Строй-Техника.ру
Строительные машины и оборудование, справочник
Правкой называется слесарная операция, при помощи которой изогнутой или покоробленной заготовке или детали придают правильную геометрическую форму. Правке подвергаются заготовки или детали из пластичных металлов. Правку выполняют вручную или машинным способом на правильных валках, прессами, на листопра-вйльных и углоправйльных станках и т. д.
Поавку вручную осуществляют на правйльной чугунной плите или на наковальне слесарными деревянными или металлическими молотками. Тонкий листовой металл правят на правильных плитах. При правке листового материала толщиной менее 1 мм применяют деревянные или стальные бруски, которыми приглаживают листы на правйльной плите. При правке листов толщиной более 1 мм применяют деревянные или металлические молотки.
При ручной правке листового материала вначале выявляют все выпуклости и отмечают их мелом, затем лист укладывают на правйльную плиту так, чтобы выпуклости находились сверху. После этого начинают наносить удары молотком с одного края листа в направлении выпуклости, а затем с другого края. Удары должны быть не очень сильными, но частыми, их следует наносить по листу центральной частью бойка, не допуская никаких перекосов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Полосовой материал правят на правйльных плитах ударами молотка; прутковый материал круглого сечения правят на специальном правильно-калибровочном станке.
Вмятины на крыльях, капоте и кузове автомобиля выправляют сначала при помощи фигурных рычажков, затем под вмятину устанавливают болванку или оправку и ударами металлического или деревянного молотка выправляют вмятину.
Гибка металла применяется для получения необходимой формы изделий из листового, пруткового, профильного материала, а также из труб. Гибку осуществляют ручным или механическим способом.
При гибке ручным способом предварительно размеченный металлический лист устанавливают в приспособление и зажимают в тисках, после чего наносят удары по выступающей из приспособления части Деревянным молотком.
Трубы гнут ручным или механическим способом. Трубы больших размеров (например, трубу глушителя) обычно гнут с предварительным подогревом в местах изгиба. Трубы небольших размеров (трубки истем питания и тормозного привода) гнут в холодном состоянии.
Чтобы при гибке не сплющивались стенки трубы, а в местах изгиба не изменялось сечение, трубку предварительно заполняют мелким сухим песком, канифолью или свинцом. Чтобы получить нормальное закругление, а в месте изгиба труба была бы круглой (без складок и вмятин), нужно правильно выбрать радиус изгиба (большему диаметру трубы соответствует больший радиус). Для гибки в холодном состоянии трубы должны быть предварительно отожжены. Температура отжига зависит от материала труб.
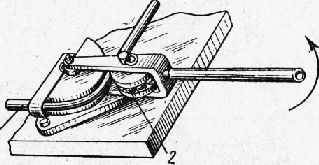
Трубы гнут при помощи различных приспособлений. На рис. 1 показано роликовое приспособление. Механическую гибку труб осуществляют на трубогибочных, кромкогибочных станках, универсально-гибочных прессах.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Правка и гибка металла при слесарных работах в автомобилестроении"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы