Строй-Техника.ру
Строительные машины и оборудование, справочник
Для отбортовки торцов воздуховодов под бандажное соединение приспособлен ряд механизмов, серийно выпускаемых или ранее выпущенных на заводах. К таким механизмам относятся механизмы для офланцовки воздуховодов СТД52 и ВМС60, у которых для этих целей устанавливают специальные ролики и приспособления.
В настоящее время заводы треста «Сантехдеталь» выпускают или осваивают в производстве специальные механизмы типа СТД166, СТД172 и др.
Механизмы СТД166 и СТД172 предназначены для образования механическим путем отбортовки бортика и зига на торце царг круглых прямиков и фасонных частей воздуховодов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Механизм СТД166 состоит из станины, пневмоцилиндра, семи головок и прижимов пневморазводки.
Станина сварной конструкции состоит из двух стенок и, связанных бобышками с ребрами. В нижней части стенки крепятся к раме, выполненной в основании из швеллеров. В верхней части передней стенки приварены семь площадок с ребрами, к которым болтами крепятся кронштейны рычагов прижимов и верхние половины прижимов, а также установлены краны управления пневмоцилиндрами прижимов и общий кран управления пневмоприводом головок. Нижние половины прижимов подвешены каждая к своему автономному пневмоцилиндру который в свою очередь прикреплен к передней стенке станины. Между стенками станины на осях смонтированы звездочки цепных передач привода головок.
Пневмоцилиндр является исполнительным органом пневмопривода головок. Внутри цилиндра ходит поршень с двумя штоками. На выходных концах штоков закреплены кронштейны с тягами. Тяги в средней части скреплены между собой фланцами и болтами, образуя таким образом общую систему тяг. Тяги свободно перемещаются в рамках. Поршень пневмоцилиндра под воздействием сжатого воздуха перемещает концы штоков из одного крайнего положения в другое, до упора и обратно. Тяги с головками связаны цепными передачами. За один ход поршня головка совершает один оборот.
Головки и служат для формования бортика и зига на торце царги воздуховода соответствующего диаметра. Каждая из головок состоит из вала, неподвижно закрепленного в бобышке станины. На конце вала закреплена рукоятка с фиксатором, с помощью которой регулируется положение кулачков головки. На вал головки насажена звездочка 36 цепной передачи пневмопривода. Три кулачка специального профиля насажены на передний конец вала и закрыты диском.
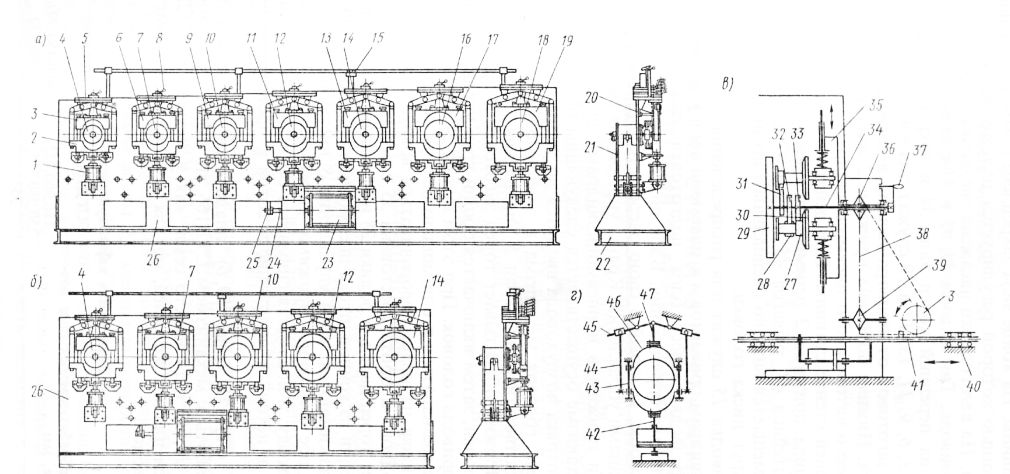
Рис. 1. Механизм СТД166:
а – общий вид; б – механизм СТД172, общий вид; e-механизмы СТД166 и СТД172, кинематическая схема головок; г – кинематическая схема прижимов
Прижимы и служат для фиксации царг вентиляционных заготовок от проворачивания в период формования бортика и зига. Нижняя половина прижима жестко соединена со штоком своего автономного пневмоцилиндра, который закреплен на передней стенке станины. Под действием пневмоцилиндра нижняя половина прижима перемещается вверх, а под воздействием кронштейнов, рычагов и тяги верхняя половина прижима смещается вниз по специальным штангам, обжимая заготовку вокруг диска головки.
Пневморазводка служит для распределения сжатого воздуха по пневмоцилиндрам прижимов и к пневмоцилиндру привода головок. Пневморазводка имеет блок подготовки сжатого воздуха и элементы пневмооборудования. Блок подготовки воздуха соединен с коллектором, который в свою очередь напорными рукавами соединен с кранами управления. Краны управления связаны с пневмоцилиндрами прижимов и пневмоцилиндрами привода головок. Работа на механизме осуществляется следующим образом: цилиндрическая заготовка воздуховода вводится до упора своим торцом в одну из семи головок механизма в зависимости от диаметра, включается соответствующий кран управления пневмоцилиндра прижима. Прижим обхватывает торец заготовки и прижимает ее к диску головки, затем включается общий кран управления пневмоцилиндра привода головок. При этом штоки пневмоцилиндра начинают перемещаться и с помощью цепной передачи соответствующая головка начинает поворачиваться вокруг своей оси. По совершении одного оборота крестовина с роликами головки отбортовывает торец царги, а ролики выдавливают зиг. После того как один из концов штока пневмоцилиндра дойдет до упора, ролики разжимаются, кран управления пневмоцилиндра выключается и обе половины прижима разжимаются, освобождая готовую заготовку, и последняя снимается с механизма. Механизм возвращается в исходное положение и готов к проведению новой операции.
Механизм СТД172 аналогичен по конструкции и принципу работы с механизмом СТД166, но имеет пять рабочих головок, и вместо семи, как у механизма СТД166, и предназначен для тех же целей, но для другого ряда диаметров царг воздуховодов.
Механизмы СТД166 и СТД172 целесообразно применять для от-бортовки торцов воздуховодов, изготовленных на полуавтоматах СТД363.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Механизмы для подготовки торцов круглых воздуховодов под бандажное соединение"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы