Строй-Техника.ру
Строительные машины и оборудование, справочник
Стан СТД3918Б предназначен для изготовления спирально-сварных прямиков круглых воздуховодов из стальной рулонной ленты.
Стан состоит из задающего механизма, механизма формовки и сварки и механизма отрезки.
Задающий механизм служит для разматывания стальной рулонной ленты, подготовки ее кромок для формовки и сварки и подачи ленты в механизм формовки и сварки под определенным углом и необходимым усилием. Задающий механизм состоит из поворотной рамы, на которой установлены разматыватель стальной ленты, валки приемные, ножницы гильотинные, механизм сварки стыков ленты, механизм поворота рамы, клеть валковая, коробка скоростей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
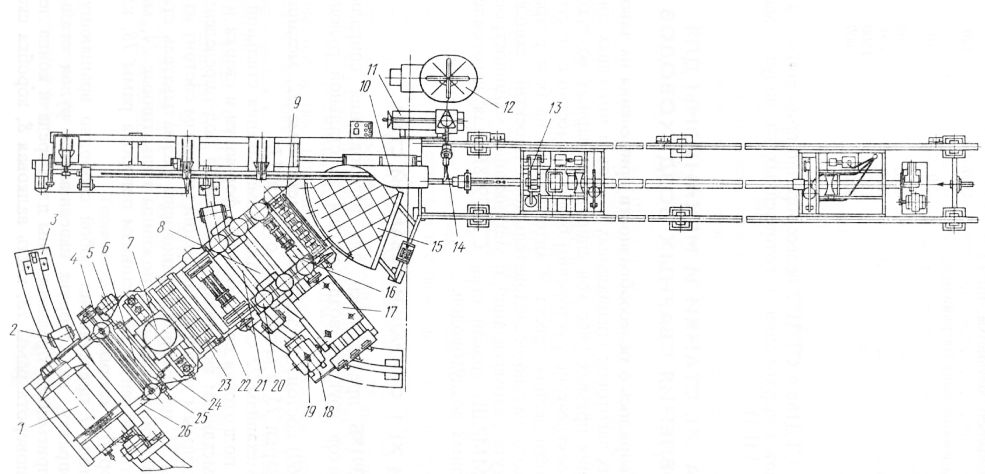
Рис. 1. Стан СТД3918Б. Схема размещения оборудования
Разматыватель представляет собой свободно вращающуюся консольную оправку, на которую навешивается рулон стальной ленты. Валки приемные предназначены для передачи конца ленты от разматывателя до валковой клети, после чего они отключаются. Валки приемные имеют два привода: электрический и ручной. Ручной привод применяется только при подгонке концов двух рулонов для их сварки. Оба привода передают крутящий момент на нижний ведущий валок. Верхний валок — холостой — посредством двух пневмоцилиндров прижимает ленту к нижнему валку. Ножницы гильотинные предназначены для обрезки концов ленты перед их сваркой. Ножевая балка перемещается поступательно по двум направляющим под воздействием усилия пневмоци-линдра через систему рычагов. Механизм сварки стыков лент имеет зачистное устройство для зачистки кромок ленты тремя проволочными дисковыми щетками, имеющими индивидуальные приводы.
Механизм поворота рамы обеспечивает установку задающего механизма под определенным углом к оси формующего механизма. Угол установки задающего механизма зависит от ширины ленты, требуемого диаметра спирально-сварного воздуховода и величины нахлестки сварного шва. Механизм поворота рамы состоит из четырех катков, укрепленных на раме задающего механизма. Один каток приводной, три — холостые. Приводом служит электродвигатель. Катки попарно опираются на два изогнутых рельса, центр кривизны которых совпадает с осью поворота задающего механизма. Управление механизмом поворота осуществляется сварщиком с пульта управления.
Клеть валковая предназначена для отбортовки кромок ленты и ее подачи в механизм формовки и сварки. Величина отбортовки делается с таким расчетом, чтобы обеспечить нахлестку кромок ленты на — 5 мм. Клеть имеет две пары подающих валков и одну пару валков с передвижными сменными отбортовываю-щими роликами. Все валки являются приводными. Крутящий момент передается от коробки скоростей нижнему отбортовочному валку, а от него — всем остальным. Скорость вращения валков регулируется коробкой скоростей. Давление валков на ленту осуществляется с помощью пневмоцилиндров и системы рычагов. Коробка скоростей предназначена для обеспечения необходимой скорости сварки спирального шва воздуховода и равна скорости подачи ленты. Коробка скоростей обеспечивает девять скоростей подачи ленты в механизм формовки и сварки — от 0,5 До,3 м/мин.
Механизм формовки и сварки предназначен для свертывания ленты в спиральную трубную заготовку и сварки кромок ленты сплошным швом. Механизм состоит из щелевых проводок, сменной формующей гильзы и сварочной головки. Щелевые проводки, по которым проходит лента на участке от валковой клети до формующей гильзы, служат для предотвращения продольного изгиба ленты на этом участке. Свертывание ленты в спиральную трубную заготовку, подаваемую валковой клетью, осуществляется одной из сменных формующих гильз (по числу диаметров спирально-сварных воздуховодов, получаемых на стане). Сварочная головка установлена на кронштейне, который обеспечивает ей нужное положение в зависимости от диаметра, шага и угла подъема спирали свариваемой трубы. Сварочной головкой производят газоэлектрическую сварку стыков ленты в среде углекислого газа плавящейся электродной проволокой диаметром 0,8 — 1 мм. Электродная проволока укладывается в кассету специального разматывателя и подается к сварочной головке. Сварочный полуавтомат питается от селенового выпрямителя.
Механизм отрезки служит для перерезки спирально-сварной трубной заготовки на заданные длины без приостановки процесса ее формовки и сварки. Перерезка трубной заготовки осуществляется летучей пилой, установленной на тележке, за один оборот трубы.
На базе станов для изготовления круглых спирально-сварных воздуховодов на крупных заводах по изготовлению спирально-сварных воздуховодов созданы поточные механизированные линии.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Спирально-сварной стан"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы