Строй-Техника.ру
Строительные машины и оборудование, справочник
Фасонные части изготовляют в соответствии с действующей нормалью A3-187. Наиболее распространенными фасонными частями в системах вентиляции являются отводы, тройники и крестовины.
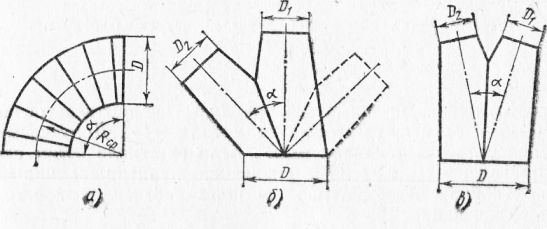
Рис. 1. Фасонные части круглых воздуховодов:
а — отвод, б — нормализованный тройник, или крестовина, в тройник штанообразный
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Отвод круглого сечения состоит из пяти или менее звеньев (внутренние части отвода) и двух стаканов (крайние части отвода). Наружная грань отвода называется затылком, внутренняя меньшая грань — шейкой.
Каждый отвод имеет диаметр D, радиус кривизны Rcр, определенное число звеньев и угол а. Диаметр отвода должен быть равен диаметру воздуховода, к которому он присоединяется.
Радиус кривизны Rср принимается; для систем вентиляции 1,5 D, для систем аспирации 2D. Угол а равен или менее 90°.
По форме тройники круглого сечения бывают нормализованными и штанообразными. У нормализованного тройника круглого сечения одна часть — ствол — является продолжением линии воздуховода и ось ствола перпендикулярна основанию тройника; другая часть тройника — ответвление — отклонена от ствола под углом а.
У штанообразного тройника обе части отклонены от оси воздуховода.
Основными размерами, определяющими конструкцию тройников, являются диаметр нижнего основания D, диаметр ствола D, диаметр ответвления D2, высота тройника и угол а между осью ствола и ответвления.
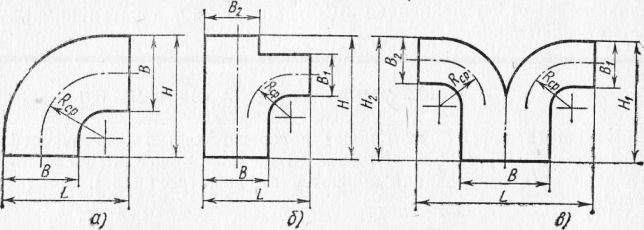
Рис. 2. Фасонные части прямоугольных воздуховодов:
а — отвод, б — нормализованный тройник, е — тройник штанообразный
Угол а должен приниматься при диаметре нижнего основания до 630 мм —30° и при больших диаметрах — 45°. Допускаемое-отклонение угла а в пределах ±1,5°. Если от ствола будет сделано два ответвления, то такая фасонная часть называется нормализованной крестовиной круглого сечения.
Отвод прямоугольного сечения показан на рис. 2, а. Размеры сторон В должны соответствовать размерам сторон воздуховодов, приведенных в нормали АЗ-187. Радиус кривизны Rcp необходимо принимать равным ширине отвода В. Размер Н равен размеру L.
Тройники прямоугольного сечения бывают нормализованными и штанообразными. Для разметки заготовок при изготовлении тройников ширину В нижнего основания боковой стенки ствола, ширину В2 верхнего основания боковой стенки, ширину В верхнего основания боковой стенки ответвления, высоту Н тройника и размер L определяют по формулам.
Радиус кривизны RcР применяют равным ширине отвода Изготовление фасонных частей как круглого, так и прямоугольного сечений, начинают с разметки заготовок. Наиболее сложной является разметка заготовок тройников и крестовин. На листе металла, выполнив сложные геометрические построения, отмечают чертилкой контур заготовки. Но такой метод разметки применяют редко. Более просто выполнить разметку заготовки универсальными шаблонами.
Универсальный шаблон — это металлический лист сложной конфигурации, на котором нанесены цифровые размеры, определяющие все возможные комбинации ответвлений при заданном стволе тройника или крестовины. По шаблонам, изготовленным в натуральную величину, размечают стандартные тройники и крестовины. При массовом производстве фасонных частей шаблон необходимо укладывать таким образом, чтобы расход металла был минимальным.
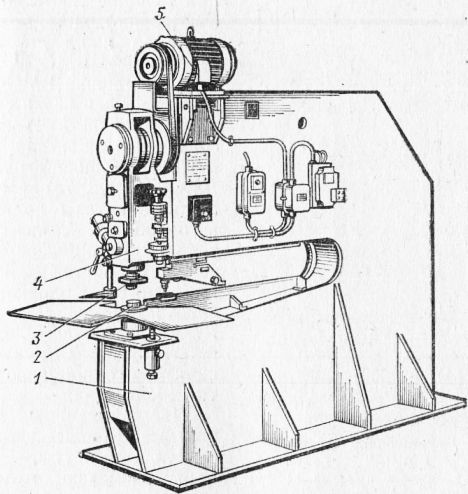
Рис. 3. Высечной механизм ВМС-106:
1 — станина, 2 — неподвижный нож, 3 — подвижный нож, 4 — рабочая головка, 5 — электродвигатель
Для резки размеченного металла толщиной до 4 мм по наружным и внутренним контурам используют высечной механизм ВМС-106, СТД-4 или ручные виброножницы,
Высечной механизм ВМС-106 состоит из станины, рабочей головки, электродвигателя, неподвижных и подвижных ножей. На нижнем конце штока закреплен подвижный нож. Нижние неподвижные ножи закреплены на нижней части станины. Положив лист металла на стол и включив механизм, рабочий, передвигая лист в нужном направлении, производит резку по заранее размеченному на металле контуру с помощью неподвижного и подвижного ножей, последний совершает возвратно-поступательные движения по вертикали.
Механизм СТД-4 предназначен для резки заготовок по фотокопии. Этот механизм работает следующим образом. С одной стороны механизма укладывают чертеж, а с другой — металлический лист или картину. Фотокопир следящим устройством передает детали чертежа на лист металла, на котором микроплазменной резкой вырезают точную копию заготовки.
Отводы круглого сечения при толщине листа до 1,25 мм изготовляют на механизмах ВМС-76А н на двусторонней зигмашине ВМС-78. Кроме того, зигмашина ВМС-78 предназначена для резки сегментов с подготовкой их концов для соединения на зигах.
Двусторонняя зигмашина ВМС-78 состоит из литого корпуса, правого и левого хоботов, электродвигателя и пневмоприводов. В нижней части хоботов расположены приводные, а в верхней части хоботов — прижимные 4 валы. На концах валов закреплены рабочие ролики. Управляют механизмом с помощью пневматической педали.
На зигмашине ВМС-78 круглые отводы изготовляют следующим образом. Готовую царгу размечают мелом с помощью копир-шаблона в соответствии с нормалями. Затем на механизме роликами отрезают звенья с одновременным образованием валика жесткости. После того как будет нарезано необходимое количество звеньев, их соединяют на этом же механизме с образованием и уплотнением зигов. При изготовлении сварных отводов нарезанные на механизме звенья и стаканы, соединяют с помощью электросварки.
Отводы, тройники и крестовины прямоугольного сечения изготовляют из отдельных картин, соединяемых угловым защелочным фальцем на механизме СТД-13. Плоскую заготовку картины пропускают через первую пару роликов, после чего заготовка с уже отогнутой кромкой проходит через вторую пару роликов, которые делают «просечку». Управляют механизмом с помощью выносной педали.

Рис. 4. Двусторонняя зигмашина ВМС-78:
1 — корпус, 2 — правый и левый хоботы, 3 — вал приводной, 4 — вал прижийный
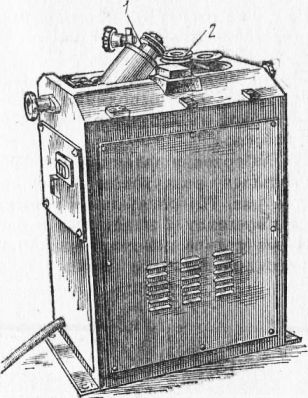
Рис. 5. Механизм для отгиба прямолинейных кромок ВМС-53А:
1 — наклонные ролики, 2 — центральные ролики
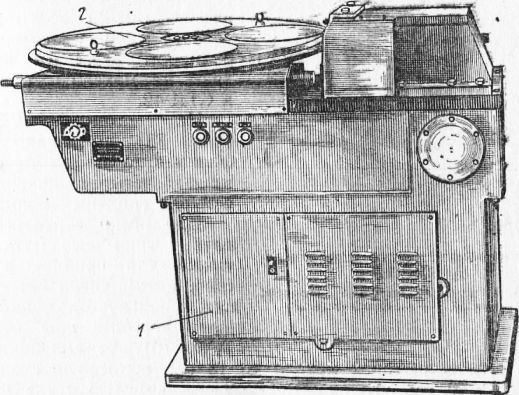
Рис. 6. Механизм для изготовления круглых фланцев СТД-42:
1 — станина с червячным приводом, 2 — сменный шаблон
На шейке и затылке заготовки отвода на механизме СТД-16 выполняют сложные фальцы. После изготовления заготовок на механизмах СТД-13 и СТД-16 из них собирают вручную отвод.
Забортовку фланцев на фасонных частях круглых и прямоугольных воздуховодов осуществляют на механизме ВМС-58 следующим образом. Фасонные части устанавливают на площадку механизма и зажимают формующими роликами. В результате поворота детали происходит забортовка края листа фасонной части на зеркало фланца и закрепление фланца.
Для отгиба прямолинейных кромок на плоских металлических заготовках применяют механизм ВМС-53А. Отгиб кромок осуществляют последовательно, пропуская заготовки между наклонными и центральными роликами, за две операции: сначала отгибают кромки на 90°, а затем — на 135°.
Фланцы из угловой стали размером от 25X25X3 до 36X Х36Х4 мм и полосовой стали размером 25X4 мм изготовляют на механизмах ВМС-94 и СТД-42.
На механизме СТД-42 выполняют гибку фланцев по шаблонам с помощью четырех приводных и четырех гибочных роликов.
Для резки сортового проката и листового металла, а также для пробивки отверстий, в том числе и во фланцах, используют комбинированные пресс-ножницы ВМС-107. Этими ножницами можно резать листовой металл до 13 мм, полосовую сталь размером 20X40 мм, уголок 90×90×9 мм, круглую сталь диаметром 40 мм и швеллер до №12. Комбинированные пресс-ножницы могут работать на непрерывном и одиночном режимах.
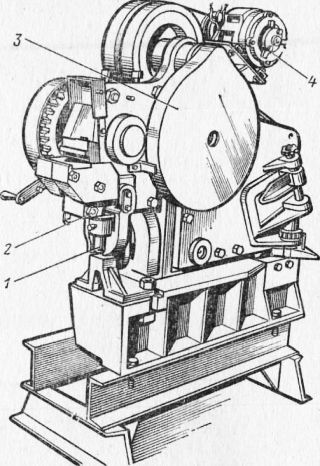
Рис. 7. Комбинированные пресс-ножницы ВМС-107
1 — режущий нож, 2 — кулисный механизм, 3 — редуктор, 4 — электродвигатель
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление металлических фасонных частей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы