Строй-Техника.ру
Строительные машины и оборудование, справочник
Стенд 1053IT предназначен для сборки узлов из чугунных канализационных труб и фасонных частей с заливкой раструбов расплавленной серой.
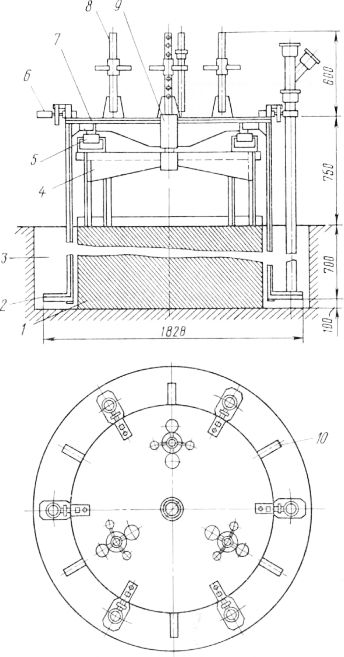
Стенд устанавливают на фундаменте цилиндрической формы. Он состоит из стальной сварной станины, по верху которой укреплены ролики, а в центре в соответствующей втулке с подпятником смонтирован вращающийся вертикальный вал. На валу укреплен поворотный стол, вращающийся вместе с валом и скользящий по роликам. На поворотном столе укреплены шесть хомутов для зажима чугунных канализационных труб при заделке и заливке стыков. Под хомутами, предназначенными для заделки удлиненных узлов, устроены опоры. Для заделки укороченных узлов на поворотном столе укреплены еще три стойки с хомутами. Поворотный стол имеет рукоятки, с помощью которых рабочий может поворачивать стол. Для сборки удлиненных узлов вокруг фундамента в полу сделан кольцевой канал.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Стенд 1053П
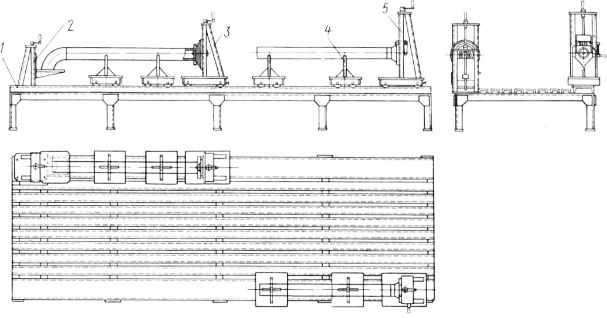
Рис. 2. Стенд для сварки узлов трубопроводов
Стенд для трубопроводов предназначен для сварки узлов из труб диаметром от 56 до 350 мм, координатные размеры которых могут меняться. Стенд состоит из рамы, сваренной из швеллеров и укрепленной на стойках высотой 500 мм. На этой раме можно в различных точках и в различных комбинациях расставлять стойки-кронштейны с приспособлениями для облегчения выполнения различных монтажных операций. Так, кронштейн применяется для напасовки плоских фланцев, кронштейн — для припасовки угольников, кронштейн — для припасовки воротниковых, привариваемых встык фланцев; опоры с призмами применяются для поддержки обрабатываемой (свариваемой) трубы. В зависимости от надобности число и конструкция кронштейнов могут меняться.
Иногда для облегчения такелажных операций стенд оборудуется дополнительно краном-укосиной, тельфером или лебедкой.
Станок СТД132 предназначен для автоматической сварки в среде углекислого газа Н- и Т-образных соединений стальных водогазопроводных труб (по ГОСТ 3262 — 62) между собой.
Станок состоит из сварной станины, на которой монтируются основные узлы станка: шпиндель, механизм фиксатора, механизм прижима, два держателя, механизм подающий и электрооборудование. Шпиндель выполнен в виде вертикального цилиндра, закрепленного на кронштейне. В нижней части цилиндра имеются тиски. Поворотом рычага осуществляется сближение призм тисков и зажимается трубная заготовка. К кронштейну крепятся подающий механизм и держатели. Кронштейн сидит на подшипниках скольжения и может поворачиваться вокруг цилиндра на 180°. Механизм фиксатора предназначен для установки горизонтальной трубной заготовки таким образом, чтобы ось отверстия в ней совпадала с осью цилиндра. Механизм фиксатора представляет собой рычаг, шарнирно закрепленный на кронштейне. На свободном конце рычага установлена фиксирующая головка, которая в перпендикулярном направлении имеет два конуса, соответствующие трубным заготовкам с диаметрами условного прохода Dy = и Dy = мм. Рычаг в «рабочее» и «откинутое» положения устанавливается вручную и фиксируется посредством пружины. Механизм прижима предназначен для прижима горизонтальной трубной заготовки к призмам станины во время процесса сварки. Механизм имеет два рычага, шарнирно закрепленных в кронштейнах, установленных на плите станины. Держатели предназначены для установки двух диаметрально расположенных сварочных горелок в заданном положении в зависимости от диаметров свариваемых трубных заготовок. Конструкция обеспечивает направление сварочной горелки относительно осей мест сварки трубных заготовок: горизонтальной и вертикальной. Перемещение штанги в кронштейне по вертикали и винта с рычагом под углом к горизонтальной плоскости позволяет устанавливать сварочную горелку на требуемое расстояние от места сварки. Подающий механизм предназначен для подачи сварочной проволоки к месту сварки. Подающий механизм закреплен на кронштейнах шпинделя, на котором закреплены и держатели, благодаря чему он имеет возможность поворачиваться вокруг оси шпинделя. Угол поворота должен обеспечить необходимое перекрытие сварного шва. Это достигается практически с помощью конечного выключателя. Для обеспечения синхронной подачи сварочной проволоки к горелкам выходные валы подающего механизма заканчиваются шестернями и, которые находятся в зацеплении с одной общей шестерней. Вместе с шестерней получает вращательное движение приводной фрикционный эллиптический ролик, который кроме вращения вокруг своей оси производит движение обкатывания по профилированной поверхности сменного копира, установленного на станине станка. Копир имеет профиль, соответствующий диаметру свариваемых трубных заготовок. Благодаря эллиптической форме приводного фрикционного ролика сварочная горелка получает колебательное движение около средней линии сопряжения горизонтальной и вертикальной трубной заготовки, что повышает качество сварного шва.
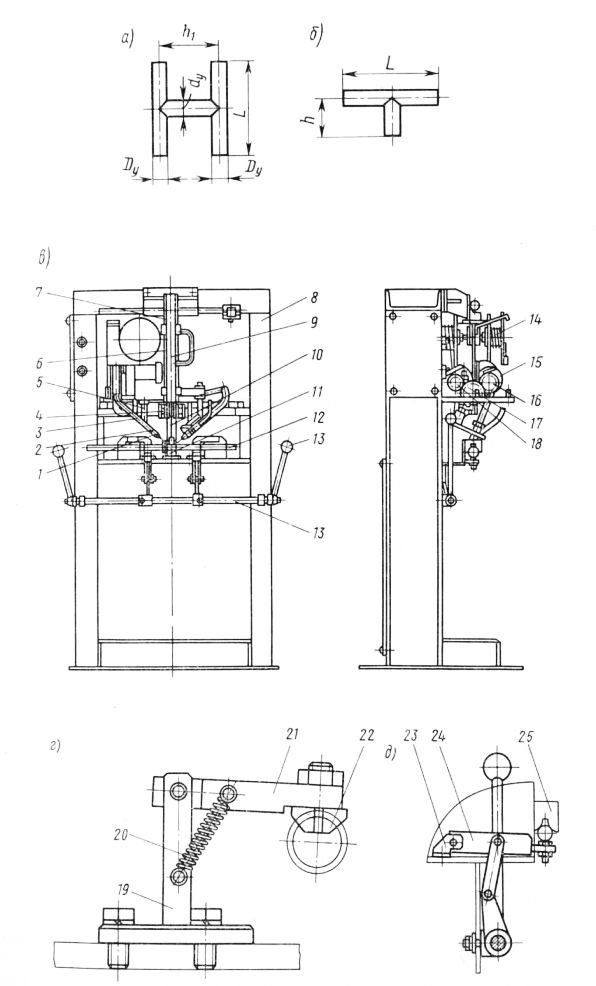
Рис. 3. Соединения труб:
а — Н-образное; б — Т-образное, в — общий вид станка СТД132; г — механизм фиксатора; д — механизм прижима
Электрооборудование станка состоит из двух комплектов шлангового полуавтомата А-547У. Питание станка сварочным током осуществляется от сварочных выпрямителей ВС-300ИС и 2-ИС. Включение сварочных выпрямителей осуществляется поворотом рукоятки пакетных выключателей. Подогреватель углекислого газа включается через розетку, установленную на панели шкафа управления станком. Станок в работу включают с помощью кнопочной станции, установленной на станине станка. При этом срабатывают соответствующие реле и на сварочные мундштуки горелок подается сварочное напряжение от источника тока. Одновременно включаются электродвигатели подающего механизма и отсекатель газа, в зону сварочной дуги начинают поступать углекислый газ и электродная проволока. Процесс сварки продолжается до тех пор, пока сварочные головки не сделают половину оборота вокруг свариваемых трубных заготовок.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Механизмы и приспособления для сборки и сварки узлов из труб"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы