Строй-Техника.ру
Строительные машины и оборудование, справочник
Клепка — операция по образованию неразъемного соединения деталей при помощи заклепок.
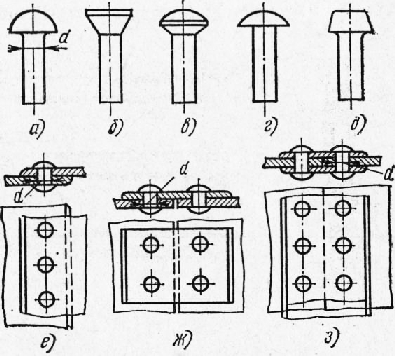
Заклепка — цилиндрический стержень с закладной головкой на одном конце. Диаметр стержня заклепки выбирается в зависимости от толщины склепываемых деталей и выступающей части стержня на образование замыкающей головки (0,5—1 диаметра заклепки на образование потайной головки и 1,25—1,5 диаметра — для полукруглой).
Заклепки изготовляют из стали Ст2, Ю, СтЗ, 15, 09Г2, Х18Н9Т, меди, алюминиевых сплавов АМг5П, Д18, АД1.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Соединение деталей, выполненное заклепками, называется заклепочным соединением.
Заклепочное соединение может быть подвижным (шарнирные соединения) и неподвижным. Место соединения заклепками называется заклепочным швом.
Различают следующие типы заклепочных швов: по назначению — прочные, прочно-плотные и плотные; по расположению соединяемых деталей — внахлестку и встык; по расположению заклепок — однорядные и многорядные (с параллельным и шахматным расположением заклепок).
Прочные швы применяют в металлических конструкциях (балки, рамы), они должны выдерживать определенные нагрузки. Прочность обеспечивается выбором диаметра заклепок и расположением их (расстояние между заклепками 3d, до края листа 1,5 d). Прочно-плотные швы обеспечивают прочность и плотность. Плотные швы гарантируют герметичность соединения.
Инструменты для ручной клепки. Ручную клепку осуществляют при помощи слесарного молотка с квадратным бойком, поддержки, натяжки и обжимки.
Обжимки служат для оформления замыкающей головки заклепки (на рабочей части они имеют выемку по форме головки), поддержки — для установки под закладную головку.
Натяжки (осадки) предназначены для сжатия (осадки) листов перед клепкой. Их рабочая часть имеет цилиндрическое отверстие для выступающего стержня заклепки.
Обжимки и натяжки маркируют — на них указывают диаметры заклепок, для обработки которых они предназначены.
Процесс клепки. Различают холодную и горячую клепку. Стальные заклепки диаметром до 8 мм расклепывают в холодном состоянии, свыше 8 мм — с нагревом.
Процесс холодной клепки включает:
— разметку отверстий; сверление или пробивку отверстий, размер которых на 0,1—0,2 мм больше диаметра стержня заклепки. Их сверлят на станках, механизированным инструментом или пробивают бородками, пробойниками, на прессах одновременно во всех соединяемых деталях. Отверстия под потайную головку раз-зенковывают;
— сборку соединения. Детали очищают, устанавливают так, чтобы совместились отверстия (при несовпадении их развертывают) и соединяют монтажными болтами или струбцинами;
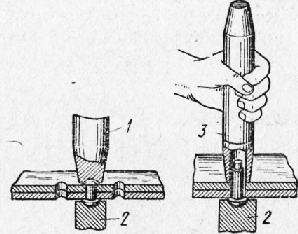
— установку заклепки. Заклепку заводят снизу, под нее ставят поддержку, натяжкой уплотняют соединяемые листы;
— расклепывание стержня. Молотком осаживают стержень, боковыми ударами придают форму головке, обжимкой оформляют ее или на выступающий конец стержня ставят обжимку и, ударяя по ней, расклепывают и оформляют головку.
При клепке потайными заклепками удары молотком производят точно по оси заклепки, после расклепывания головку запиливают.
В длинных швах заклепки ставят через 2—3 отверстия, затем заклепывают пропущенные; в коротких — сначала заклепывают крайние, затем — средние отверстия.
В труднодоступных местах ведут закрытую клепку — заклепку закладывают сверху, под стержень ставят поддержку, удары наносят по головке.
При горячей клепке отверстия сверлят больше диаметра заклепки на 0,5-1,0 мм, стержень нагревают до 1000—1100 °С; расклепывают молотками и обжимками. Клепку прекращают по достижении темно-красного цвета каления.
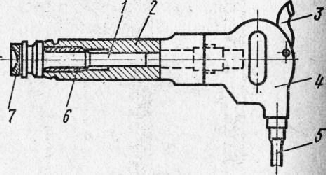
Механизация клепки. При большом объеме клепальных работ их проводят на клепальных прессах или при помощи пневматических клепальных молотков. Пневматический клепальный молоток предназначается в основном для горячей клепки. Он позволяет ставить заклепки диаметром до 32 мм.
Клепка все шире заменяется сваркой.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Клепка при слесарных работах в автомобилестроении"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы