Строй-Техника.ру
Строительные машины и оборудование, справочник
Механизм ВМС94 предназначен для гибки фланцев из угловой и полосовой стали, применяемых для соединения звеньев круглых воздуховодов.
Механизм состоит из литой станины, редуктора, привода ведущих роликов, ползуна, электродвигателя и калибровочного устройства.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
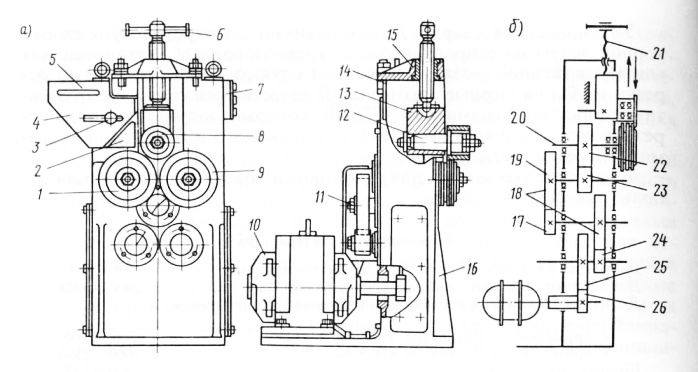
Рис. 1. Механизм ВМС94:
а — общий вид; б — кинематическая схема
Элементы редуктора, расположенные снаружи станины, закрыты кожухом. Вращение от электродвигателя, смонтированного на станине, передается ведущим роликам через шестерню, посаженную на вал электродвигателя, и шестерни. Шестерня находится одновременно в зацеплении с двумя шестернями, каждая из которых посажена на свой вал. На концах валов, выходящих наружу из станины, крепятся ведущие ролики. Диаметр ролика выбирается в зависимости от диаметра фланца, который необходимо получить на механизме. Валы вращаются в шарикоподшипниках, запрессованных в корпусе механизма. В станине имеются две специальные направляющие, в которых вертикально может перемещаться нажимной ролик, вращающийся свободно в шарикоподшипниках на оси, неподвижно закрепленной в ползуне. Вертикальное перемещение ползуна вместе с осью и нажимным роликом осуществляется поворотом винта с помощью рукоятки. Установка нажимного ролика в определенное положение обеспечивает гибку фланца на требуемый диаметр. Это достигается путем пробной гибки двух-трех фланцев при соответствующей корректировке положения нажимного ролика. Рабочая нагрузка при работе механизма воспринимается крышкой, крепящейся болтами к станине. Редуктор от попадания на его шестерни и подшипники окалины и грязи через окно, в котором перемещается ползун, предохраняется специальным кожухом. Слева, в верхней части станины, укреплено калибровочное устройство, служащее для настройки механизма на требуемый диаметр фланца.
Калибровочное устройство представляет собой вращающийся на подшипнике скольжения ролик, который может перемещаться
в пазу кронштейна калибровочного устройства. Ролик вместе с подшипником и осью, на которую он посажен, устанавливается в нужном положении и закрепляется при помощи гайки с контргайкой. навернутых на ось с задней стороны кронштейна. Рядом с калибровочным устройством на станине укреплена стальная каленая пластина, которая способствует более плавному набеганию свиваемой в спираль угловой или полосовой стали на калибровочный ролик. Правый ведущий ролик имеет ручей, в который перед пуском механизма вставляется прокатываемый материал (полоса или уголок). Левый ведущий ролик имеет зубцы, в которые упирается прокатываемый материал после того, как он заведен через ручей правого ведущего ролика и пропущен под предварительно опущенный нажимной ролик.
Нажатием кнопки «Вперед», имеющейся на кнопочной станции, включают электродвигатель. Ведущие ролики начинают вращаться, и прокатываемый материал, продвигаясь между роликами ведущими и нажимными, изгибается. Передний конец прокатываемого материала после левого ведущего ролика начинает скользить по отжимной пластине и попадает под установленный на заранее определенное место калибровочный ролик. При прокатывании угловой стали последняя своей внутренней поверхностью должна касаться калибровочного ролика, не нажимая на него, а при прокатывании полосы образуемая спираль должна пройти по пазу ролика, специально предназначенного для получения фланцев из полосы. В начале гибки материала для получения заданного диаметра фланца механизм может переключаться на вращение назад, а затем после поджатия или освобождения нажимного ролика и регулировки положения ролика на калибровочное устройство снова вперед с помощью кнопочной станции до тех пор, пока спираль не будет доведена до заданного диаметра. Нажимной ролик поставляется с механизмом в двух исполнениях: ролик диаметром 112 мм с подшипником скольжения — для получения фланцев из полосовой стали и ролик диаметром 60 мм, насаженный на подшипник качения, — для получения фланцев из уголовой стали.
Механизм СТД42 предназначен для гибки из полосовой и угловой равнополочной стали заготовок фланцев круглого сечения в условиях их серийного производства.
Механизм состоит из литой тумбы, на которой крепится корпус редуктора. Внутри тумбы размещены электродвигатель и аппаратура управления механизмом. Редуктор червячный. Сверху к корпусу редуктора крепится плита, на которой монтируются кронштейн блока роликов, опора шаблонов и подвижный формующий ролик. Опора шаблонов перемещается в направляющих за счет поворота винта рукояткой. Подвижный формующий ролик установлен в поворотном рычаге, регулировка которого осуществляется винтом. На кронштейне блока роликов установлены неподвижные ролики. На опоре устанавливаются сменные шаблоны, диаметр которых подобран так, чтобы обеспечить гибку фланцев требуемых диаметров. Привод механизма осуществляется от электродвигателя через клиноременную передачу и червячный редуктор. Вертикальный вал редуктора имеет зубчатое колесо, которое ведет через шестерню формующие ролики. Все формующие ролики приводные, они имеют три паза. Верхний паз предназначен для гибки заготовок круглых фланцев из полосового проката х 25 мм, средний — из углового проката от 25 х 25 х до 36 х 36 х мм, нижний — для гибки фланцев из углового проката 25 х 25 х 25 мм.
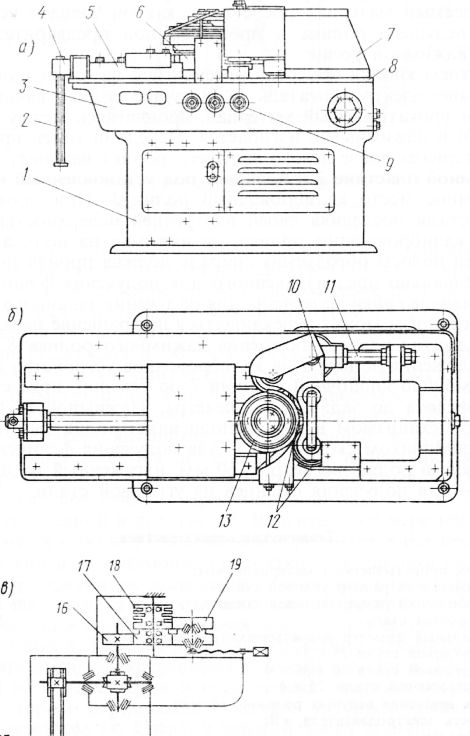
Рис. 2. Механизм СТД42:
а — общий вид; — вид сверху; в — кинематическая схема
Для получения фланца нужного размера на механизм устанавливают соответствующий шаблон и с помощью рукоятки его перемещают до момента зажатия заготовки. Затем поворотный рычаг гайками винта подводят до момента одновременного касания заготовкой дна паза формующего ролика и поверхности шаблона. На механизм необходимо также установить соответствующий данному размеру заготовки отжим. Указанные наладки осуществляются в толчковом режиме работы механизма с помощью управления кнопками. Гибка заготовки фланца производится следующим образом: прокатываемый металл (полоса или уголок) направляется в соответствующий паз вращающегося формовочного ролика. Проходя через три гибочных ролика и обкатываясь по наружному диаметру сменного шаблона, металл формуется в заготовку фланца. Передний конец прокатываемого профиля после прохождения гибочных роликов скользит по отжиму. В торец конца прокатываемого металла запускается следующая заготовка и за время ее вальцовки (гибки) осуществляется съем предыдущей заготовки. Для гибки заготовки другого профиля металла механизм необходимо переналадить.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Механизмы для изготовления круглых фланцев"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы