Строй-Техника.ру
Строительные машины и оборудование, справочник
Опиливанием называется снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента — напильника. Опиливание применяется с целью получения заданных форм, размеров и чистоты поверхности, пригонки деталей друг к другу, подготовки кромок деталей под сварку.
Напильник имеет насечку на рабочей части, пятку с хвостовиком, на который насаживается деревянная рукоятка. Напильники изготовляют из инструментальных сталей У12, У12А, У13, У13А или подшипниковых сталей ШХ6, ШХ9, ШХ15 с обязательной закалкой. По форме поперечного сечения напильники разделяются на плоские, полукруглые, квадратные, трехгранные, круглые и др.
По видам насечки напильники бывают с одинарной и двойной насечкой. Напильники с одинарной насечкой применяют для опиливания мягких металлов (свинец, алюминий и др.), напильники с двойной насечкой — для обработки твердых металлов. В зависимости от числа насечек, приходящихся на 1 см, напильники бывают шести номеров. К № 1 относятся напильники крупной насечки с числом зубьев от 5 До 12, так называемые драчевые. “Напильники с насечкой № 2 имеют число зубьев от 13 до 24 и называются личными. Напильники с насечкой от № 3 до № 6 изготавливаются с числом зубьев от 25 до 80 и называются бархатными.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для чистовой и точной обработки деталей применяют личные напильники, которыми снимают за один ход слой металла толщиной 0,02-—0,03 мм.
Бархатные напильники применяют для точной обработки.
Для доводочных и других специальных работ применяют напиль-ики, называемые надфилями. Они имеют самую мелкую насечку. Для опиливания мягких материалов (дерево, кожа и др.) применяют апильники, называемые рашпилями.
Выбор напильника зависит от твердости обрабатываемой поверхности и формы заготовки или детали.
Приемы опиливания. Производительность и точность опиливания зависят в основном от того, насколько согласованы движения рук, а также от силы нажима на напильник и положения корпуса слесаря. При опиливании слесарь должен стоять сбоку тисков на расстоянии приблизительно 200 мм от края верстака для того, чтобы движение его рук было свободным. Положение корпуса слесаря должно быть прямым и повернутым на 45° по отношению к продольной оси тисков.
Напильник следует брать за рукоятку правой рукой так, чтобы большой палец располагался сверху вдоль рукоятки, а остальные пальцы охватывали ее снизу. Левая рука должна лежать ладонью поперек верхней поверхности переднего конца напильника.
Движение напильника должно быть строго горизонтальным, а сила нажима рук должна регулироваться в зависимости от точки опоры напильника на обрабатываемой поверхности. Если точка опоры находится посередине напильника, то сила нажима обеими руками должна быть одинаковой. При движении напильника вперед нужно
нажим правой руки увеличивать, а левой, наоборот, уменьшать. Движение напильника назад должно происходить без нажима.
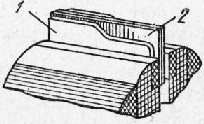
При опиливании на обрабатываемой поверхности остаются следы зубьев напильника, называемые штрихами. Штрихи в зависимости от направления движения напильника могут быть продольными или перекрестными. Качество опиливания определяется тем, насколько равномерно располагаются штрихи. Для получения правильно опиленной поверхности, равномерно покрытой штрихами, применяют перекрестное опиливание, заключающееся в том, что сначала опиливают параллельными штрихами справа налево, а затем слева направо (рис. 1, а).
После грубого опиливания проверяют качество работы на просвет поверочной линейкой, которую накладывают вдоль, поперек и по диагонали обработанной плоскости. Если просвет одинаковый или его совсем нет, качество опиливания считается хорошим.

Тонкие круглые детали опиливают следующим образом. В тиски зажимают деревянный брусок с трехгранным вырезом, в который укладывают опиливаемую деталь, а конец ее зажимают в ручные тисочки (рис. 1, б). При опиливании ручные тисочки вместе с деталью постепенно повертывают левой рукой.
При опиливании нескольких плоскостей, расположенных относительно друг друга под углом 90°, вначале перекрестным опиливанием обрабатывают широкие противоположные плоскости и проверяют их на параллельность, затем опиливают одну из узких плоскостей продольными штрихами. Качество обработки ее проверяют линейкой на просвет, углы, образованные с широкой плоскостью, — угольником. Затем опиливают остальные плоскости. Узкие плоскости на взаимную перпендикулярность проверяют угольником.
При опиливанин деталей, изготовленных из тонкого листового металла, вначале обрабатывают широкие плоскости на плоскошлифовальных станках, затем детали соединяют в пачки и опиливают их ребра обычными приемами.
Для опиливания по копир у-кондуктор у — приспособлению, контур которого соответствует контуру детали, заготовку зажимают вместе с копиром в тиски и опиливают выступающие за контур копира части заготовки. Такой способ обработки повышает производительность труда при опиливании деталей из тонкого листового материала, которые зажимают в тиски сразу по нескольку штук.
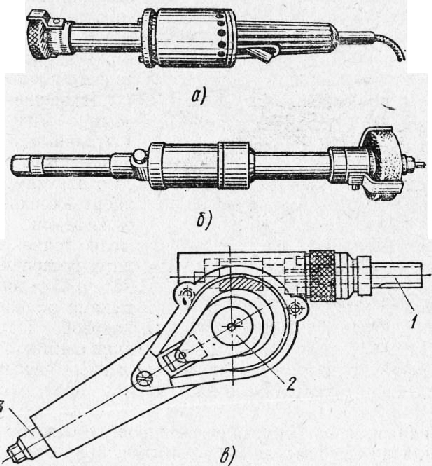
Механизация опиливания. На ремонтных предприятиях ручное опиливание заменяется механизированным, выполняемым на опиловочных станках при помощи специальных приспособлений электрическими и пневматическими шлифовальными машинками. К легким переносным машинкам относятся очень удобная электрическая шлифовальная машинка И-82 и пневматическая шлифовальная машинка ШР-06, на шпинделе которых имеется абразивный круг. Шпиндель приводится в действие пневматическим роторным двигателем.
Для опиливания поверхностей в труднодоступных местах применяют механический напильник, работающий от электрического привода с гибким валом, который вращает наконечник. Вращение наконечника передается через валик и червячную передачу эксцентрику, который при вращении сообщает плунжеру и прикрепленному к нему напильнику возвратно-поступательное движение.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Опиливание металла при слесарных работах в автомобилестроении"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы