Строй-Техника.ру
Строительные машины и оборудование, справочник
Гуммировочные работы в условиях действующих промышленных предприятий, а также на строительно-монтажных площадках выполняют в гуммировочных мастерских. В зависимости от объема и характера выполняемых работ мастерская может располагаться в отдельном помещении или входить в состав комплексного цеха (базы) антикоррозионных покрытий.
Мастерская для производства гуммировочных (и полиизобутиленовых) работ должна иметь общую приточно-вытяжную вентиляцию для удаления паров бензина и других газов, а также местную вентиляцию около дублировочных столов, вулканизационного котла и других мест, где возможно выделение вредных газов.
Гуммировочная мастерская имеет следующие отделения: изолированное помещение для приготовления резиновых клеев — /; отделение гуммирования — II (раскрой, дублирование резины, обкладка аппаратов, вулканизация резиновых обкладок); отделение очистки оборудования металлическим песком — ///; кладовая — IV- отделение контрольно-измерительных приборов (КИП)— V- Если гуммировочная мастерская располагается в отдельном здании, кроме основных производственных помещений, в ней предусматриваются вспомогательные службы: инструментальная, комната мастера и бытовые помещения.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
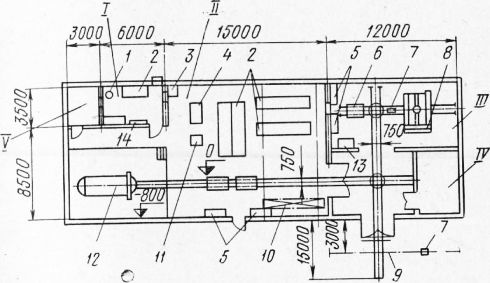
Рис. 1. Схема гуммировочной мастерской:
I — отделение приготовления клея, II — отделение гуммирования, III — отделение очистки’ металлическим песком, IV — кладовая, V — помещение КИП; 1 — бак для приготовления клея, 2— рабочие столы, 3 — ящик для обтирочных материалов, 4 — приспособление для склеивания резины, 5 — стеллажи, 6 — тележка для установки оборудования, 7 — таль электрическая грузоподъемностью 1 т, 8 — камера дробеструйная, 9 — монорельс грузоподъемностью 1 т, 10 — кран-балка грузоподъемностью 1 т. 11 — пирамида для хранения рулонов резины, 12 — вулканизационный котел, 13 — ларь для металлического песка, 14 — шкаф для хранения горючих материалов
Отделение гуммирования. Для раскроя резины на заготовки, промазывания их клеями и дублирования устанавливают дублировочные столы (верстаки) шириной 1200 мм, высотой 800 мм и длиной 4000 мм, изготовленные из металла или дерева, с крышками, обитыми алюминием или оцинкованным железом. Верстаки должны быть заземлены. Это требование вызвано тем, что при работе с резиной на столах создаются условия для искрообразования, которое может вызвать взрыв и пожар в помещении.
Около столов располагают пирамиды для хранения рулонов каландрованной резины или эбонита, которые схематически изображены на рис. 2. Для гуммирования труб устанавливают деревянные козлы высотой 900—1000 мм и станки с зажимными устройствами.
На стеллажах вдоль стен помещения хранят дорны (металлические или пластмассовые трубы), используемые в качестве болванок при изготовлении и вставке викелей (резиновых вкладышей) для гуммирования труб.
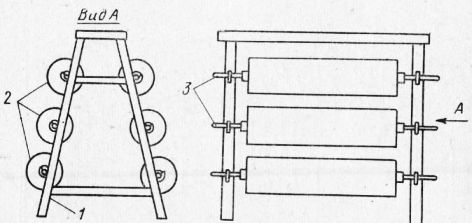
Рис. 2. Пирамида для хранения рулонов резины:
1 — деревянные стойки, 2 — рулоны резины, 3 — металлические стержни
Прикатывают резину при дублировании и наклейке заготовок на металлическую поверхность с помощью различных роликов. Клей наносят малярной кистью. Раскраивают резину сапожными ножами или электроложами вращательного или ударного действия, а фаски с кромок заготовок снимают ножами с электрообогревом. Применение ножей с электрообогревом облегчает и ускоряет резку сырой резины, так как при контакте с нагретым лезвием ножа резина слегка размягчается.
В качестве измерительного инструмента при определении размеров аппаратов и разметке резиновых заготовок используют нутромер, циркули, кронциркули, металлические метры, угольники и линейки.
Для вулканизации резиновых покрытий устанавливают два-три вулканиЗационных котла разных размеров, работающих под давлением пара или воздуха и оборудованных контрольно-измерительными приборами. Вулканизируемую аппаратуру загружают и выгружают с помощью тележки.
Отделение приготовления клеев. Для приготовления резиновых клеев на 1 кг сухой резиновой смеси расходуют: для термопренового клея — 10 кг бензина, для эбонитового клея № 2572 от 8 до 12 кг бензина и для клея № 4508— 10—12 кг бензина. Для приготовления резиновых клеев используют механические клеемешалки. Клее-мешалка имеет форму корыта, внутри которого расположены лопасти для перемешивания клеевой смеси. Сверху клеемешалка закрывается откидной крышкой. Конструкция корпуса клеемешалки позволяет повернуть ее на 90° для выгрузки готового клея.
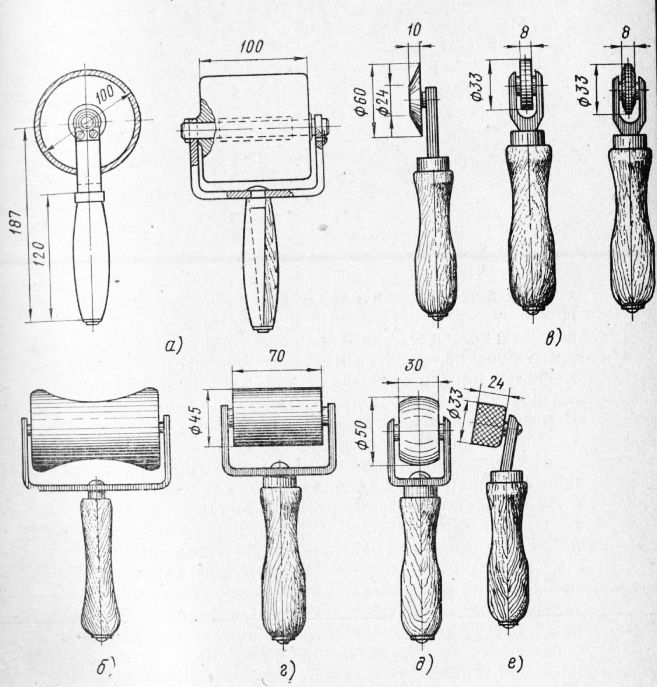
Рис. 3. Ролики для гуммировочных работ:
а — для дублирования резины, б —для прикатки выгнутых поверхностей, в — с зубчатой нарезкой для прикатки швов, г — для прикатки резины к металлу, д и е — для прикатки резины в углах аппаратов

Рис. 4. Нож с электрообогревом
При изготовлении клея в барабан клеемешалки загружают сухой нарезанный кусочками клей и наливают бензин в количестве, составляющем одну четвертую часть всего бензина, предусмотренного рецептом. Затем клее-мешалку плотно закрывают металлической крышкой и загруженные материалы перемешивают в течение 6—8 ч. В разбухшую массу добавляют остальное количество бензина и вновь перемешивают 2—3 ч.
При небольших объемах гуммировочных работ резиновые клеи приготовляют вручную следующим образом. Сухой резиновый клей нарезают на мелкие кусочки и загружают в герметически закрывающийся бачок из оцинкованного железа, туда же заливают бензин (примерно 30—35% от всего количества растворителя, предусмотренного составом клея). Затем содержимое бачка тщательно перемешивают деревянным веслом и оставляют на 12—14 ч для набухания кусочков сухого клея. В образовавшуюся густую желеобразную массу резинового клея добавляют остальное количество растворителя (бензина), и затем хорошо перемешивают до полного растворения набухших кусочков клея.
Готовый резиновый клей процеживают через мелкое сито или марлю, сложенную вчетверо, и разливают в герметически закрывающуюся тару.
Готовые резиновые клеи и органические растворители в пределах суточного запаса хранят в герметически закрытых алюминиевых, оцинкованных или пластмассовых бачках, которые по окончании работ помещают в металлический ящик с закрывающейся крышкой.
Отделение очистки оборудования металлическим песком предназначено для очистки аппаратов перед гуммированием; оно должно быть полностью изолировано от отделения гуммирования, чтобы металлическая поверхность аппаратов и резина не загрязнялась мельчайшей пылью, образующейся в процессе чистки. В этом отделении устанавливают один-два пескоструйных или, что лучше, дробеструйных аппарата, а также паровую плиту для сушки песка и .вибрационное сито для его просеивания.
В гуммировочную мастерскую должны быть подведены линии пара, воды и сжатого воздуха. Освещение мастерской монтируют во взрывобезопаеном исполнении, т. е. выключатели устанавливают снаружи помещения, проводку заключают в стальные газовые трубы, светильники герметизируют — делают газонепроницаемыми.
Рис. 5. Скругление углов при подготовке деталей аппарата к гуммированию
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Гуммировочные мастерские"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы