Строй-Техника.ру
Строительные машины и оборудование, справочник
Ручной инструмент
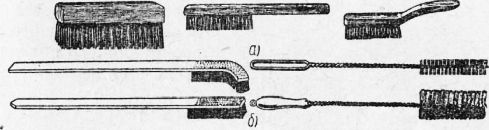
Щетки. При отсутствии механизированного инструмента для очистки старых красок, оставшихся на изделии, и удаления ржавчины пользуются особыми скребками из стали в виде лопаточек. Кроме того, для очистки металла от ржавчины пользуются различными щетками из стальной проволоки или щетками из кардо-ленты. Для очистки сложнофигурных изделий и при работе в труднодоступных местах пользуются специальными щетками с удлиненными ручками или стальными ершами. Облегчает очистку ржавчины употребление стальной ваты или стальной стружки, получаемой в виде отходов при обработке стальных изделий на токарных и фрезерных станках.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Щетки для очистки металла от ржавчины.
Шпатели. Для шпатлевания и так называемой «выправки» пользуются шпателями.
От качества шпателя зависит как производительность труда, так и качество самой работы. Хороший шпатель должен быть изготовлен из фасонной стали и иметь тонкое эластичное лезвие с утолщением у ручки, что исключает возможность поломки и допускает свободное изгибание в рабочей части лезвия шпателя. Можно также изготовлять шпатели из стали, идущей на изготовление поперечных пил. Для мелких местных шпатлевок применяют шпатели, изготовленные из прокатанного сплава пермалоя. Кроме того, применяют шпатели с резиновым наконечником на лезвии.
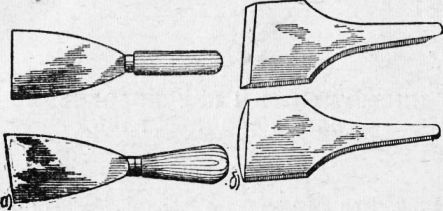
Рис. 2. Шпатели.
Деревянные шпатели изготовляют из плотного мелкослойного дерева, например из бука или
березы. Для предохранения от разрушения, возникающего под действием влаги, шпатель необходимо проолифить горячей олифой, что значительно удлиняет срок его службы. Для предупреждения от коробления лезвие шпателя после работы следует хранить в расщелине между двумя параллельно сбитыми досками. По мере износа шпатель обрезают и, заострив конец, снова пускают в работу. Ширина шпателя зависит от «легкости» шпатлевки, условий поверхности шпатлевания и может достигать 20 см.
Разработаны механические шпатели с полостью (щелью), в которую шпатлевка в процессе ее нанесения подается через шланг с помощью растворо-насоса или компрессора.
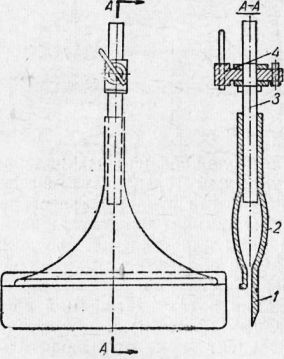
Рис. 3. Схема механического шпателя:
1 — наконечник; 2 — корпус; 3 — трубка; 4 — запорный кран
Кисти. Для окраски поверхностей применяют кисти разных форм и размеров.
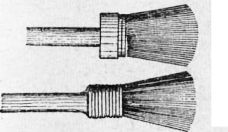
Рис. 4. Маховые кисти.

Рис. 5. Трафаретные (а) и филеночные (б) кисти.
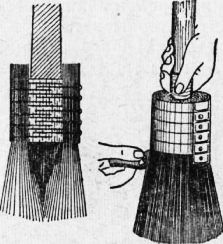
Рис. 6. Кольцевой ручник.
Маховые кисти применяют при окраске больших площадей. Перед употреблением маховые кисти обвязывают крепким шпагатом до 2/3 длины волоса от основания кисти. Подвязанную маховую кисть насаживают на деревянную палку-штырек. Конец штырька предварительно заостряют в виде трехгранной пирамиды, чтобы кисть не вертелась.
Маховые кисти применяют при окрашивании поверхностей без подмостей, так как длина штырька может быть 1 —1,5 м, вес кисти от 200 до 600 г.
Для покрытия мелких поверхностей употребляют небольшие кисти упрощенной формы — трафаретные и филеночные кисти. Более совершенной формой небольших кистей являются кольцевые ручники, т. е. кисти, оправленные в металлическое кольцо, плотно зажатое при помощи пресса. Внутри ручника оставляется пустое пространство, лишь отчасти заполняемое пробкой. Благодаря этому щетина всегда пружинит и получает эластичность, необходимую при работе. Незаполненное пространство внутри кисти является как бы запасным резервуаром для краски, что также облегчает работу мастера. Ручники обычно применяют только для малярных работ: ими окрашивают средние по величине поверхности.
Шеперки — это плоские тонкие кисти разной ширины, изготовляемые из щетины. Шеперками можно прокрашивать места, где обычная кисть не проходит, например щели в сварных конструкциях, щели в изделиях после гибки и др.
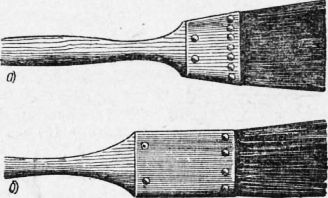
Рис. 7. Специальные кисти:
а — шеперка; б — плоский флеец.
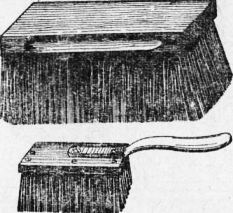
Рис. 8. Щетки торцовые.
Как бы тщательно не производилась окраска все же на поверхности остаются следы от кисти, портящие внешний вид окраски. Поэтому работу, требующую особой тщательности, надо производить под флейц или под торцовку.
Флейцами называют кисти, изготовленные из тонкого, большей частью барсучьего волоса. Флейцы бывают самых разнообразных форм (круглые, плоские) и различных размеров. Хороший флейц должен иметь ровный волос на рабочем конце, быть легким, упругим. Концы волосков у флейца ни в коем случае не должны подстригаться, они должны сохранять свои естественные окончания.
Торцовка представляет собой щетку из твердой хребтовой щетины. Размер верхней доски торцовки от 8 X 18 до 9 X 23 см. Длина волоса 8— 10 см. Употребляются также щетки-торцовки с ручками.
В некоторых случаях кисти изготовляют собственными силами. Для этого предварительно щетину сортируют по длине и складывают в пучки. После этого опускают ее на несколько минут в кипяток, отбеливают щелочными (содой) или мыльными растворами для удаления жира и высушивают. После проведения этих операций щетину вторично сортируют и складывают в пучки по размеру кистей. Снаружи кладут длинную щетину, а внутри — короткую, смешанную с конским волосом. В пучок вставляют деревянный штырь, обвязывают кисть прочным крученым шпагатом и вставляют в стальное кольцо. Витки шпагата должны плотно прижиматься друг к другу. После того как кисть обвязана, ходовой конец шпагата закрепляют у штыря.
При окрасочных работах кисти изнашиваются. В табл. 6 приведены нормы износа кистей при окраске 1 м2 поверхности (в граммах щетины).
Для удлинения срока службы кистей за ними необходим тщательный уход. Новые кисти перед употреблением следут положить на полчаса в воду и затем высушить на воздухе. При длительных перерывах в работе кисти должны быть вымыты. Сначала их промывают в скипидаре, уайт-спирите, керосине или бензине, а после этого в теплой воде с мылом. После промывки кисти необходимо высушивать.
При коротких перерывах в работе кисти опускают в бачки с водой и крепят специальными зажимами. Кисти из беличьего, барсучьего и хорькового волоса отмывают ос краски теплой водой с мылом, так как под действием растворителей волос становится хрупким. Кисти, которыми производилось покрытие фенольно-альдегидными смолами или шеллачными лаками, следует промывать ацетоном или спиртом.
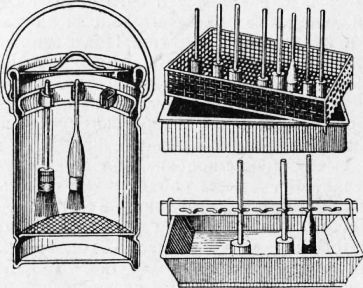
Рис. 9. Приспособления для мытья и хранения кистей.
Вымытые и высушенные кисти должны храниться в вертикальном положении. Засохшие кисти следует отмачивать в керосине или скипидаре. Для этого применяют ведерки с сеткой. При отмачивании краска оседает на дне ведерка. На рис. 52 показаны приспособления для мытья и хранения кистей.
Механизированный инструмент
Валковые краскотерочные машины. Основным типом универсальной краскотерочной машины, пригодной для перетира паст широкого диапазона по концентрации и вязкости, служит трехвалковая краскотерочная машина. Трехвалковые машины выпускаются двух типов с горизонтальным и вертикальным расположением валков. Вертикальные машины более удобны для загрузки, занимают меньшую площадь, но более сложны в изготовлении.
На одно- и двухвалковых машинах перетир пасты осуществляется при прохождении ее в зазоре между валком и перетирочным брусом. Назначение второго валка у двухвалковой машины, помещенного непосредственно в загрузочной воронке, — перемешивание и первичная дезагломерация частиц красочной суспензии, которая затем перетирается под брусом и снимается ножом. Частицы, не разрушенные при прохождении в зазоре между основным и вспомогательным валками и имеющие размерность большую, чем зазор на входе в перетирающий контакт между брусом и основным валком, автоматически возвращаются на повторную обработку между валками. Ту же роль у одновалковых машин могут выполнять перетирающие брусья специальных конструкций.
В настоящее время одним из лучших аппаратов является одновалковая краскотерочная машина с фильтрующим брусом, которая не только перетирает, но и фильтрует краски. Эта машина отфильтровывает из пасты случайно попавшие посторонние примеси или крупные частицы пигмента, не разрушенные при перетире до требуемой степени дисперсности. Благодаря обеспечению высокой степени очистки эти машины полностью заменили центрифуги.
Для выполнения процесса фильтрования на машине устанавливается брус специальной конструкции, образующий с поверхностью валка на всем протяжении прилегания рабочей поверхности бруска к валку зазор постоянной величины. У перетирающих машин поверхности бруса и валка расположены под углом, обращенным вершиной в сторону выхода пасты из зазора. Ширина брусьев 6—30 мм.
Регулирование одно- и двухвалковых машин осуществляется прижимом бруса к валку. Прижим бруса осуществляется при помощи четырех или пяти винтов, закрепленных в держателе бруса. У машин последних образцов осуществлен гидравлический прижим бруса, работающего при постоянном давлении с автоматическим регулированием величины щели между брусом и поверхностью вала в зависимости от вязкости пасты.
Одно- и двухвалковые краскотерочные машины хорошо себя зарекомендовали для перетира тонкодисперсных или мягких пигментов и пригодны для перетира текучих красочных паст.
Одесский завод строительно-отделочных машин выпускает двухвалковую краскотерку модели 0-43. Основным рабочим органом краскотерки являются два смесительных вала, которые вращаются навстречу друг другу и благодаря своей форме не только вращают перемешиваемый материал, но и придают ему движение вдоль оси вала к центру корыта. Разгрузка краскотерки производится опрокидыванием корыта.
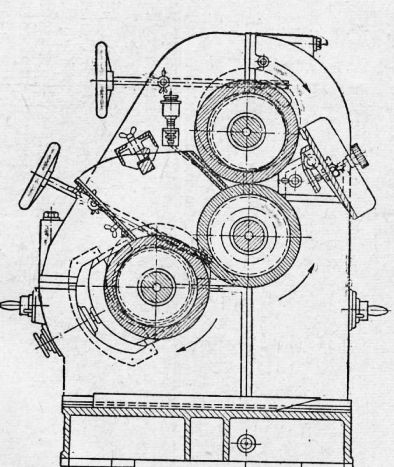
Рис. 10. Вертикальная трехвалковая краскотерочная машина.
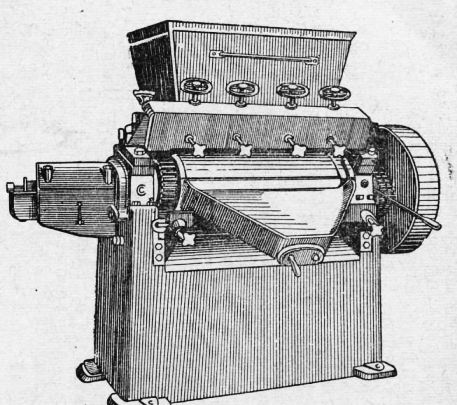
Рис. 11. Одновалковая краскотерочная машина.
Краскомешалки. При разбавлении лакокрасочных материалов до рабочей вязкости важной является операция перемешивания. Перемешивание производится в специальных краскомешалках.
Наиболее употребительные конструкции краскомешалок состоят из бака 1 для загрузки материалов, пропеллерной мешалки 2 для перемешивания, фильтра для очистки готовых материалов и приводного механизма с электромотором 3 для вращения мешалки.
Баки краскомешалок обычно изготовляют емкостью 50—500 л. От емкости бака зависит размер мешалки, мощность электромотора, а также конструкция приводного механизма.
Краскомешалка работает в такой последовательности. После загрузки лакокрасочных материалов и добавления растворителя крышку бака плотно закрывают и пускают в ход мешалку. Через определенный промежуток времени отбирают пробу и контролируют вязкость материалов. Если вязкость выше необходимой, то через отверстие в крышке бака, закрываемое пробкой, добавляют дополнительное количество растворителя и продолжают перемешивание. При достижении нужной вязкости разобщается фрикционная передача и мешалка останавливается. На трубку надевается гибкий шланг и в ,бак подается сжатый воздух, который прогоняет краску через фильтр и кран наружу. После освобождения бака в него загружают новую порцию материалов, и операция в той же последовательности повторяется. Конструкция промежуточного вала позволяет соединить на общий привод несколько краскомешалок, каждая из которых может работать самостоятельно.
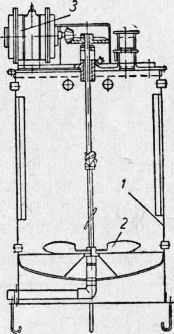
Рис. 12. Схема краскомешалки с верхним приводом.
Такая конструкция краскомешалки очень удобна и при необходимости позволяет размешивать краски различных сортов и различного цвета. При потреблении значительных количеств красок одного сорта и цвета следует использовать краскомешалки с большей емкостью бака.
Приспособления для процеживания. Масляные, глиф-талевые, пентафталевые, меламино-формальдегидньие и другие краски перед употреблением необходимо обязательно процеживать через специальные металлические (латунные) или капроновые сита. С целью экономии латунного сита рекомендуется применять сито со съемной сеткой. Все пигменты должны проходить через сито с 1600 отв/см2, тертые масляные краски — через сито с 3200 отв/см2.
Одесский завод строительно-отделочных машин изготавливает вибросито модели 0-28А, которое работает от эксцентрикового приспособления.
Привод эксцентрикового приспособления осуществляется от электродвигателя. Само вибросито имеет набор сеток, которые устанавливаются в зависимости от тех или иных окрасочных материалов.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Инструменты и приспособления для окрасочных работ"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы