Строй-Техника.ру
Строительные машины и оборудование, справочник
В якорях машин мощностью более 20—30 кВт (в некоторых сериях более 12—15 кВт) применяют обмотку из прямоугольного провода. Ее укладывают в прямоугольные пазы якоря. Положение каждого проводника в пазу определено заранее. Проводники одной секции расположены друг над другом, а стороны разных секций в пазу — одна рядом с другой.
Намотка катушек производится на шаблонах, по своей конструкции аналогичных шаблонам для намотки катушек обмотки статора из прямоугольного провода. Чтобы проводники в катушке плотно прилегали друг к другу, на шаблон должны одновременно укладываться витки всех секций, составляющих одну катушку. Так, если катушка состоит из трех или четырех секций, то наматывают одновременно провода с трех или соответственно с четырех бухт. Во время намотки обмоточные провода необходимо подправлять и подбивать молотком, ударяя им через прокладку, особенно осторожно на закруглениях шаблона. Подбивать нужно одновременно провода всех секций, поэтому ширина прокладки должна быть равна ширине желоба шаблона.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
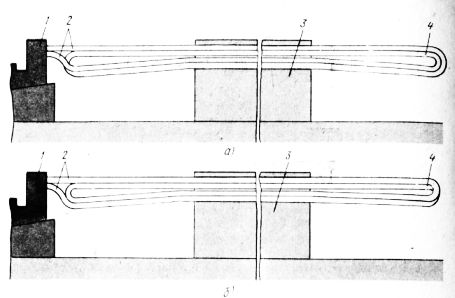
Рис. 1. Расположение выводных концов двухвитковых секций обмотки якоря:
а — с одинарной головкой, б с двойной головкой; 1 — пластины коллектора, 2— выводные концы секций, 3 — якорь, 4 — головки секций
Шаблон для намотки устанавливают на шпинделе намоточного станка, обеспечивающего медленное вращение шаблона с большим усилием. Станок снабжен тормозом для мгновенной остановки шпинделя в любом положении. Секции обмотки из прямоугольного провода обычно состоят из одного, двух и реже трех витков. Выводные концы двух- и трехвитковых секций, намотанных обычным способом — с одинарной головкой, после укладки в пазы располагаются один в верхней части паза, а другой — в верху нижнего слоя обмотки, т. е. в средней по высоте части паза. Это затрудняет их соединение с коллектором, так как выводной конец, выходящий из средней части паза, надо дополнительно изгибать, чтобы подвести его к коллекторной пластине и пропускать между другими проводниками в лобовых частях. Чтобы упростить процесс соединения с коллектором, секции с двумя и с большим числом витков наматывают таким образом, чтобы один выводной конец оказался в верхней части паза, а другой — в нижней. Для этого провода в головке катушки со стороны, противоположной коллектору, перекрещивают. Витки в этих головках располагаются рядом друг с другом, образуя как бы двойную головку, и такие секции называют секциями с двойной головкой. Перекрещивание проводов выполняют при намотке на шаблоне. В местах перехода проводников из одного ряда в другой устанавливают дополнительную изоляцию, что является значительно более надежным, чем с перекрещиванием проводников лобовых частей.
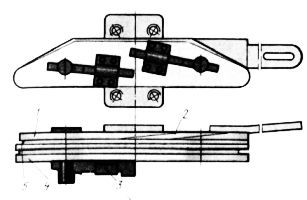
Рис. 2. Шаблон для намотки катушек с двойной головкой:
1 — задняя щека, 2 — наклонный паз, 3 — скобы для зажимных клиньев, 4 — передняя щека, 5 — средняя перегородка
Для намотки катушек с двойной головкой пользуются специальными шаблонами. Они отличаются от обычных шаблонов тем, что с одной стороны имеют один желоб для укладки головки катушки, а с другой — два. Первый виток наматывается как обычно на сердечник шаблона. При намотке второго витка провод по наклонно прорезанному пазу переходит на другую головку, после чего опять по такому же пазу возвращается в желоб шаблона и накладывается на провод первого витка. В местах перехода провода ко второй головке устанавливают дополнительную изоляцию. Каждая головка катушки сначала изолируется отдельно, потом между ними устанавливают изоляционные прокладки и обе головки вместе оплетают ленточным изоляционным материалом. В двухвитковых секциях двойная юловка получается ровной. При трех витках в секции вторая юловка образуется только у последнего витка и лобовая часть становится несимметричной. Из-за того что ширина катушек с двойной головкой больше, чем обычных, они не могут поместиться на обмоткодержателях якорей малых диаметров. Катушки с двойной головкой применяют в якорях с диаметром более 100 мм.
В двух- и трехвитковых секциях устанавливают прокладки между витками. В машинах мощностью более 100 кВт для уве-личения надежности средние секции паза изолируют лентой. Так например, если в катушке содержится три секции, то средняя секция изолируется лентой по всему периметру и в пазовой, и в лобовой частях вполнахлеста. При нагревостойкости классов В и F для изоляции секции применяют стеклянную ленту ЛЭС толщиной 0,1 мм, при изоляции класса Н — ленту из полиамидной пленки ПМ толщиной 0,05 мм.
Перед тем как снять намотанные катушки с шаблона, все проводники в пазовой и лобовой частях скрепляют лентой. После этого заготовки поступают на прессовку пазовых частей и на растяжку. Все секции, составляющие одну катушку, опрессовыва-ются и растягиваются одновременно. Растяжные станки имеют такую же конструкцию, как и для катушек статоров машин переменного тока. Катушки растягивают до нужной ширины и одновременно их пазовым сторонам придают необходимый взаимный наклон, соответствующий положению катушек в пазах якоря, так же, как это делалось для жестких катушек обмотки статоров. Окончательную форму катушки получат после изгибания их лобовых частей на гибочных приспособлениях. Катушки располагаются так, чтобы их лобовые части входили в желоба приспособления, один из которых предназначен для верхней стороны катушки, а другой — для нижней. Фигурный пуансон гибочного приспособления входит в желоба и изгибает одновременно обе лобовые части катушки. Готовая катушка поступает на изолировочный участок.
Корпусная изоляция катушек может быть гильзовая или непрерывная в зависимости от мощности машины, напряжения и типа обмотки. Гильзовая изоляция обмоток с небольшой длиной пазовой части в машинах на напряжение до 600 В делается мягкой, незалеченной. Мягкую гильзу изготовляют из гибкого листового материала. В зависимости от класса нагревостойкости изоляции применяют гибкий миканит, гибкий стекломиканит или слюдопласт.
Технологический процесс изготовления гильзовой изоляции такой же, как и для жестких катушек обмотки статоров машин переменного тока.
При непрерывной изоляции и пазовую и лобовую части катушки изолируют ленточным материалом в несколько слоев вполнахлеста. Для изоляции используют стекломикаленты или стек-лослюдинитопластовые ленты для класса изоляции В и полиамидную пленку ПМ для классов изоляции F и Н. Для защиты от механических повреждений на слои основной изоляции накладывают один слой вполнахлеста или впритык стеклянной ленты или для классов изоляции F и Н — фениловой бумаги.
Обмотку якоря после укладки пропитывают лаками МЛ-92 и МГМ-8 при классах нагревостойкости изоляции В и F или кремнийорганическими лаками КО-916к при классе Н.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление катушек якоря из прямоугольного провода"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы