Строй-Техника.ру
Строительные машины и оборудование, справочник
Для окраски изделий или деталей должны применяться лакокрасочные материалы, предусмотренные технологическим процессом и полностью отвечающие требованиям государственных стандартов или технических условий.
Качество лакокрасочных материалов гарантируется заводами-изготовителями и определяется требованиями госта, оста или ТУ. При поступлении материалов, а также перед их употреблением заводские лаборатории производят проверку их качества по предусмотренным стандартным показателям согласно общепринятой методике испытаний.
Лакокрасочные материалы могут быть переданы в производство только в том случае, если они соответствуют техническим требованиям.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Лаборатории принадлежит весьма важная роль в деле контроля качества окраски. Помимо приемных испытаний лакокрасочных материалов, лаборатория производит:
1) контрольные испытания материалов, находящихся работе;
2) составление рабочих рецептур красок и других материалов, требующих перед применением дополнительной подготовки в краскозаготовительном отделении (например, разведение подцветки, доведение до рабочей вязкости и др.);
3) контроль качества подготовительных материалов перед отправкой в цех для работы;
4) проверку законченности отдельных стадий технологического процесса, подготовки поверхности, окончания высыхания перед нанесением следующего слоя окраски или перед шлифованием;
5) проверку толщины готовых лакокрасочных покрытий, глянца, сорности и пр.
Сохранение качества лакокрасочного материала зависит от условий хранения его на складе и от правильности приготовления рабочих растворов (разведение до рабочей вязкости). Лакокрасочные материалы следует хранить в герметически закрытой таре; срок хранения не должен превышать срока, указанного в сертификате. При разведении до рабочей вязкости следует применять растворители, предусмотренные для данного материала.
При проверке лакокрасочных материалов отбирают так называемую среднюю пробу — не менее чем от 10% мест, составляющих партию лака или краски. Перед отбором пробы содержимое каждого места тары тщательно перемешивают (обычно деревянной мешалкой); пробу отбирают стеклянной трубкой или черпаком. Взятую пробу в количестве не менее 2 кг разделяют на две части.
На каждый образец наклеивают этикетку с обозначением названия продукта, завода-изготовителя, номера партии и даты отбора пробы. Одна проба поступает для испытания в ОТК завода, а другая хранится в течение определенного срока на случай проверочных испытаний.
В лаборатории завода определяют также вязкость, кислотность и величину сухого остатка.
Определение вязкости и текучести. Различают вязкость сплава смолы с маслом без растворителя, т. е. лаковой основы, и вязкость лака.
Вязкость лаковой основы оказывает существенное влияние на процесс высыхания пленки. Она зависит от вязкости примененного масла, концентрации смолы и лаковой основы.
Масло, предназначенное для изготовления лаков,, предварительно подвергают полимеризации. В некоторых случаях процесс полимеризации масла ведут после получения лакового сплава. Предварительная полимеризация масел несомненно имеет ряд преимуществ перед последующей полимеризацией, так как при этом избегают длительного теплового воздействия на смолу, что неизбежно связано, с ее потемнением и разложением. Применяя масло с заранее известной вязкостью, легко-регулировать качество получаемой основы.
Под вязкостью готового лака подразумевают вязкость раствора лакового сплава в растворителе. Вязкость готового лака имеет решающее влияние на способ его нанесения. Так, чрезмерно вязкий лак трудно наносить пульверизатором или кистью, так как после высыхания он оставляет штрихи от кисти и дает недостаточна однородную поверхность, с другой стороны, слишком жидкий лак может образовать после нанесения на поверхность затеки.
Для каждого способа нанесения лака необходима стандартная вязкость. Однако и в том случае, когда лак обладает стандартной вязкостью, а лаковая основа не имеет надлежащей вязкости, при высыхании пленки может обнаружиться ряд дефектов. Практически это особенно ощутимо у лаков горячей сушки: лак, имеющий значительную вязкость, но содержащий основу слишком низкой вязкости, может при нагревании во время сушки дать затеки. В толстом слое тощего лака процесс высыхания протекает гладко, между тем как в толстом слое жирного лака, высыхание идет неравномерно. Жирный лак высыхает с поверхности и образует пленку; внутренние слои его высыхают значительно позже, что ведет к появлению неровностей и морщин. По этой причине жирные лаки наносят тонким слоем, а тощие—более толстым.
Вязкость лака зависит от способа его применения. Наиболее жидкие лаки применяют для окраски окунанием, несколько более вязкие лаки — для работы с пульверизатором и наиболее вязкие — при работе кистью.
Другим важным фактором, зависящим от вязкости и поверхностного натяжения лака, является розлив. Чем меньше поверхностное натяжение лака, тем лучше происходит розлив.
Лаки с большой вязкостью разливаются хуже, так как внутренее трение препятствует их быстрому и равномерному растеканию.
Особенно большое значение имеет вязкость у нитро-целлюлозных материалов, так как она существенно влияет на нормы расхода этих материалов. Чем ниже вязкость нитроцеллюлозы, тем концентрированнее можно приготовлять ее раствор. Если лак из высоковязкой нитроцеллюлозы приходится наносить на поверхность детали пять-шесть раз, то из низковязкой нитроцеллюлозы такую же пленку можно получить при двухкратном нанесении. Однако следует учитывать, что при понижении вязкости нитроцеллюлозы вследствие деполимеризации уменьшается прочность и эластичность ее пленок. Последнее обстоятельство определяет возможный предел понижения вязкости. В связи с этим для разных отраслей промышленности выработаны различные нормы вязкости нитроцеллюлозы.
Вязкость определяют при помощи специальных при-боров-вискозиметров. При определении вязкости во внутренний резервуар вискозиметра наливают испытуемый материал и закрывают отверстие сопла. После этого другой рукой одновременно с открыванием отверстия сопла пускают секундомер. Требуемую температуру испытуемого материала (до 20°) получают путем подогрева или в случае необходимости охлаждения водой перед испытанием.
Время истечения (в секундах) испытуемого определенного объема материала через калибровочное сопло вискозиметра при температуре 20° или при температуре, указанной в ТУ, и служит мерой условной вязкости (ГОСТ 8420-57).
Вискозиметр ВЗ-1 с соплом диаметром 2,5 мм предназначен для определения условной вязкости тех лакокрасочных материалов, вязкость которых по этому вискозиметру не выше 150 сек.
Вискозиметр ВЗ-1 с соплом диаметром 5,4 мм предназначен для определения условной вязкости лакокрасочных материалов, вязкость которых по этому вискозиметру не ниже 10 сек, и более вязких лакокрасочных продуктов при температурах, указанных в ТУ.
Вискозиметр ВЗ-4 предназначен для определения условной вязкости лакокрасочных материалов как вновь получаемых от заводов-изготовителей, так и разбавленных до рабочей вязкости при приготовлении красок на месте и выражает время истечения в секундах определенного объема жидкости через калиброванное сопло вискозиметра при температуре 20° или при температуре, указанной в ТУ на лакокрасочные материалы. При помощи вискозиметра ВЗ-4 можно определять условную вязкость тех лакокрасочных материалов, вязкость которых по этому вискозиметру находится в пределах 20—150 сек.
Рис. 1. Вискозиметр ВЗ-4 для определения вязкости лакокрасочных покрытий.
Для определения условной вязкости лакокрасочных материалов густой консистенции (шпатлевок и др.) применяют шариковый вискозиметр;, при этом условной вязкостью называют время прохождения шарика между двумя делениями в стеклянной трубке, нанесенной испытуемым лакокрасочным материалом.
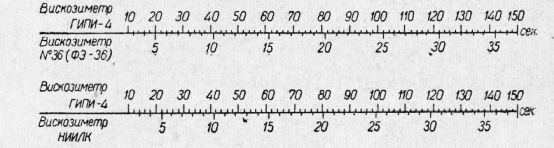
Рис. 2. Номограмма для перевода показателей вязкости.
На рис. 2 приведена номограмма для перевода показателей вязкости вискозиметров различных систем.
От вязкости лакокрасочного материала следует отличать его текучесть. Это неравнозначные свойства, хотя показатель вязкости и характеризует в некоторой степени текучесть материала.
Вязкость — это свойство жидкости оказывать сопротивление перемещению ее частиц под влиянием действующей на них силы. Под показателем текучести понимают консистенцию готовой к употреблению краски такой густоты, при которой она, не стекая быстро с кисти, свободно сходит при нажиме кистью на окрашиваемую поверхность.
Наиболее-простым способом определения текучести будет следующий. На стеклянную пластинку наносят каплю краски и ставят пластинку в вертикальное положение. Если краска стекает по пластинке на 3—4 см, то такая краска считается пригодной для окраски методом распыления. Если краска стекает на 10—20 см, то ее состав требует корректирования путем введения соответствующего загустителя.
Определение кислотности. Растворители, разбавители, пластификаторы или мягчители не должны содержать в своем составе свободные кислоты. Определение кислотности является важным фактором определения
качества лакокрасочных материалов. Определение количества свободных кислот производят методом титрования и выражают в количестве миллиграммов едкой щелочи (КОН), которое идет на нейтрализацию свободных кислот в 1 г исследуемого вещества. Для смывок и растворителей кислотность определяют следующим образом.
В эрленмейеровскую колбу вливают пипеткой 10 мл испытуемой жидкости и 20 мл свеженейтрализованного этилового спирта. Смесь титруют 0,4 н. спиртовым раствором КОН в присутствии индикатора (фенолфталеина) до появления неисчезающего в продолжении 20 сек розового окрашивания.
Определение укрывистости (ГОСТ 8784-58). Укры-вистостью называют способность краски при равномерном нанесении ее на одноцветную поверхность делать невидимым цвет последней или в случае нанесения на черно-белую подложку уменьшать контрастность между черной и белой поверхностями до исчезновения разницы между ними.
Коэффициентами контрастности называется соотношение коэффициентов отражения света, диффузно рассеянных черной и белой поверхностями окрашенной или неокрашенной подложки. Поверхность считают укрытой, если коэффициент контрастности равен или больше 0,98. Количество укрывистости выражают в граммах краски, необходимой для того, чтобы сделать невидимым цвет закрываемой поверхности площадью в 1 м2, или в граммах краски, наносимой на площадь в 1 м2, до достижения коэффициента контрастности 0,98 (при нанесении на черно-белую подложку).
Определять укрывистость можно при помощи стеклянной пластинки. Для этого на бесцветную стеклянную пластинку размером 100X300 мм и толщиной 2 — 2,5 мм наносят на равном расстоянии друг от друга три цветные полосы (белую и две черных) шириной по 15 мм, причем белая полоса располагается между двумя черными. Полосы наносят масляными красками (цинковые белила и черная сажа газовая). Нанесение производят до тех пор, пока у пластинки, положенной на лист белой бумаги, перестанут просвечивать в отраженном свете полосы. По разности результатов взвешивания стекла до покраски с нанесенным слоем определяют вес испытуемой краски, пошедшей на укрывание пластинки. Взвешивание производят с точностью до 0,01 г.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Контроль качества лакокрасочных материалов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы