Строй-Техника.ру
Строительные машины и оборудование, справочник
Взаимозаменяемость деталей. Замена одних деталей другими при сборке и ремонте без дополнительной обработки и пригонки называется взаимозаменяемостью, а детали, удовлетворяющие этому требованию, — взаимозаменяемыми. Взаимозаменяемость обеспечивается изготовлением деталей с известными допустимыми отклонениями размеров от номинальных (расчетных) размеров. Эти отклонения размеров построены в определенной системе, называемой системой допусков. Различают номинальный, действительный и предельный размеры.
Номинальный размер — это основной расчетный размер, показанный на чертеже, в миллиметрах.
Действительный размер — это размер готовой де тали, определенный в результате непосредственного измерения. Be личина действительного размера колеблется в установленных для каждого случая пределах и может быть равна, больше или меньше ве личины номинального размера.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Предельными размерами называются такие размеры, между которыми колеблется действительный размер. Один из предельных размеров (верхняя граница) называется наибольшим предельным размером, а другой (нижняя граница) — наименьшим предельным размером. Действительный размер не должен быть выше наибольшего предельного размера и ниже наименьшего предельного размера. Детали, имеющие действительные размеры больше наибольшего предельного размера или меньше наименьшего размера, считаются браком.
Разность между наибольшим и наименьшим предельными размерами называется допуском.
Зона между наибольшим и наименьшим предельными размерами составляет поле допуска. Верхняя граница поля допуска соответствует наибольшему, а нижняя — наименьшему предельным раз-мерамч
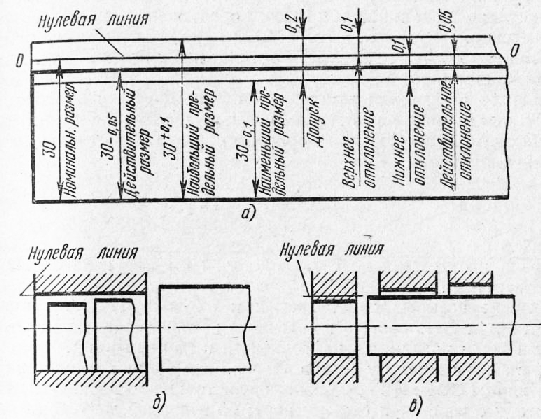
При графическом изображении допусков и посадок пользуются нулевой линией. Нулевой линией называется линия, соответетвующая номинальному размеру, от нее отсчитывают отклонения. Положительные отклонения откладывают вверх от нулевой линии, а отрицатель-уе_вниз. Отклонения в пределах допуска от номинального (основного расчетного) размера бывают верхними и нижними.
Верхним отклонением называется разность между наибольшим предельным размером и номинальным размером.
Нижним отклонением называется разность между наименьшим предельным размером и номинальным размером.
На чертежах в соответствии с ГОСТ 2.307—68 номинальный размер обозначается целыми цифрами, а отклонения в виде десятичной дроби проставляются рядом с номинальным размером одно над другим: верхнее — вверху, нижнее — внизу. Перед цифрой положительного отклонения ставится знак (+), перед цифрой отрицательного отклонения знак минус (—).
Как видно из примера, номинальный размер будет равен 30 мм, верхнее отклонение +0,1, нижнее —0,1. Отсюда наибольший предельный размер 30 + 0,1 = 30,1 мм, наименьший предельный размер 0.1 =29,9 мм. Следовательно, допуск в данном случае равняется: 30,1 — 29,9 = 0,2 мм. На рис. 29, а приведено графи-еское изображение указанных допусков; они располагаются по обе
стороны нулевой линии. Такое расположение допусков называется симметричным.
Допуски можно располагать и по одну сторону нулевой линии Такая система расположения допусков называется несимметричной (односторонней). Эта система принята в СССР.
При сборке двух деталей, входящих одна в другую, различают охватывающую и охватываемую поверхности соединения. У цилиндрических соединений охватывающая.поверхность носит общее название отверстие, а охватываемая — вал. Названия отверстие и вал условно применимы также и к другим охватывающим и охватываемым поверхностям. Например, в соединении призматической шпонки с канавкой шпонка является валом, хотя она и призматическая, а канавка — отверстием.
Характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов, называется посадкой. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей во время работы или степень сопротивления их взаимному смещению.
Зазором называется положительная разность между размерами отверстия и вала (размер отверстия больше размера вала).
Натягом называется положительная разность между размерами вала и отверстия до сборки деталей (размер вала больше размера отверстия).
Так как размеры охватываемой и охватывающей поверхностей деталей могут быть больше или меньше номинального размера, то зазоры и натяги могут быть наибольшими и наименьшими.
Система допусков и посадок. Эта система в соответствии с ГОСТ 7713—62* подразделяется: по основанию системы — на. систему отверстия и систему вала; по величине допусков — на несколько классов точности; по величине зазоров или натягов — на ряд посадок.
Система отверстия характеризуется тем, что в ней для всех посадок одного и того же класса, отнесенных к одному и тому же номинальному диаметру, предельные размеры отверстия остаются постоянными. Осуществление различных посадок достигается путем соответствующего изменения предельных размеров вала. В системе отверстия номинальный размер является наименьшим предельным размером отверстия. На рис. 29, б показаны для примера посадки в системе отверстия.
Система вала характеризуется тем, что в ней для всех посадок одного и того же класса, отнесенных к одному и тому же номинальному диаметру, предельные размеры вала остаются постоянными. Осуществление различных посадок достигается путем соответствующего изменения предельных размеров отверстия. В системе вала номинальный размер является наибольшим предельным размером вала. На рис. 29, в показаны для примера посадки в системе вала.
Обе системы являются несимметричными предельными, причем допуск отверстия в системе отверстия всегда будет направлен в сторону увеличения отверстия (в тело), а допуск вала в системе вала — в сто-оону уменьшения вала (в тело). Предприятия выбирают ту или иную систему, исходя из экономической целесообразности. Система отверстия имеет некоторые преимущества перед системой вала и наиболее распространена на заводах, производящих различные двигатели, станки для обработки металлов и т. п. Поле допуска отверстия в системе отверстия обозначается буквой А, поле допуска вала в системе вала — В.
Классы точности. В зависимости от назначения и размеров деталей последние обрабатываются с различной степенью точности. Для обеспечения выбора в каждом отдельном случае действительно необходимой точности обработки стандартами для размеров от 1 до 500 мм установлено 10 классов точности: 1, 2, 2а, 3, За, 4, 5, 7, 8 и 9-й. При необходимости обработки деталей с размерами от 1 до 500 мм с точностью выше 1-го класса ГОСТ 11472—69 установлены следующие классы точности: 02, 03, 04, 05, 06, 07, 08, 09.
Из вышеперечисленных классы точности 02—09 сверхточные, 1-й и 2-й — точные, 2а, 3 и За — классы средней точности, менее точные 4-й и 5-й классы, 7, 8 и 9-й классы имеют еще меньшую точность.
В автомобилестроении применяются главным образом 1, 2 и 3-й классы точности. Например, кольца шариковых и роликовых подшипников, гильзы и плунжеры насосов высокого давления изготовляют по первому классу точности. Цилиндры, шейки коленчатого и распределительного валов, поршни, поршневые пальцы, детали механизмов трансмиссии обрабатывают по 2-му классу точности, а детали подвески автомобиля — по 3-му классу.
Посадки. Система допусков и посадок предусматривает ряд основных посадок, подразделяющихся на три группы: первая — посадки с зазором (подвижные), вторая — переходные посадки, когда при посадке возможно получение как натяга, так и зазора, третья — посадки с натягом (неподвижные). В каждом классе точности согласно ГОСТ 7713—62* назначено определенное число посадок в соответствии с вышеуказанными группами.
Для 2-го класса точности утверждены следующие наименования посадок в системах отверстия и вала при размерах соединений 1 —500 мм.
Таблицы допусков. По системе отверстия и системе вала составлены специальные таблицы. Ими пользуются при определении и назначении классов точности, посадок, величин допусков и отклонений. Таблицы составлены по каждому классу точности в системе отверстия и в системе вала.
Шероховатость поверхности. При обработке за-готовок режущими инструментами на поверхности деталей получаются неровности и шероховатость. Под шероховатостью понимается сочетание наложенных друг на друга неровностей с различными шагами.
Шероховатость поверхности определяется одним из следующих параметров: средним арифметическим отклонением профиля поверхности R, выраженным в микрометрах, высотой неровностей выраженной в микрометрах. В зависимости от максимальных числовых значений шероховатости Ra и Rz, измерение которых осуществляется при определенных базовых длинах, установлены 14 классов шероховатости поверхности. Классы шероховатости поверхности с 6-го но 14-й дополнительно разделяются на разряды а, б и в.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Понятие о допусках и посадках в автомобилестроении"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы