Строй-Техника.ру
Строительные машины и оборудование, справочник
Аппараты цилиндрической формы (мерники, дозаторы, напорные бачки) изготовляют путем сварки отдельных заранее изготовленных частей: корпуса, днища, крышки и др. На рис. 1 приведена в качестве примера схема сварки отдельных заготовок винипластового мерника цилиндрической формы со штуцерами в различных частях аппарата.
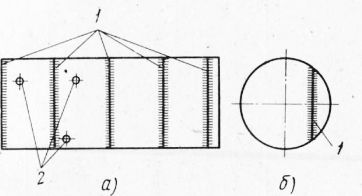
Рис. 1. Схема сварки заготовок мерника цилиндрической формы:
а — обечайка, б — дно; 1 — сварные швы, 2 — штуцера
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При изготовлении аппаратов значительной высоты сначала сваривают каждую царгу (кольцо цилиндрического корпуса аппарата) отдельно, а затем соединяют их между собой горизонтальными швами в единое целое. Профиль и форму сварного шва при изготовлении обечайки выбирают в зависимости от толщины винипластового листа и условий эксплуатации аппарата. Если днище аппарата плоское., то его приваривают к обечайке валиковым или угловым швом. При сферической форме днища приварку ведут встык. В зависимости от конструкции аппарата крышку присоединяют к обечайке сваркой или на фланцах; в последнем случае на верхний конец цилиндрической части аппарата приваривают по периметру фланец. Перед приваркой фланцев в них просверливают все необходимые болтовые отверстия.
Аппараты прямоугольной формы (электролизные и гальванические ванны, бункера, сборники) изготовляют также сваркой отдельных винипластовых заготовок, которые предварительно вырезают по заданному размеру. На рис. 2 показан раскрой заготовки для гальванической ванны.
Стенки прямоугольной аппаратуры сваривают швами Х-образного и У-образного профилей. Если сварной шов проходит по месту соединения кромок листа под прямым углом, применяют угловой шов, усиленный дополнительно вваркой прутков с внутренней стороны аппарата.
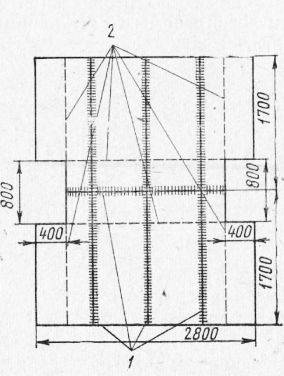
Рис. 2. Раскрой винипласта для изготовления гальванической ванны:
1 — сварные швы, 2 — линии изгиба
При сборке крупных деталей и аппаратов сварка винипласта прихватками (несплошным, прерывистым швом) в отличие от сварки металлической аппаратуры, не допускается. Если все же нельзя избежать прихваток, то в процессе последующей сварки уложенные прутки следует еще раз расплавить по краям струей горячего воздуха и доварить имеющиеся разрывы в сварном шее. Вместо прихваток рекомендуется применять временные болтовые крепления до тех пор, пока не будет уложен первый слой шва.
Для упрочнения швов на них наклеивают или приваривают дополнительные полосы винипласта. Чтобы усилить жесткость верхних кромок стенок аппарата, к ним по периметру приваривают винипластовые сварные или стандартные уголки шириной 50—60 им и толщиной 10—12 мм. В нижних углах прямоугольных аппаратов, где происходит пересечение сварных швов, для повышения их плотности приваривают специальные накладные уголки, которые изготовляют отдельно методом выдавливания из винипластового листа толщиной 5 мм. Прочность штуцера повышают, приваривая усилительное кольцо.
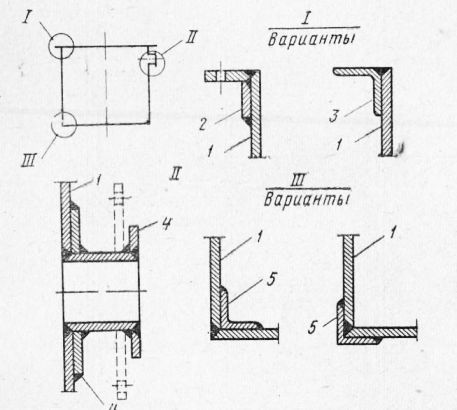
Рис. 3. Усиление швов винипласта:
1 — корпус аппарата, 2 — сварной уголок, 3 и 5 —стандартные уголки, 4 — усилительное кольцо
Чтобы увеличить механическую прочность аппаратов, изготовленных из винипласта, их помещают -в специальные металлические (из уголков железа) каркасы. В некоторых случаях ограждающие каркасы делают из дерева. При вставке винипластового аппарата в каркасе между стенками оставляют зазор размером 50—60 мм, в который вводят распорные деревянные рейки.
Крупногабаритная аппаратура из винипласта имеет некоторые особенности изготовления, которые можно проследить, ознакомившись с технологией изготовления увлажнительной башни.
Башня представляет собой полый цилиндр с крышкой. Изготовляют ее из листового винипласта толщиной 15 мм. Сначала на стенде в мастерской собирают в кондукторе из отдельных заготовок царги корпуса башни высотой по 1100 мм каждая. Заготовки сваривают наружным и внутренним швами. После этого на основание башни, состоящее из металлических швеллеров и стального листа, укладывают предварительно изготовленное из винипласта днище. На днище размечают и центрируют положение нижней царги. В царгу вставляют шаблон, к которому крепят стенки винипластовой царги с помощью струбцин.
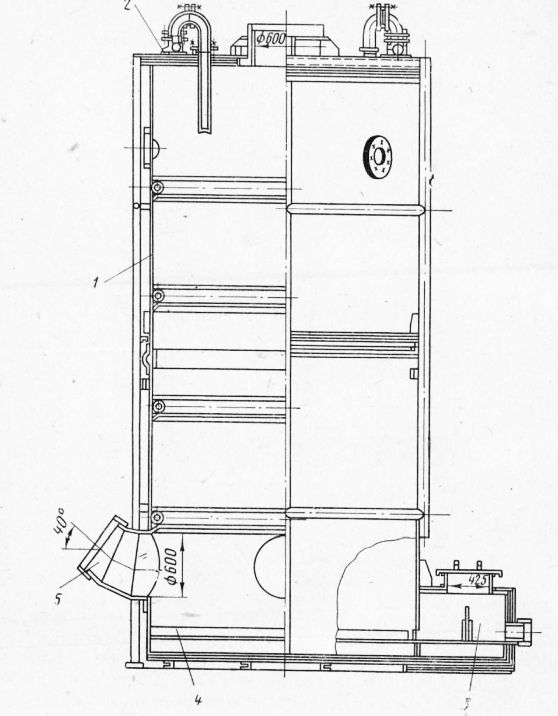
Рис. 4. Увлажнительная башня из винипласта:
1 — корпус, 2— крышка, 3 — кислотная коробка, 4 — днище, 5—газоход
После этого царгу поднимают краном и опускают на подготовленное днище, а затем посредством направляющих стоек устанавливают в проектное положение. Установленную царгу приваривают к днищу сначала снаружи, а затем (после снятия шаблона) — изнутри.
Для монтажа последующих царг, крышки и других деталей башни внутри и снаружи ее устанавливают леса, причем наружные леса устанавливают на всю высоту башни, а внутренние — на высоту только одной царги. К смонтированной царге приваривают с двух сторон направляющие винипластовые планки и с помощью этих планок устанавливают все остальные царги.
После окончания монтажа корпуса башни монтируют заранее изготовленные в мастерских крышку, оросительное устройство и газоходы. Чтобы увеличить жесткость аппарата, внутри корпуса 1 по окружности через каждые 1000 мм по высоте приваривают ребра жесткости из винипластовых труб диаметром 150 мм. Чтобы предотвратить деформации стенок башни от теплового расширения в процессе эксплуатации, по высоте аппарата устанавливают компенсаторы из поливинилхлоридного пластиката.
Тепловой дугообразный компенсатор из мягкого поливинилхлорида шириной 130 мм приваривают с внутренней стороны башни по всему ее периметру в местах соединения царг между собой на соприкасающиеся (непроваренные) их кромки. С наружной стороны башни в этих местах на одну из царг (опорную) приваривают накладку из листового винипласта толщиной 15 мм.
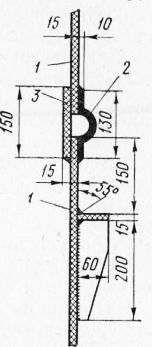
Рис. 5. Компенсатор теплового расширения башни на высоте:
1 — корпус башни, 2 — компенсатор, 3 — накладка
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление аппаратуры из винипласта"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы