Строй-Техника.ру
Строительные машины и оборудование, справочник
При заданном химическом составе стали ее износостойкость в принятых условиях испытания, т. е. при трении качения с проскальзыванием, определяется структурным состоянием, в связи с чем твердость может однозначно и довольно точно характеризовать поведение материала при изнашивании С увеличением дисперсности структуры и содержания карбидов сопротивление материалов абразивному воздействию увеличивается (если по условиям изнашивания возможно хрупкое разрушение материала, то должны быть определенные ограничения в количестве карбидов и легировании мартенсита).
С этих позиций ясно, что износостойкость сталей должна повышаться с увеличением содержания углерода и карбидообразу-ющих элементов (Сг, W, V, Ti и др.). Опыты, проведенные в описанных выше условиях на машине Амслера, показали, что изменение содержания хрома, марганца и никеля в пределах, характерных. для конструкционных среднелегированных сталей, не оказывает существенного влияния на износостойкость материалов. Наиболее сильно влияет на сопротивление абразивному воздействию содержание в стали углерода.
Влияние количества углерода в стали на ее износостойкость исследовалось на цементированных образцах из стали 18ХГТ (С-0,2%; Мп —0,94%; Сг—1,17%; Si —0,28%; Ti —0,13%).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Цементации подвергали образцы с различными диаметрами (от 40,2 до 44,6 мм), с изменением через каждые 0,2 мм. После цементации и охлаждения вместе с печью все образцы обтачивались до диаметра 40 мм. В результате этого на поверхность образцов были выведены различные зоны цементированного слоя (через каждые 0,2 мм) с соответственно различающейся концентрацией углерода, которая определялась послойным химическим анализом.
Микроструктура исходного цементированного слоя во всех образцах представляла собой мелкоигольчатый мартенсит с мелкими избыточными карбидами, количество которых уменьшалось по мере изменения глубины слоя.
После получения заданного размера образцов производили закалку их с 820° в масле и отпуск при 180°.
Цементированные образцы испытывались в паре с верхними образцами из стали У12, закаленными до твердости 370 и 750 кГ/мм2. Сталь У12 была выбрана как наиболее близкая по составу к цементированному слою, но без специфичного для него непостоянства состава по глубине.
Условия испытаний и их методика были такими же, как и в ранее описанных опытах. Степень проскальзывания была постоянной и равной 10%.
Результирующие кривые изменения износостойкости образцов по мере снятия цементированного слоя даны на рис. 1. Кривая для сопряжения с роликами из стали У12 с твердостью 750 кГ1мм2\ кривая для сопряжения с роликами твердостью 370 кГ/мм2. Линии дают соответствующие изменения твердости и концентрации углерода. Как видно, по мере снятия слоя износостойкость цементированных образцов снижается не пропорционально изменению твердости, как это наблюдается на образцах с постоянным химическим составом.
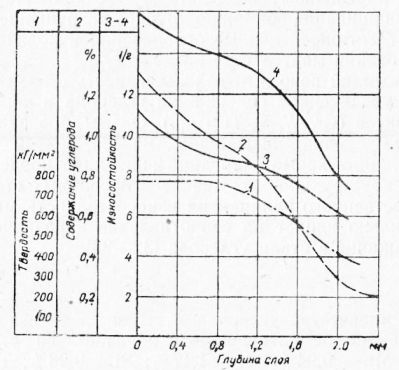
Рис. 1. Изменения содержания углерода, твердости и износостойкости для цементированных образцов (абразивный процесс изнашивания при трении качения):
1 — твердость; 2 — содержание углерода; 3 и 4 — износостойкость
Испытания показали, что при практически равной твердости материала до слоя глубиной порядка 0,75 мм износ увеличивается примерно на 30%. Приведенные данные о влиянии химического состава на износостойкость сталей справедливы только для условий трения, при которых тепловой эффект незначителен и коррозионное действие среды исключено.
В более тяжелых условиях изнашивания легирующие элементы (Cr, Mn, W, V и др.) могут иметь решающее влияние на теплостойкость и коррозионную стойкость поверхностного слоя, а следовательно, и на сопротивление материала изнашиванию. Так, например, даже не в очень сложных условиях испытаний при трении образцов об абразивный круг Е. Книлп обнаружил, что большое влияние на износ стали оказывает не только содержание углерода, но и марганца. Действие марганца проявляется только в определенных, довольно тяжелых условиях трения не таких простых, как при испытании на шкурке или на тихоходной машине Амслера.
- * *
Приведенные выше данные позволяют определить границы работоспособности цементированного слоя (для деталей, выходящих из строя в результате износа до предельных размеров). Наиболее износостойкая часть цементированного слоя ограничивается зоной эвтектоидного содержания углерода. В переходной зоне скорость изнашивания значительно выше, чем в зоне за-эвтектоидного содержания углерода. В связи с этим контроль глубины цементации целесообразно осуществлять; руководствуясь границей зоны эвтектоидной концентрации углерода.
При оценке работоспособности цементированных деталей на некоторых ремонтных предприятиях берут за основу предельную величину линейного износа, не сообразуясь с глубиной цементированного слоя. В результате этого при вторичном использовании таких деталей не обеспечивается достаточный запас на износ.
Как известно, остаточный аустенит в цементированных сталях приводит к значительному снижению твердости деталей. Означает ли это, что износостойкость деталей также будет пониженной? Применительно к некоторым условиям абразивного изнашивания снижение твердости из-за наличия остаточного аустенита не влечет за собой падения износостойкости.
Для испытаний на машине Амслера были изготовлены образцы из стали 12Х2Н4А с различной термической обработкой после цементации. Результаты испытаний по описанной выше методике показали, что снижение твердости с 710 до 478— 502 кГ/мм2 в том случае, если оно обусловлено наличием в структуре аустенита, не только не вызвало увеличения износа, но даже несколько снизило его величину. Между тем образцы со структурой троосто-сорбита с твердостью, близкой к твердости образцов с аустенитом, имели износ в 1,5 раза больший, чем износ образцов с тонкой мартенситной структурой и твердостью 710 кГ/мм2.
Данные описанных лабораторных испытаний были подтверждены стендовыми испытаниями шестерен, выполненными на Лаптевском заводе Испытания проводились на шестернях редуктора электровоза АК-2м, изготовленных из стали 12ХНЗА с цементацией и термической обработкой по режимам, обеспечивающим в одной партии шестерен получение поверхностных слоев с остаточным аустенитом, снижающим твердость до 478— 502 кГ/мм2. Во второй партии материал шестерен имел твердость 710 кГ/мм2.
В картер редуктора заливали масло, в каждом литре которого содержалось 25 г песка и угольной пыли. Редуктор с испытуемыми шестернями работал 150 час под полной рабочей нагрузкой. После этого был определен износ шестерен взвешиванием с точностью ± 0,01 г. В этих условиях последовательно испытывали шестерни, термически обработанные по двум вариантам.
Несмотря на значительное различие в твердости, величина износа сопоставляемых шестерен была одного порядка, причем она не выходила за пределы возможной ошибки опыта.
Высокая износостойкость цементированных сталей, а также чугунов с большим количеством остаточного аустенита отмечалась в работах В. И. Прядилова, И. Н. Богачева, И. Е. Конто-ровича, Т. Г. Демидовой и М. Н. Кунявского, А. Н. Чухлеба, а также в исследованиях зарубежных авторов. Остались еще не выясненными условия трения, в которых остаточный аустенит в сталях или чугунах не приводит к снижению износостойкости, что мешает использовать материалы с такой структурой. Между тем во многих случаях без какого-либо ущерба для качества деталей можно было бы допустить некоторое количество остаточного аустенита, что позволило бы значительно упростить технологию термической обработки.
Остаточный аустенит отрицательно сказывается на ряде механических характеристик сталей и чугунов, а также на износостойкости материалов при напряженном тепловом режиме трения (например, на металлорежущем инструменте), в связи с чем технические условия на структуру поверхностного слоя с остаточным аустенитом требуют строгого обоснования в каждом отдельном случае (до накопления опыта в этом вопросе силу прямого доказательства имеют только результаты правильно проведенных натурных испытаний деталей).
Анализ причин высокой износостойкости сталей с остаточным аустенитом позволяет предположить, что процесс абразивного изнашивания сопровождается при определенных условиях превращением аустенита в термодинамически более устойчивый мартенсит. Это превращение происходит в микрообъемах материала, подвергающихся непосредственному воздействию абразивных частиц, в результате чего конечному акту процесса изнашивания— разрушению — сопротивляется не мягкий и не прочный аустенит, а весьма твердый, относительно высоколегированный мартенсит. Вопрос о природе превращения является весьма сложным и еще не полностью изученным. Спорность механизма превращения и конечных его продуктов не исключает возможность практического использования эффекта упрочнения при трении поверхностного слоя с остаточным аустенитом. Этот эффект был установлен не только при испытании на машине Амслера, но и при изнашивании образцов на шкурке, при царапании алмазным острием, а также и в других случаях внешнего воздействия на поверхностный слой, описанных разными авторами.
Испытания образцов с разным содержанием углерода в мартенсите (за счет изменения количества избыточных карбидов) показали, что при одинаковом общем содержании углерода износостойкость стали при абразивном изнашивании (без одновременного теплового воздействия) будет существенно выше в том случае, когда весь углерод находится в твердом растворе. Влияние легированности мартенсита на износостойкость стали графически выражается следующим образом: в случае мартенситно-карбидной структуры заэвтектоидных сталей износостойкость изменяется по линии 6—4; при мартенситной структуре — по расположенной выше линии 6—5.
В применении к цементируемым деталям, работающим в условиях абразивного изнашивания, повышение износостойкости может быть достигнуто путем увеличения концентрации углерода в слое и проведения закалки при максимальных температурах, допустимых с точки зрения получаемых прочностных характеристик материала. Этот вывод так же, как и многие другие рекомендации по повышению износостойкости материалов, не имеет силы обязательного закона и должен перепроверяться применительно к частным условиям работы конкретных деталей. В частности, желательно опробование режимов закалки без получения избыточных карбидов для цементируемых цилиндров перфораторов, осей сателлитов комбайнов «Донбасс», цементируемых деталей баров врубовых машин и пр.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Износостойкость конструкционных сталей при абразивном изнашивании в зависимости от их состава и структурного состояния"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы