Строй-Техника.ру
Строительные машины и оборудование, справочник
Анализ большого количества разрушенных в эксплуатации твердосплавных вставок зубков типа ЗН-1 показал, что основным фактором, определяющим большую часть поломок твердого сплава, являются внутренние напряжения, создаваемые в инструменте при пайке. Об этом свидетельствует также ряд литературных источников.
Таким образом, в вопросе обеспечения долговечности зубков при правильном выборе марки твердого сплава центральное место должна занимать технология пайки и термообработки в той части, в какой она определяет напряженное состояние твердосплавной вставки. Исходя из этого, был проведен анализ существующих способов уменьшения напряжений в твердосплавном инструменте и разработано новое направление в решении этой задачи.
Анализ структурных превращений в стальной державке в процессе ее закалки показал, что термообработка инструмента после пайки может быть использована не только для обеспечения необходимой прочности державки (что в настоящее время представляется как единственная цель закалки державки), но и для уменьшения величины внутренних напряжений в твердом сплаве.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
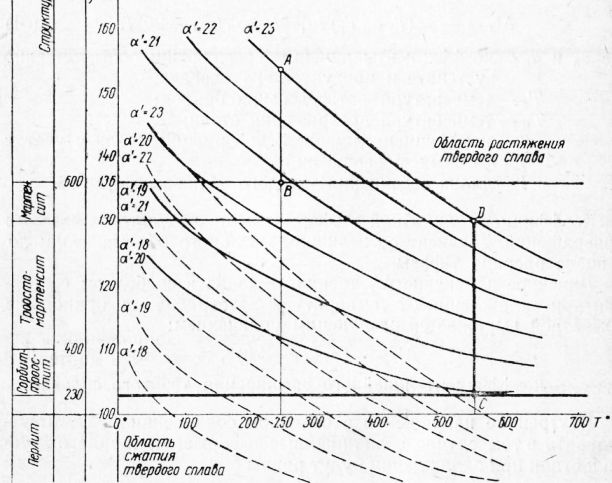
Рис. 1. Зависимость коэффициента линейной деформации от температуры фазовых превращений в стальной державке при пайке медным и латунным припоями:
Коэффициент линейного расширения аустенита аа для различных марок стали колеблется в пределах от 17-10-6 до 23 • 10-6 мм/мм-град. Изменяя аа подбором соответствующих марок стали, можно получить для одного и того же значения Т3 семейство линий нулевых напряжений.
При изменении температуры затвердевания припоя может быть получено другое семейство этих линий. На рис. 1 пунктиром показаны линии нулевых напряжений для латунного припоя с температурой затвердевания 906°, а сплошными — для меди Т3— 1083°. На оси ординат диаграммы наряду со значениями Р отложены соответствующие им значения твердости по Бринеллю и указаны области различных структур.
Горизонтальная линия р = 0,0136 является верхней границей существования структур стали; ниже этой линии последовательно находятся структуры: мартенсит, троосто-мартенсит, сорбит, перлит, аустенит.
Если в результате применяемого технологического процесса пайки и термообработки инструмента образуется структура, которой соответствует коэффициент, находящийся выше линии нулевых напряжений, то в твердом сплаве возникнут напряжения растяжения, если же ниже,— напряжения сжатия.
Рассмотрим методику использования диаграммы на рис. 1 при разработке технологического процесса изготовления твердосплавного инструмента с точки зрения, выбора припоя, марки стали, режимов пайки и термической обработки.
В качестве примера рассмотрим случай, когда коэффициент линейного расширения применяемой стали равен 23 • 10-6 мм/мм • град. Из диаграммы видно, что при пайке медью линия нулевых напряжений этой стали пересекает предельную ординату (Р = 0,0136) при температуре превращения аустенита 470°. Если превращение протекает в интервале температур 470—550°, то для получения нулевых напряжений в инструменте продуктом распада аустенита должен быть мартенсит; при более высоких температурах распада — должна быть структура троосто-мартенсита.
При этих температурах в обычно применяемых для державок сталях распад аустенита происходит с образованием перлито-сорбитных структур, т. е. структур, которым соответствуют меньшие значения р.
Как видно из диаграммы, в этом случае в твердом сплаве должны возникнуть напряжения сжатия, величина которых определяется по вертикали расстоянием между ординатой Р (соответствующей полученной структуре в результате распада аустенита при заданной температуре) и точкой пересечения с линией нулевых напряжений. Чем больше это расстояние, тем выше величина напряжений.
В настоящее время при изготовлении твердосплавного инструмента охлаждение после пайки чаще всего осуществляют в сухом песке что обусловливает распад аустенита примерно при 550°. В этом случае при аа =23-10 ~4 мм/мм • град величина внутренних напряжений будет пропорциональна отрезку DC.
Если охлаждение инструмента совмещать с изотермической закалкой на мартенсит в ванну с температурой 250°, то величина внутренних напряжений будет пропорциональна отрезку АВ, который примерно в 2 раза меньше отрезка DC, из чего можно сделать вывод, что обработка по второму режиму обеспечивает получение инструмента с соответственно меньшими внутренними напряжениями.
Далее рассмотрим случай, когда при принятой ранее марке стали в качестве припоя служит латунь Л-62 (Гл = 906°). Линия нулевых напряжений в том случае пересечет предельную ординату с р = 0,0136 при температуре превращения аустенита 120°.
При превращении аустенита в интервале температур 120— 190° для получения нулевых напряжений продуктом распада должен быть мартенсит. В тех случаях, когда процесс термической обработки ведется так, что распад аустенита происходит при более высоких температурах, получающиеся структуры дают меньшую твердость и внутренние напряжения в твердом сплаве получаются более высокими.
Приведенный анализ пайки рассматриваемой стали различными припоями (медью и латунью) позволяет обосновать выбор припоя. При пайке медью для получения инструмента с нулевыми напряжениями требуются такие структуры, которые при обусловленных диаграммой значениях Тщ> практически получить нельзя 2 (для применяемых в настоящее время марках стали для державок).
В то же время пайка латунью допускает ряд режимов изотермического превращения аустенита от 120 до 400°, при которых возникающие структуры стали обеспечивают получение в спаянном соединении низких напряжений.
Диаграмма на рис. 1 позволяет подойти к выбору режима пайки и термообработки и обосновать марку стали при заданном припое.
При разработке технологического процесса можно изменять как состав припоя, так и марку стали в пределах заданных технических условий. Это позволяет разработать оптимальный процесс с точки зрения качества инструмента.
Влияние структурных превращений в стальной державке на величину внутренних напряжений, возникающих в твердосплавном инструменте при пайке, может быть оценено аналитическим способом с учетом фазовых превращений в стали. До настоящего времени определение внутренних напряжений в твердосплавном инструменте расчетным путем проводилось без учета этих превращений.
Расчет внутренних напряжений в твердом сплаве, производившийся с использованием данных о влиянии превращений в стальной державке, позволил получить значения напряжений, близкие к действительным (что контролировалось рентгенографическим анализом). По данным расчетов были обоснованы и внедрены оптимальные режимы изотермической обработки зубков ЗН-2 на Краснолучском заводе.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"О снижении внутренних напряжений при напайке пластинок твердого сплава"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы