Строй-Техника.ру
Строительные машины и оборудование, справочник
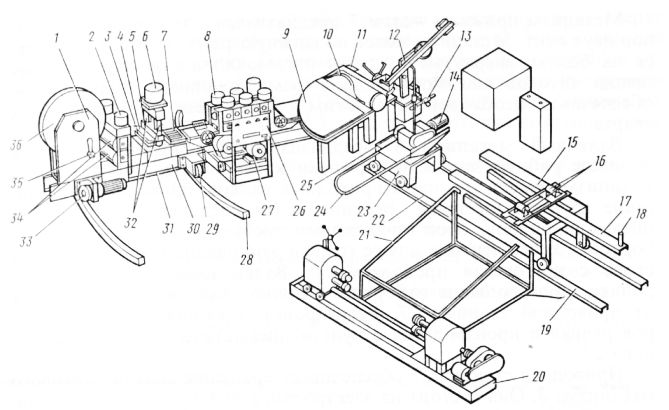
Поточная линия СГД450 предназначена для изготовления круглых звеньев воздуховодов из стальной рулонной ленты методом свивки и одновременной сварки шва электродуговой сваркой в среде углекислого газа с последующей отрезкой мерных заготовок и их офланцовкой или отбортовкой торцов под бандажное соединение.
Линия СТД450 состоит из удерживающего устройства, размоточного механизма, механизма резки ленты, механизма прижима ленты, механизма валкового, приводной станции, пульта пневматического 4-позиционного, поворотного устройства, стола с круговыми проводками, механизма для отрезки воздуховода фрезой, поддерживающего устройства, установки для сварки, установки для микроплазменной резки, фундамента, пневморазводки, накопительного устройства, электрооборудования, рабочего инструмента, механизма для двусторонней офланцовки воздуховода.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Поточная механизированная линия СТД450. Схема размещения оборудования
Удерживающее устройство предназначено для установки на него стальной рулонной ленты. Устройство имеет сварную стойку с осью, на которую на подшипниках качения устанавливается оправка. Рулон ленты устанавливается на оправку и фиксируется диском от осевых смещений. Поворот оправки при заводе конца ленты в валки размоточного механизма осуществляется зубчатой парой посредством рукоятки.
Разметочный механизм предназначен для подачи ленты в процессе наладки линии. В сварной станине механизма установлены два вала. Вращением рукоятки приводится во вращение нижний вал, и конец стальной ленты, перемещаясь, разматывает рулон.
Механизм резки листа предназначен для отрезки неровной кромки конца одного и начала другого рулона ленты для подготовки их концов к стыковой сварке. По направляющим колонкам механизма перемещается ножевая балка. Нижний нож укреплен на столе. Привод ножевой балки осуществляется с помощью пневмоцилиндра.
Механизм прижима ленты предназначен для соединения концов двух лент. Механизм имеет подвижную раму, которая опирается на болты, ввернутые в штоки пневмоцилиндров. При перемещении штоков пневмоцилиндров рама с шиной поднимается, обеспечивая необходимый прижим стыков лент, подлежащих сварке.
Валковый механизм предназначен для подачи ленты в процессе работы линии и формовки краев ленты. Рабочая часть механизма имеет три пары приводных валков, приводимых в действие группой шестерен. Верхние валки соединены со штоками пневмоцилиндров, обеспечивающими требуемое давление для от-бортовки краев ленты и для ее транспортирования в направляющих стола с круговыми проводками. Валки имеют формовочные ролики, производящие отбортовку, привод валков осуществляется от приводной станины. Регулировка давления пневмоцилиндров ручная и производится с пульта пневматического 4-позиционного.
Приводная станция обеспечивает вращение валков валкового механизма 8. Она состоит из электродвигателя, приводящего в движение через клиноременную передачу быстроходный вал редуктора, и далее через муфту второй редуктор и валки. Наличие двускоростного электродвигателя и двойных шкивов позволяет осуществлять работу механизма валкового в четырех режимах подачи ленты.
Пульт — пневматический 4-позиционный, предназначен для управления пневмоцилиндрами валкового механизма. Он имеет редукционные клапаны, с помощью которых устанавливается требуемое давление в пневмоцилиндрах.
Поворотное устройство 30 обеспечивает требуемый угол установки ленты. Сварная несущая конструкция устройства предназначена для установки на ней вышеперечисленных сборочных единиц. Рама устройства установлена на трех приводных катках и одном ведущем катке, установленном совместно с мотор-редуктором. Катки перемещаются по рельсам.
Стол с круговыми проводками оборудован рабочим инструментом (сменные формовочные головки). Механизм для отрезки предназначен для отрезки получаемой на линии спирально-сварной трубы на мерные заготовки. Механизм смонтирован на тележке, установленной на рельсах. Вращение отрезной фрезы осуществляется посредством цепной передачи от редуктора и электродвигателя. Отрезка трубы происходит при включении электродвигателя и подъема фрезы вверх с помощью рычага.
Поддерживающее устройство предназначено для перемещения трубы при ее навивке. Устройство имеет раму, выдвижную штангу и упорный ролик, который является установочным упором при получении мерных заготовок. Ролики служат для поддержки получаемой заготовки в процессе ее изготовления и после отрезки. Рама передним концом жестко скреплена с тележкой механизма отрезки и в процессе работы перемещается вместе с ней.
Установка для сварки обеспечивает электродуговую сварку торцов ленты по спирали в среде углекислого газа. Установка для микроплазменной резки позволяет осуществлять бесшумную отрезку трубы на мерные заготовки. В качестве режущего инструмента использован плазмотрон ВПР-10, который получает питание через шланги от аппарата АВПР-3, применяемого для воздушно-плазменной резки металлов.
В качестве механизма для офланцовки воздуховодов в линии используют ВМС60.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Поточная линия для изготовления спирально-сварных воздуховодов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы