Строй-Техника.ру
Строительные машины и оборудование, справочник
За последние годы широкое применение для санитарно-технических систем находят тонкостенные водогазопроводные трубы толщина стенки тонкостенных труб в зависимости от их диаметров колеблется в пределах 2 —10 мм против толщины стенок у нормальных труб от 8 до,5 мм.
При нарезании нормальной резьбы на конце трубы нарезным инструментом срезается часть металла и в месте соединения У трубы остается уменьшенная толщина стенки. Во избежание ослабления стенки трубы при обработке тонкостенных труб применяется накатывание резьбы. Для этих целей вместо резьбонарезных головок применяют резьбонакатные плашки НПТ, снабженные специальными резьбонакатными роликами.
При накатке резьбы на трубонарезных станках (С225, ВМС2Б и др.) на фланце шпинделя укрепляют переходный шпиндель, на который крепится сменный плашкодержатель. В плашкодержатель вставляется резьбонакатная плашка нужного размера. Накатка резьбы должна производиться на оборотах несколько больших, чем при нарезке резьбы на трубах тангенциальными плашками, для чего на указанных станках за счет смены шкивов в клиноременной передаче увеличивают обороты шпинделя до 420 об/мин. В связи с работой на повышенных оборотах накатные ролики нуждаются в охлаждении, для чего возле станка устанавливают бак с электронасосом, обеспечивающим подачу охлаждающей эмульсии к накатной головке.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для накатки резьбы на водогазопроводных трубах и сгонах в санитарно-техническом производстве применяют специализированные механизмы.
Механизм СТД129 предназначен для накатки трубной резьбы на тонкостенных стальных водогазопроводных трубах (ГОСТ 3262 — 62) с помощью накатных плашек типа ВНГТ и НПТ. Механизм состоит из станины, привода, механизма зажима, электрооборудования с пультом управления, пневмообоования, упора, системы охлаждения. Станина служит для размещения на ней основных узлов механизма. В нишах станины размещены основные элементы электро и пневмооборудования. Привод состоит из корпуса, в который установлен полый шпиндель, один из концов которого оканчивается фланцем. К фланцу шпинделя крепится пезьбонакатная головка. Резьбонакатная головка с помощью сухарей соединена с хомутом. Один конец хомута шарнирно соединен с кронштейном, установленным на корпусе привода, а другой — с пневмоцилиндром, закрепленным на корпусе привода. С помощью пневмоцилиндра происходит раскрытие и закрытие резьбонакатной головки. На втором конце шпинделя установлен шкив. Внутри корпуса привода помещен второй шкив клиноременной передачи, приводимой в действие фланцевым электродвигателем. Внутри полого шпинделя установлен ползун с тягой и пружиной. В ползуне имеется коническое отверстие для установки в нем зенкера, служащего для снятия фаски на торце внутренней полости трубы. Механизм зажима состоит из корпуса, в котором сделаны направляющие в форме ласточкина хвоста. Корпус механизма зажима рычагом соединен с пневмоцилиндром, благодаря чему он может совершать возвратно-поступательное движение. Зажим трубы в пневмоприжиме осуществляется с помощью пневмоцилиндра. Предварительно вращением маховика устанавливают нужный зазор между губками механизма и зажимаемой трубой. В конструкции механизма зажима предусмотрены регулировочные элементы, позволяющие осуществлять центровку обрабатываемой трубы. Для накатки на трубе резьбы заданной длины на механизме имеется упор. Упор состоит из корпуса, в котором расположен плунжер, управляемый системой пневмооборудования механизма. Плунжер связан с рычагом и позволяет установить необходимый вылет трубы в механизме зажима. Работа на механизме осуществляется следующим образом: включается автоматический выключатель на пульте управления, в результате чего подается электронапряжение к механизму. Устанавливается переключатель в положение, соответствующее заданному режиму накатки резьбы, в зависимости от диаметра трубы. Затем включается электродвигатель привода, электродвигатель привода насоса, подающего охлаждающую жидкость к резьбонакатной головке. В зависимости от длины накатываемой резьбы осуществляется нажатие кнопки «Цикл» на пульте управления. Затем включается электромагнит зажима, происходят зажатия трубы в пневмотисках и подача механизма зажима к резьбонакатной головке. При накатке резьбы- требуемой длины кулачок механизма зажима нажимает на конечный выключатель и резьбонакатная головка разжимается, но механизм зажима будет продолжать свое движение, пока не сработает другой конечный выключатель, после чего произойдет реверсирование движения механизма зажима трубы. Достигнув крайнего заднего положения, механизм зажима воздействует на соответствующий конечный выключатель, происходит разжатие пневмо-прижима, готовая трубная заготовка снимается с механизма, а сам механизм готов к приему новой трубной заготовки.
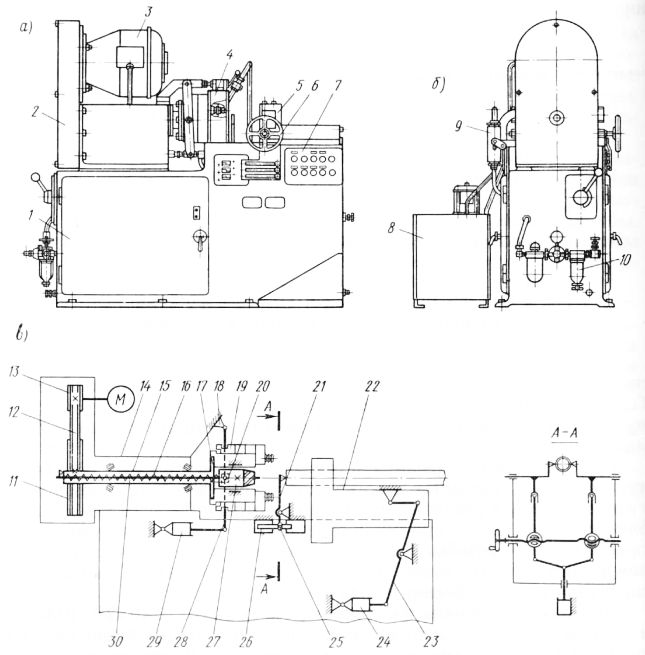
Рис. 1. Механизм СТД129:
а — общий вид; — вид сбоку; в — кинематическая схема
Механизм может работать как на наладочном, так и на автоматическом режимах.
Механизм СТД487 предназначен для накатки трубной резьбы на водогазопроводных стальных трубах, изготовляемых по ГОСТ 3262 — 62 с помощью резьбонарезной головки, имеющей накатные ролики. Механизм состоит из станины, шпиндельной коробки, резьбонакатной головки, каретки, электрооборудования и бачка системы охлаждения. Внутри станины размещен электродвигатель. На корпусе шпиндельной коробки расположена рукоятка управления резьбонакатной головки и включения пневмоцилиндра пневмозажима. Привод от электродвигателя к резьбонарезной головке осуществляется через клиноременную передачу и пару шестерен. Резьбонарезная головка крепится к шпиндельной коробке с помощью двух тангенциальных замов. На корпусе резьбонакатной головки имеется кольцо ключения, управляющее смыканием и размыканием накатных роликов резьбонакатной головки. Кольцо тягой соединено с рукояткой. На конце рукоятки управления крепится рычаг с тягой. Конец тяги соединен кронштейном с кареткой. При движении каретки вперед (во время накатки резьбы) кронштейн воздействует на гайку, расположенную на тяге. Тяга в свою очередь поворачивает рычаг и рукоятку, чем обеспечивается автоматическое размыкание роликов резьбонакатной головки в конце процесса накатки резьбы на конце трубы. Труба при помощи штурвала зажимается самоцентрирующимися тисками, расположенными на каретке. Труба в тисках устанавливается до упора, расположенного перед резьбонакатной головкой. Перемещение каретки с зажатой в тисках трубой в первоначальный момент цикла производится с помощью пневмоцилиндра.
Работой пневмоцилиндра управляет воздухораспределитель, который кинематически связан с рукояткой управления резьбонакатной головки. После смыкания роликов резьбонакатной головки и накатки первых ниток резьбы перемещение каретки вперед происходит уже принудительно. После того как на трубе накатается резьба требуемой длины, каретка через кронштейн и тягу заставит через рычаг установить рукоятку в крайнем правом положении. Ролики резьбонакатной головки разойдутся, и под воздействием воздухораспределителя пневмоцилиндр заставит каретку вернуться в исходное положение. С помощью штурвала губки пневмозажима расходятся и готовая трубная заготовка снимается с механизма. Резьбонакатные ролики в процессе накатки резьбы требуется охлаждать, для чего сзади станины механизма расположен бачок системы охлаждения. Подача охлаждающей жидкости принудительная, с помощью насоса, приводимого во вращение автономным электроприводом. Сливается охлаждающая жидкость в бачок самотеком.
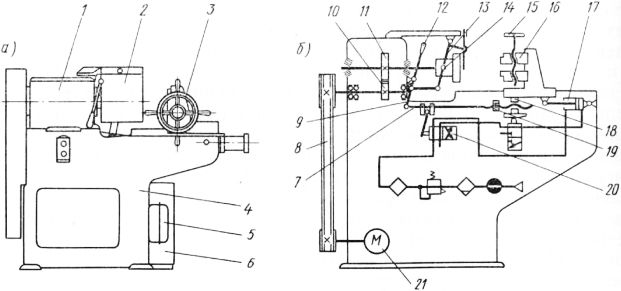
Рис. 2. Механизм СТД487:
а — общий вид; б — кинематическая схема
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Механизм для накатки резьбы на водогазопроводимых трубах"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы