Строй-Техника.ру
Строительные машины и оборудование, справочник
Намотка шинных катушек на ребро — более сложная операция, чем намотка плашмя, особенно при больших отношениях ширины шинной меди к ее толщине. Для намотки катушек создано несколько типов намоточных станков, позволяющих наматывать шинные катушки с одним или двумя радиусами изгибов.
Катушки с одним радиусом изгиба лобовой части витков устанавливают на узких полюсных сердечниках — дополнительных полюсах и в большинстве полюсов роторов синхронных машин, катушки с двумя радиусами изгибов — на широких сердечниках.
На рис. 2, а дана кинематическая схема полуавтоматического намоточного станка ПНК-2 для намотки полюсных катушек на ребро с одним радиусом изгиба. На массивной станине станка укреплена поворотная планшайба с двигающимся по ней столом с зубчатой рейкой. Поворот планшайбы и движение стола происходят поочередно: при повороте планшайбы стол неподвижен, при движении стола неподвижна планшайба. Приводной двигатель станка соединен клиноременной передачей с распределительным механизмом, состоящим из нескольких магнитных муфт и зубчатых зацеплений. Стол движется при включении муфты через систему шестерен, приводящую во вращение зубчатое колесо, сцепленное с рейкой стола.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
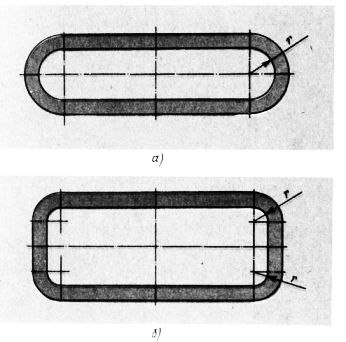
Рис. 1. Витки катушки возбуждения:
а — с одним радиусом изгиба, б — с двумя радиусами изгиба
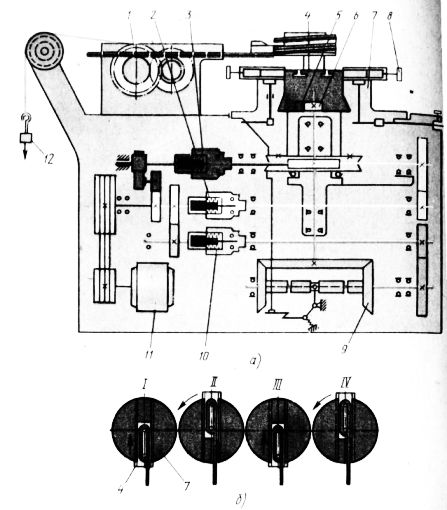
Рис. 2. Намоточный станок ПНК-2:
а — кинематическая схема, б — схема взаимного перемещения стола и планшайбы станка
Процесс формирования витков катушки пояснен на рис. 170, б. Положение — планшайба неподвижна; стол двигается от одного крайнего положения к другому, формируя длинную сторону витка. Положение II — стол фиксируется в неподвижном состоянии относительно планшайбы; планшайба поворачивается на 180° вместе со столом, формируя изгиб витка. Положение III — планшайба неподвижна, стол движется в другую сторону относительно планшайбы, формируя другую длинную сторону витка. Положение IV — стол неподвижен, планшайба поворачивается на 180°, формируя второй изгиб витка, и возвращается в положение I. Далее процесс намотки повторяется. Все переключения производятся автоматически конечными выключателями, установленными на станине и планшайбе станка. Медная шина во время намотки прижимается к поверхности планшайбы с помощью прижимного устройства, давление которого регулируется грузом.
На станке наматывается непрерывная спираль из шинной меди с заданными размерами витков. Катушки получают, разрезая спираль на части с нужным числом витков.
Аналогично работают и другие станки для намотки полюсных катушек из шинной меди на ребро. Принцип рабрты их также построен на сложном движении шаблона, обеспечивающем равномерное натяжение шины во время формирования витков катушки.
Намотка шинной меди на ребро всегда вызывает деформацию шины: на внутреннем радиусе изгиба шина утолщается, на внешнем несколько растягивается, и витки катушки непосредственно после намотки не могут плотно прилегать друг к другу. Для придания виткам первоначальных размеров катушку опрессовывают. До опрессовки, чтобы снять остаточные напряжения, появившиеся при изгибе, медь витков отжигают. Для этого катушку помещают в электропечь, нагревают до 600— 620°С и выдерживают при этой температуре в течение 30—40 мин в зависимости от сечения медной шины. После этого охлаждают в ванне с водой и на несколько минут помещают в ванну с 5%-ным раствором серной кислоты для удаления с поверхности витков образовавшейся при нагреве оксидной пленки. Кислоту смывают в ванне проточной водой, катушку сушат и передают на опрессовку.
Первая опрессовка имеет своей целью удалить утолщения, образовавшиеся во время изгиба шины на ребро. Для этого между витками в местах закруглений прокладывают стальные закаленнц пластины и сжимают витки прессом до их полного прилегания торцовыми поверхностями друг к другу.
Во время второй опрессовки пра вятся внутренние и внешние размеры катушки. Для этой цели применяют разборный шаблон, состоящий из двух щек, трехкли-нового сердечника и двух болтов и с шайбами и гайками. Размеры сердечника и щек соответствуют расчетным размерам катушки: ширина и длина сердечника в собранном виде— размерам окна катушки, высота его деталей — высоте, а ширина щек — ширине катушки. Опрессовку проводят в два приема. Сначала выправляются внутренние размеры и высота катушки. Катушку устанавливают на столе пресса на нижнюю щеку шаблона, вкладывают два боковых клина сердечника, устанавливают верхнюю щеку и прессом вдавливают средний.клин сердечника. Пока средний клин сердечника не сравнялся с верхней щекой, пресс давит только на клин. После этого давление пресса распространяется также и на верхнюю щеку, которая осаживается вместе с клином до упора пресса в крайние части сердечника. Таким образом правятся размеры внутреннего окна катушки и опрессовываются ее витки до расчетной высоты. После этого давление снимают, шаблон поворачивают набок, устанавливают болты, стягивают катушку между двумя щеками и давлением пресса на боковую поверхность правят наружные размеры катушки. Ограничением хода пресса при этом служит размер боковых щек шаблона.
После опрессовки витки катушки растягивают гармошкой и устанавливают витковую изоляцию — асбестовую бумагу, нарезанную по конфигурации витков с некоторым запасом. Витки катушки зажимают, излишки изоляции с внутренней и наружной стороны срезают ножом и катушки в местах закруглений обтягивают лавсановой лентой для предохранения витковой изоляции от возможного сдвига.
Перед пропиткой катушки зажимают струбцинами и сушат в печи при 110—130 °С. После этого струбцины ослабляют и катушки опускают в пропиточную ванну с лаком. Перед сушкой в печи после пропитки струбцины вновь зажимают, а спустя примерно половину времени сушки, катушки вынимают из печи и подтягивают струбцины. После окончательной сушки на катушки накладывают корпусную изоляцию и пропитывают второй раз.
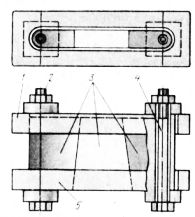
Рис. 3. Шаблон для правки и опрессовки катушек, намотанных из шинной меди на ребро
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Катушки из шиннои меди, намотанной на ребро"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы