Строй-Техника.ру
Строительные машины и оборудование, справочник
Механизм ВМС93 предназначен для гибки мерных заготовок с целью изготовления прямоугольных фланцев из уголовой стали.
Механизм состоит из станины, на которой смонтированы рабочий узел, редуктор и привод. В станине установлен электродвигатель, который при помощи клиноременной передачи передает движение на промежуточный вал привода. Регулирование натяжения ремней достигается перемещением плиты в пазах станины.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
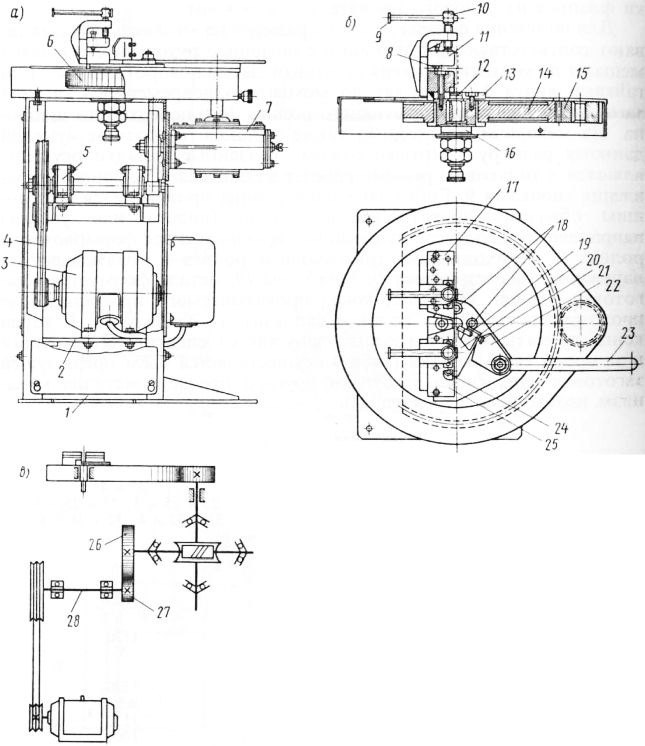
Рис. 1. Механизм ВМС93:
а — общий вид; — рабочий узел; в — кинематическая схема
Рабочий узел состоит из шестерни, закрепленной на валу редуктора, и зубчатого сектора, на котором укреплена подвижная колодка. Зубчатый сектор свободно вращается на центральной неподвижной оси, закрепленной в плите станины. В оси установлена неподвижная ось, к которой приварена плита.
Плита крепится с помощью болтов к оси. Поворот сектора осуществляется от электродвигателя через клиноременную передачу, привод, зубчатую пару, редуктор и шестерню.
К плите приварена неподвижная колодка. Специальный регулируемый упор закреплен на подвижной плитке, которая имеет возможность поворачиваться вокруг оси, закрепленной в плите. Ограничителем поворота плитки является эксцентрик, управляемый рукояткой. При повороте рукоятки по часовой стрелке поворачивается эксцентрик, который в свою очередь нажимает на плитку и подводит ее, а следовательно, и упор к неподвижной колодке. Подвижная и неподвижная колодки имеют верхние прижимные планки, укрепленные на специальных винтах.
В каждую планку ввернуты по два упорных болта. При вращении винтов рукоятками планки поднимаются или опускаются до упора болтов в нижние колодки.
На рис. 1, в показана кинематическая схема механизма. Гибка фланцев на механизме производится следующим образом. Колодки и устанавливают в положение, показанное на рис. 1,б. Эксцентрик с помощью рукоятки отводят, а верхние прижимные планки с помощью винтов поднимают. Одну или две заготовки (отрезки уголовой стали) устанавливают между планками и колодками и так, чтобы их полки были направлены в противоположные стороны.
Упор регулируют болтами таким образом, чтобы при исходном положении колодок (установленных по одной прямой линии) и поджатом эксцентрике он касался полок изгибаемых уголков.
Упорные болты устанавливаются в зависимости от толщины и количества изгибаемых уголков. Затем упор при помощи эксцентрика прижимают к уголкам, а верхние планки посредством винтов опускают и уголки зажимаются. После включения элекфодвигателя происходит поворот подвижной колодки относительно неподвижной и уголки начинают изгибаться. При достижении угла изгиба 90° выключают электродвигатель, разжимают колодки и дают электрдвигателю обратный ход. Затем заготовки перемещают до следующего места изгиба, после чего процесс гибки повторяется. В таком же порядке производится изгиб всех четырех Углов фланца.
Для того чтобы освободить фланец, необходимо колодки разжать, а упор отвести от полок.
Механизм СТД45 предназначен для гибки мерных заготовок с целью изготовления прямоугольных фланцев из ровнобоковой угловой стали.
Механизм состоит из станины, стола, механизма прижима, упоров, пневмооборудования и электрооборудования. Внутри станины расположен электродвигатель. Сверху на станине укреплен стол с червячным редуктором и зубчатой цилиндрической передачей 25. На цилиндрической шестерне закреплена поворотная плита с кулачками, воздействующими при повороте плиты на два конечных выключателя, губками и упорами. Конечные выключатели закреплены на стснках стола. На неподвижной плите стола закреплены губки. Механизмы прижима состоят из стоек, рычагов, пневмоцилиндров и прижимных планок. Механизм прижима установлен на неподвижной плите, а механизм прижима — на поворотной плите стола.
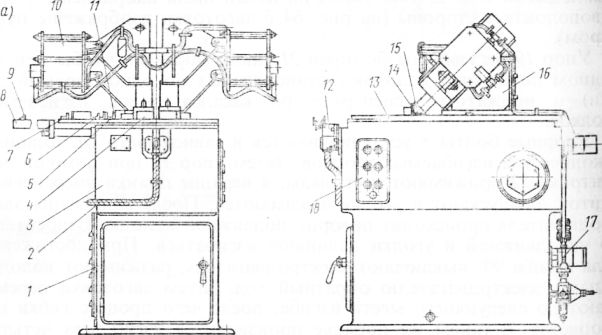
Рис. 2. Механизм СТД45:
а — общий вид; б — кинематическая схема
Упоры,, смонтированы в пазах на поворотной плите, а упор — на приставной штанге, прикрепленной к столу. Упор является постоянным для первого гиба уголка и устанавливается на размер 100 мм для фланцев с требуемой стороной от 200 мм и на размер 200 мм для фланцев со стороной от 400 мм. Мерный уголок-заготовку устанавливают на стол. Заготовки ложатся на поворотную плиту стола и своим торцом упираются в передвижной упор и на неподвижную плиту.
Вертикальная полка заготовки зажимается двумя губками механизмов прижима. Под воздействием двух пневмоцилиндров и прижимных планок, закрепленных соответственно на поворотной и неподвижной плитах, уголок-заготовка прижимается вертикальной полкой к губкам и, а горизонтальной полкой — к поворотной и неподвижной плитам стола. Привод шестерни, а следовательно, и поворотной плиты осуществляется от электродвигателя через клиноременную передачу, червячный редуктор и шестерню. После первого изгиба уголка-заготовки язычок упора отбрасывается, а упор устанавливается на размер первой стороны получаемого фланца и упор — на размер второй стороны фланца. Третий (последний) изгиб производится по установленному ранее упору. При изготовлении квадратного фланца отмер идет по упорам и, установленным на требуемый размер. Для установки упоров на требуемый размер сторон фланца на механизме имеется мерная линейка, закрепленная на поворотной плите и штанге.
Управление электрическим и пневматическим оборудованием механизма осуществляется с помощью пульта.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Механизмы для изготовления прямоугольных фланцев"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы