Строй-Техника.ру
Строительные машины и оборудование, справочник
Температурные условия работы твердого сплава достаточно подробно изучены лишь применительно к металлорежущему инструменту. Сравнивая условия трения горнорежущего инструмента и инструмента по металлу, нельзя не отметить существенные отличия как в источниках возникновения тепла, так и в характере его рассеивания. При обработке металла резанием теплота образуется за счет пластической деформации материала при стружкообразовании, трения резца по задней грани и трения стружки о переднюю грань инструмента. В то же время при работе зубков врубовых машин и комбайнов теплота возникает преимущественно в результате трения инструмента уголь (породу). Если одновременно учесть различия в величинах коэффициентов трения, скоростей скольжения, удельных давлений и условий теплопередачи, то ясно, что данными о температурном режиме работы металлорежущего инструмента нельзя воспользоваться для суждения о температурах, возникающих при работе горнорежущего инструмента. Между тем в специальной литературе имеется относительно небольшое количество работ, в которых рассматриваются тепловые параметры при трении твердого сплава об уголь и породу.
В. Д. Орешкин и А. Б. Травин отметили, что при бурении шпуров в углях Кузнецкого бассейна температура в резцах не превышает 100—150°. Авторы не указали, каким образом они определили эту величину.
Г. М. Ривкин также без приведения подтверждающих данных или ссылки на какие-либо источники указывает, что температура в коронках при бурении по твердым породам достигает 300°.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В. Г. Михайлов и М. Г. Симилейский, В. K. Бучнев и Г. П. Верескунов отмечают, что при сухом вращательном бурении твердых пород наблюдается значительный нагрев инструмента, но данных о возникающих температурах не приводят.
Р. Шеферд использовал метод термокрасок для определения температуры нагрева стальных и твердосплавных зубков. Термокраски наносились на специальные штифты диаметром 1,58 мм, вставлявшиеся в отверстия, высверленные в державке в местах определения температуры. По изменению цвета краски было установлено, что при работе стальных зубков температура на расстоянии 10 мм от режущей кромки составляет 250°.
Р. Фиш и М. Мин производили исследование температуры в буровых коронках при вращательном и ударно-вращательном бурении. Температура определялась непосредственно под напаянной пластинкой твердого сплава также при помощи термокрасок. Результаты испытаний показали, что температура находилась в пределах 427—510°.
Перечисленные выше значения температуры относятся к разным типам горнорежущего инструмента и различным условиям их испытаний, что не позволяет с достаточной ясностью осветить вопрос о температуре и ее распределении по рабочей части зубков врубовых машин и комбайнов. В связи с важнейшим значением, которое следует приписывать температурному режиму работы твердосплавного инструмента в отношении .влияния на его долговечность, нами проведены специальные .исследования на зубках, а также резцах по углю.
Для проведения этих исследований были изготовлены зубки из стали У7 (без твердосплавной пластинки). Эта марка стали была выбрана, исходя из условия получения при закалке с охлаждением в воде мартенсита, легко отпускающегося при нагреве. Головка зубка подвергалась закалке с 780—800° в воде, отпуск после этого не производился. Микпотвердость после закалки находилась в пределах 900—950 кГ/мм2.
Опытные зубки испытывались в производственных условиях на трех шахтах, подобранных с таким расчетом, чтобы получить представление о влиянии физико-механических свойств угля на величину возникающих температур в поверхностных слоях зубков.
Для исследования нагрева зубков в условиях крепкой запуб-ки была выбрана шахта «Центральная-Боковская», лава № 4, пласт Надбоковокий. Средний расход зубков здесь составляет 0,19 шт/м2.
Испытания проводились на врубовых машинах, в режущие цепи которых (на крайние линии) вставлялось по шесть опытных зубков. Испытания на мягких и средних углях длилось 30 мин, а на крепком угле—всего 10 мин (во избежание чрезмерно большого износа и искажения в связи с этим действительных условий работы зубков.)
На испытанных зубках по передней грани приготовляли металлографические шлифы и определяли изменения микротвердости, по которым, используя тарировочную кривую, можно с определенным приближением судить о степени нагрева (отпуска) головки зубка в работе.
Тарировочная кривая строилась по результатам измерений микротвердости образцов, вырезанных из хвостовой части зубков и закаленных по принятым ранее режимам, а затем отпущенных при температурах от 150 до 400° (с интервалами в 50°).
Примененный метод оценки температуры зубков дает, по-видимому, несколько заниженные результаты, так как время выдержки при отпуске образцов для построения тарировочной кривой было в 2—3 раза больше времени нагрева зубков в процессе работы. Анализируя данные графиков распределения температуры по сечению зубков, можно сделать следующие выводы:
а) средняя температура на поверхности зубка в месте контакта с углем или породой достигает 450—500°;
б) на расстоянии 0,05 мм от режущей кромки температура достигает 300—400°, а на расстоянии 2лшона снижается до 140°;
в) в процессе работы по твердым углям температура по сечению зубка по абсолютной величине выше и меняется по глубине несколько быстрее, чем при работе на мягких углях.
Наличие большого температурного градиента в твердом сплаве обусловливает возможность возникновения в нем значительных внутренних напряжений.
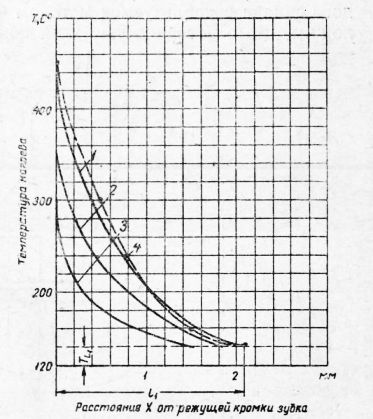
Рис. 1. Изменение температуры в поверхностном слое головки зубка:
1 — при работе на крепких углях; 2 — на средних по крепости углях; 3 — на мягких углях; 4— расчетная кривая для работы зубков по крепким углям
- *
Поскольку источником тепла при работе зубков является трение его об уголь (породу), вопрос о температуре на поверхности трения этого инструмента может быть рассмотрен на основе общего решения температурной задачи при трении.
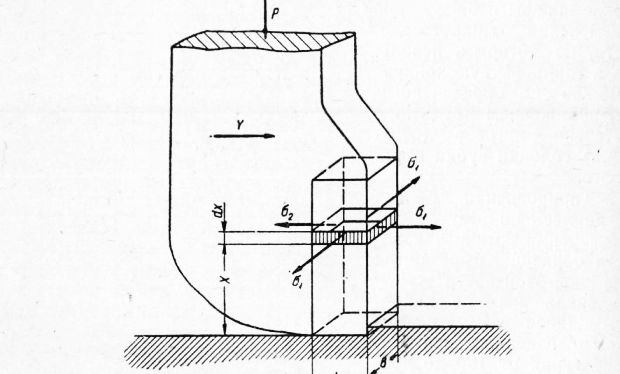
Рис. 2. Расчетная схема для определения средней температуры на поверхности твердосплавной вставки по методу Ф. П. Боудена:
На изношенных пластинках твердого сплава в отдельных случаях по сетке трещин действительно наблюдаются выщербины. Вероятно предположение, что очень мелкие выкрашивания, обусловленные термической усталостью поверхностного слоя твердого сплава, создают матовый характер поверхности на некоторых изношенных зубках.
в. Нагрев вольфрамо-кобальтовых сплавов на воздухе до температур примерно 600° и выше сопровождается образованием весьма непрочных пленок окислов. Совмещенные процессы образования и разрушения таких пленок в определенных условиях работы зубков могут вызвать протекание специфичного коррози-онно-механического процесса изнашивания низкой интенсивности с образованием блестящей, как бы полированной поверхности.
При работе зубков на крепких углях средний путь трения до предельного затупления вследствие износа твердого сплава составляет всего несколько тысяч метров. Процесс изнашивания такой интенсивности может быть наиболее вероятно объяснен активизацией абразивного воздействия угля и породы в результате снижения твердости сплава и ослабления его поверхностного слоя при циклическом термомеханическом внешнем воздействии. Воспроизведение в лабораторных условиях такого процесса изнашивания позволит найти правильный подход к изысканию твердых сплавов с еще более высокой износостойкостью в условиях работы зубков врубовых машин и угольных комбайнов.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Температурный режим работы зубков"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы