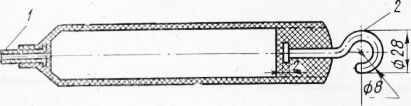
Рис. 7. Резиновый надувной цилиндр для прикатки викеля:
1 — ниппель, 2 — крюк
Применение надувных резиновых цилиндров позволяет упростить прикатку и ограничиться одноразовым протаскиванием снаряда через викель. Во всем остальном техника прикатки викеля надувным резиновым цилиндром не отличается от прикатки резиновой грушей.
Вакуумная прикатка. Для прикатки викелей этим способом требуется специальное оборудование и приспособление, поэтому применяют его сравнительно редко.
Принцип вакуумной прикатки заключается в том, что с помощью вакуумного насоса из пространства между стенками трубы и викеля, а также непосредственно из самого викеля удаляют воздух. После этого в полость викеля подают атмосферный (или лучше сжатый) воз-Дух, который с большой силой прижимает резину к металлу.
Делают это следующим образом. Вставленный в трубу викель с одного конца отбортовывают на фланец, а с другого — свертывают и закрепляют в газонепроницаемую головку. После этого трубу подключают к вакуум-насосу с помощью надетого на один конец трубы металлического колпака и укрепленного на другом конце резинового диска или стальной шайбы.
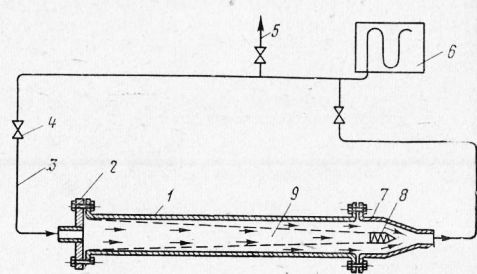
Рис. 8. Вакуумная прикатка викеля в трубе:
1 — труба, 2 — резиновый диск, 3 — резиновый шланг, 4 — вентиль, 5 — линия к вакуум-насосу, 6 — ртутный манометр, 7 — металлический колпак, 8 — головка викеля, 9 — резиновый викель
Время, необходимое для откачки воздуха, смешанного с парами бензина, зависит от мощности вакуумного насоса, а также от длины и диаметра гуммируемой трубы. Например, при гуммировании трубы диаметром 50 мм воздух откачивают воздушно-масляным насосом мощностью 2,5 л. с. в течение 8—10 мин. Поэтому применять вакуумную прикатку при гуммировании труб, имеющих’ большие размеры, невыгодно.
После того как воздух откачают, вентиль на вакуумной линии перекрывают и через штуцер резинового диска во внутреннюю полость викеля впускают атмосферный воздух. Воздух давит на стенки викеля и плотно прижимает их к поверхности металла.
После окончания прикатки с фланцев трубы снимают металлический колпак и резиновый диск. Оставшийся свободный конец викеля отбортовывают на фланец и прикатывают.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Гуммирование труб"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы