Строй-Техника.ру
Строительные машины и оборудование, справочник
Изолирование токопроводящих частей электрических машин выполняется несколькими способами: обертыванием непрерывным ленточным материалом токоведущей части по всей ее длине, обертыванием листовым изоляционным материалом детали или ее части, установкой различных прокладок или изоляционных шайб. Способ изолирования выбирают в зависимости от конструкции и назначения токоведущей части, ее расположения в машине, от напряжения машины и требований к ее изоляции.
Изолирование ленточным материалом. Непрерывная изоляция выполняется из ленточных изоляционных материалов: слюдинитовых или слюдопластовых лент, микаленты, стекломикаленты и т. п. Ее можно накладывать на отдельный проводник, на несколько проводников одновременно или на всю сторону катушки обмотки. Различают несколько способов наложения ленточной изоляции: вразбежку, впритык, с нахлестом одного витка на другой. Вразбежку ленту наматывают для скрепления проводников катушки друг с другом. Лента, наложенная впритык, защищает наружную поверхность изолированной катушки от возможных механических повреждений, но не создает слоя изоляции, так как в местах соприкосновения витков ленты изоляция отсутствует. Для создания слоя электрической изоляции витки ленты располагают с нахлестом. Ленту можно наматывать так, чтобы половина ширины витка ложилась на предыдущий виток, а половина — на изолируемую поверхность. Такой способ называется наложением ленты вполнахлеста или вполперекроя. В результате получается ровный слой изоляции толщиной, равной двойной толщине ленты.
Витки ленты могут быть наложены так, что они перекроют друг друга только на 1/3 ширины. Толщина слоя изоляции при этом получается неравномерной. Такой способ называют изолированием втретьнахлеста или втретьперекроя. Изолирование с нахлестом независимо от того, как наложена лента (вполнахлеста или втретьнахлеста), создает слой изоляции, электрическая прочность которого определяется толщиной только одного слоя ленты, так как всегда остаются участки, на которых между изолированной деталью и наружной поверхностью расположен только один слой ленты. На рис. 1 эти участки отмечены цифрами I—I. При изоляции втретьнахлеста их длина больше, в то же время общая толщина нанесенных слоев ленты одинакова при обоих способах наложения изоляции. Поэтому для большей надежности почти во всех случая* непрерывную изоляцию накладывают вполнахлеста, несмотря на то, что при этом расходуется несколько больше изоляционного материала.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
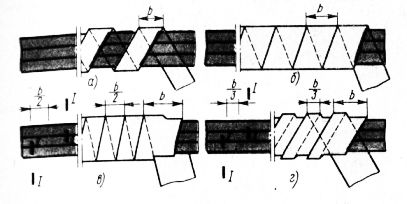
Рис. 1. Способы наложения изоляции:
а — вразбежку, б — впритык, в — вполнахлеста, г — втретьнахлеста
Наложение непрерывной изоляции вручную — трудоемкая операция. Для нанесения каждого витка ролик ленты необходимо обвести вокруг изолируемых проводников. Для этого приходится перехватывать его попеременно то одной, то другой рукой. Лента должна ложиться ровно, без морщин, с заданным нахлестом. Натяжение ленты при изолировании должно быть постоянным, а витки должны плотно прижиматься друг к другу, Для этого каждый виток или, в крайнем случае, несколько витков необходимо утягивать свободной от ролика рукой, поправляя и разглаживая наложенную ленту.
В обмоточном производстве для механизации этой операции созданы устройства, позволяющие наносить непрерывную изоляцию на проводники или на стороны катушек с заданным нахлестом.
Для наложения непрерывной изоляции на обмоточные провода применяют, например, механический обмотчик. Обмоточный провод, на который нужно нанести слой непрерывной изоляции, пропускают в отверстие диска. На штырях диска устанавливаются на барабанах один или два рулона с изоляционной лентой. При вращении диска лента из рулона обертывается вокруг провода. Скорость движения провода и частота вращения диска согласованы так, что за время одного оборота диска провод продвигается на половину ширины ленты. Таким образом на него накладывается непрерывная изоляция вполнахлеста при одном рулоне с лентой в один слой и при Двух рулонах — сразу в два слоя. Для создания нужного натяжения ленты барабаны с рулонами притормаживают.
Механический обмотчик рассчитан только для изолирования проводов, так как их можно продеть сквозь центральное отверстие диска. Для изоляции замкнутых катушек применяют обмоточные головки, основной частью которых является кольцо с вырезом. В вырез пропускают сторону изолируемой катушки. Кольцо вращается приводным ремнем от шкива двигателя. Ролики служат для натяжения ремня и прижимают его к внешней поверхности вращающегося кольца. На кольце устанавливается один ролик (или два) с ленточным изоляционным материалом. Конец ленты закрепляется на стороне изолируемой катушки. При вращении кольца лента обматывает стороны катушки. Направляющие ролики служат для выравнивания ленты и ее натяжения при изолировании. Во время работы обмоточной головки изолируемая катушка продвигается вдоль оси вращения кольца. Частота вращения кольца, скорость движения (подача) катушки и ширина ленты согласуются таким образом, чтобы лента ложилась с определенным перекрытием витков так же, как и в механическом обмотчике.
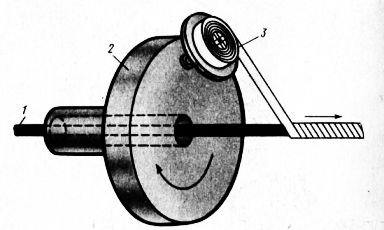
Рис. 2. Механический обмотчик
Обмоточные головки используются в изолировочных станках с автоматической или ручной подачей катушки. Обмоточные головки такой конструкции могут служить для изолирования катушек с большим расстоянием между сторонами, так как во время работы ролики с лентой обегают вокруг изолируемой детали.
Для наложения непрерывной изоляции на полюсные катушки с малыми внутренними размерами пользуются обмоточными головками другого типа, работающими по принципу челнока.
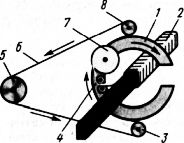
Рис. 3. Принципиальная схема работы обмоточной головки (стрелками показано направление движения приводного ремня и рабочего кольца)
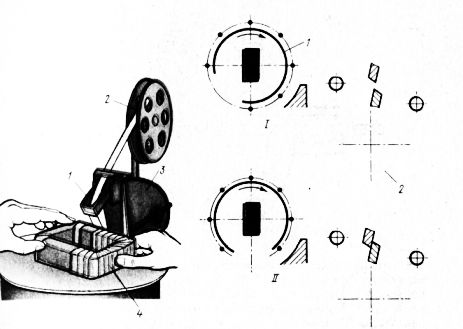
Рис. 4. Челночная обмоточная головка
Шестерня-челнок, вращающаяся от приводного двигателя в корпусе головки, имеет вырез для прохода стороны изолируемой катушки. Такой же вырез имеется в корпусе. Сторона катушки с намотанными на нее и закрепленными несколькими витками ленточной изоляции устанавливается по оси вращения изолировочной головки. Ролик с лентой размещается рядом с головкой. При вращении шестерни-челнока лента сматывается с ролика и изолирует катушку. Одновременно такое же количество ленты наматывается в желоб на внешней поверхности шестерни-челнока. Когда изолирована половина катушки, ленту отрезают (положение //) и при дальнейшем вращении шестерни-челнока для изолирования используется ранее намотанная на нее лента.
Обертывание листовым изоляционным материалом. Листовой изоляционный материал применяют для изоляции прямолинейных частей катушек обмотки, расположенных в пазах машины. Листы материала раскраивают на «простынки» по размеру изолируемой части катушки. Простынку обертывают несколько раз вокруг стороны катушки, уплотняют наложенные Слои в обкаточных станках, опрессовывают и запекают. Образуется гильзовая изоляция или, как ее часто называют, гильза, имеющая высокую электрическую и механическую прочность. Гильзовая изоляция применяется, например, для обмоток машин высокого напряжения.
Обмотки машин низкого напряжения также изолируют листовым изоляционным материалом, но в обмотках из круглого провода он не может быть наложен на катушки до укладки их в пазы из-за узкого шлица паза. Изоляцию устанавливают не на катушки, а в пазы до укладки обмотки в виде пазовых коробов. Они создают сплошной слой изоляции вокруг проводников, находящихся в пазах электрической машины.
Установка прокладок. Способ изолирования с помощью различных прокладок или шайб из изоляционного материала очень широко распространен в электрических машинах. Нарезанные полосками прокладки служат для усиления изоляции между витками катушек, для изоляции между слоями обмоток, для механической защиты основной изоляции от повреждений и т. п. Прокладки устанавливают также для изоляции обмоткодержателей и под проволочными бандажами в якорях машин постоянного тока и роторах фазных асинхронных двигателей. Из коллекторного миканита выполняют изоляционные прокладки между пластинами коллекторов, из формовочного миканита и стекломиканита — коллекторные манжеты и изоляцию сердечников полюсов крупных синхронных машин и т. п.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Методы изолирования токопроводящих частей электрических машин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы