Строй-Техника.ру
Строительные машины и оборудование, справочник
Одновитковыми называют обмотки якорей, имеющие один виток в секции. В большинстве машин секции одновитковой обмотки выполняются цельными, но могут быть образованы двумя стержнями, которые соединяются между собой в головках на противоположной от коллектора стороне после укладки обмотки в пазы якоря. Обмотку наматывают из обмоточного провода большого поперечного сечения. В пазу якоря проводники секций располагаются своей широкой стороной параллельно боковым сторонам паза, поэтому в головках их необходимо выгибать на ребро. Причем изгибают одновременно все секции, из которых состоит одна катушка, иначе они не будут плотно прилегать друг к другу по всей длине пазовых и лобовых частей. Изгиб на ребро сразу нескольких проводников требует значительно больших усилий, чем изгиб на широкую сторону, поэтому изгибание цельных секций стержневой обмотки производится в два приема. Сначала на гибочных станках выгибают только головки секций.
Проводники секций, составляющих одну катушку, закладываются плашмя в паз между оправкой и подвижной планкой. Торцы проводников упираются в передвижной упор, положение которого регулируется в зависимости от их длины. Оправка имеет округленную поверхность с радиусом, равным радиусу закругления головки секции. Подвижная планка соединена с горизонтально расположенным пневматическим цилиндром. Проводники после установки в станок прижимаются ко дну паза верхней плитой с помощью винта. В цилиндр подается сжатый воздух, и подвижная планка зажимает все проводники с боковой поверхности. Для изгиба проводников включают электродвигатель, который через систему червячных передач поворачивает вал и шестерню с выступающим роликом. Ролик упирается в поворотный клин, изгибает пакет проводов вокруг оправки 10 на 180°. Так как пазовая прямолинейная часть проводов зажата плитами в вертикальной и горизонтальной плоскостях, а в месте изгиба проводники находятся между верхней и нижней плитой, то головки изгибаются строго на ребро без перекоса.
Лобовые части секций изгибаются и формуются на других побочных приспособлениях. Выгибают одновременно проводники всех секций, образующих одну катушку, так же, как и при изгибании головок. Приспособление имеет цилиндрическую поверхность с радиусом, равным радиусу якоря. Сменные планки подбирают по размерам пазовой и лобовых частей секции. Головки всех секций устанавливаются в паз между планками и зажимаются эксцентриками. Ударами деревянного молотка формуется лобовая часть — участок АВ. Весь пакет проводников вручную изгибается и устанавливается вдоль планки 8 — участок ВС (пазовая часть). Далее отгибается вторая лобовая часть — участок CD. Она формуется и зажимается одновременно с пазовой частью при повороте эксцентрика. Последними отгибаются и выравниваются концы секций — участок DE. На описанном приспособлении можно изгибать и формовать верхние стержни обмотки. Нижние стержни или вторую половину цельных одновитковых секций изгибают и формуют на другом таком же приспособлении с несколько измененными размерами лобовых частей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
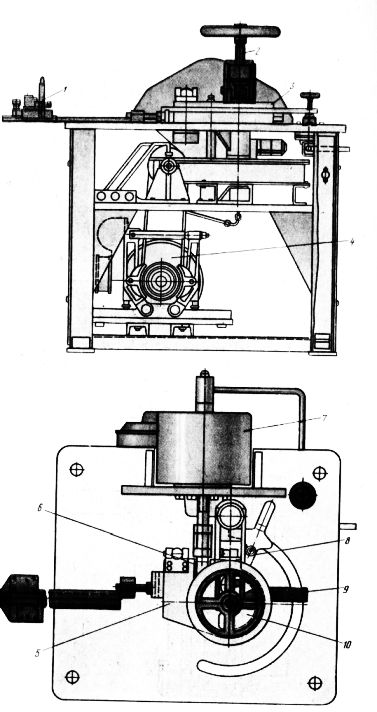
Рис. 1. Станок для выгибания головок одновитковых катушек
Для изготовления одновитковых обмоток применяют прямоугольный изолированный медный провод ПСД (при классах нагревостойкости изоляции В и F) или ПСДК (при классе нагревостойкости Н). Секции, находящиеся в середине катушки, для повышения надежности через одну дополнительно изолируют одним слоем непрерывной изоляции вполнахлеста.
Пазовая изоляция выполняется либо мягкой гильзой из гибкого миканита, либо непрерывной изоляцией из стеклослюдо-пластовой ленты или полиамидной пленки, намотанной вполнахлеста в несколько слоев. Изоляция лобовых частей всегда непрерывная из ленточного материала соответствующего класса нагревостойкости.
В якорях некоторых машин высота проводников в пазу по расчету должна быть большой. Ток в обмотке якоря переменный и при большой высоте проводников в них проявится эффект вытеснения тока, что приведет к увеличению потерь в обмотке. Чтобы избежать этих потерь, когда высота проводников превышает определенную для данной частоты тока якоря критическую высоту, проводники разделяют по высоте на два, и каждую пару проводников в лобовых частях соединяют параллельно. В этом случае технологический процесс изготовления обмотки усложняется, так как в гибочные приспособления необходимо закладывать одновременно все проводники, образующие секцию или стержень обмотки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Особенности изготовления одновитковых обмоток якоря"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы