Строй-Техника.ру
Строительные машины и оборудование, справочник
Разборка кузовов и кабин. Кузова и кабины, прошедшие наружную мойку вместе с автомобилем, демонтируют с шасси и подвергают предварительной разборке, при которой снимают все детали, закрывающие корпус с внутренней и наружной стороны. Снятые детали в зависимости от их состояния направляют на соответствующие производственные участки для комплектации, ремонта или на склад утиля.
С корпуса кузова (кабины) удаляют старую краску либо вручную с помощью металлических скребков и щеток, либо химическим способом с применением паст и жидкостей, смывающих покрытие, либо дробеструйным способом, разрушающим лакокрасочную пленку и придающим поверхности кузова шероховатость, благоприятствующую качественной предварительной подготовке поверхности к окраске.
Полностью кузов (кабину) на детали не разбирают, так как многие части являются сварными. Кузов (кабину) разбирают до такой степени, чтобы можно было проверить и при необходимости заменить несущие и другие поврежденные элементы. Болты, соединяющие стыки панелей, отвертывают, места точечной сварки разрубают, а клепаные швы расшивают, удаляя головки заклепок. Доступные для осмотра соединения деталей, в которых повреждения не обнаружены, разборке не подлежат.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Основные дефекты корпусов ку-ювов (кабин): коррозионные повреждения; механические повреждения в виде деформаций, вмятин, пробоин и разрывов; разрушение сварных соединений; усталостные трещины; уменьшение толщины материала вследствие истирания; повреждение резьбы в местах крепления деталей.
Дефектацию кузовов (кабин) проводят с помощью контрольных шаблонов и кондукторов, позволяющих устанавливать пригодность деталей по их геометрическим размерам. Детали с поврежденными посадочными местами, деформированные детали, не подлежащие восстановлению правкой, а также детали, имеющие сильное коррозионное разрушение, выбраковывают. При частичной коррозии деталь подлежит восстановлению.
Для удобства разборки, дефектации и ремонта кузовов (кабин) применяют стенды. Кабину устанавливают на поворотную раму 9 стенда и крепят в двух точках. При ремонте кабину поворачивают вокруг оси А — Ас помощью рукоятки 5 и фиксируют ее положение стопором.
Устранение повреждений кузовов (кабин) и оперения. Технологический процесс восстановления кузовов (кабин) и оперения включает операции, выполняемые в определенной последовательности.
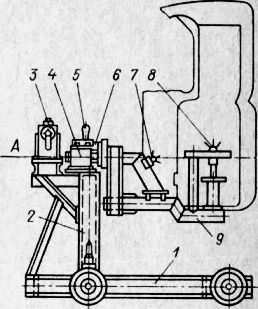
Рис. 1. Стенд для ремонта кабин грузовых автомобилей:
1 — тележка, 2— стойка, 3— редуктор. 4— опора, 5— рукоятка, 6— стопор. 7 и 8— гайки, 9— поворотная рама

Рис. 2. Растяжка для правки дверных проемов кабин грузовых автомобилей
Удаление поврежденных участков кузовов и кабин осуществляют газовой резкой или фасонным резцом вида «ласточкин хвост» с пневматическим приводом. Перед вырезкой поврежденные участки размечают мелом с помощью шаблонов, которые по форме соответствуют дополнительным ремонтным деталям, но меньше их на 25 мм на сторону.
Изготовление дополнительных ремонтных деталей обычно начинают с разметки листового проката. На него наносят наружный контур детали, контуры внутренних вырезов и места расположения отверстий, а также указывают места гибки. Листовой прокат режут по разметке на гильотинных ножницах, имеющих прямые и круглые ножи. Более точный и производительный способ получения заготовок—резка проката на гильотинных ножницах и пресс-ножницах без разметки по упору или с помощью накладных шаблонов.
Гибку заготовок обычно выполняют в универсальных гибочных штампах на эксцентриковых или фрикционных прессах, реже — на профилегибочных станках с использованием профилированного инструмента.
Полые пространственные детали изготовляют ручной и машинной выколоткой, формовкой на специальных матрицах (форм-блоках), штамповкой на молотах, вытяжкой на прессах.
Отверстия в ДРД продавливают на прессах в штампах с помощью шаблонов или делительно-копировальных устройств. Менее производительным и экономичным является сверление отверстий.
Устранение трещин, пробоин и разрывов осуществляют газовой сваркой или дуговой в среде углекислого газа. Для ограничения распространения трещины перед сваркой ее концы засверливают, а затем свариваемые участки выправляют.
Проковка и зачистка сварочных швов необходима для упрочнения места сварки, улучшения герметичности и придания кузову нужного профиля. Для проковки используют пневматический рихтовочный молоток и комплект поддержек. Места сварки зачищают шлифовальными кругами, установленными в пневматических или электрических шлифовальных машинках.
Отделка кузовов и кабин предназначена для придания им правильной геометрической формы и требуемой шероховатости. Вмятины и выпучины устраняют с помощью пневматических рихтовочных молотков или вручную. Небольшие вмятины на облицовочных поверхностях заделывают припоями или пластическими массами.
Выровненную поверхность кузова или кабины очищают от следов коррозии, окалины и наплывов от сварки с помощью переносных пневматических или электрических шлифовальных машинок либо электромеханических щеток. Поверхность кузова или кабины после обезжиривания щелочным раствором промывают водой, обдувают горячим воздухом, затем наносят слой грунта, шпаклюют и шлифуют с помощью пневматических или электрических шлифовальных машинок, а также вручную с помощью пемзы и шлифовальных шкурок.
Сборка и окраска кузовов и кабин. Сборку осуществляют в две стадии. Первая стадия предшествует окраске. На кузов устанавливают двери, крылья, капот, облицовку радиатора, брызговики и другие детали, подлежащие окраске вместе с кузовом, а также детали, которые при сборке после окраски могут повредить лакокрасочное покрытие. Собираемые части должны быть предварительно отремонтированы и загрунтованы.
Вторая стадия — сборка кузовов и кабин после окраски — заключается в установке на них всех отремонтированных деталей и сборочных единиц.
Лакокрасочное покрытие кузовов, кабин и оперения должно иметь высокие защитно-декоративные свойства. Для уменьшения, шума при движении автомобиля, а также в качестве антикоррозионной защиты на внутренние поверхности металлических кузовов наносят распылителем или на установке пневматического распыления уплотнительные и противошумные мастики.
Последующее нанесение первого (выявительного) слоя краски позволяет обнаружить все дефекты, оставшиеся после шлифования поверхности кузова. Выявленные дефекты устраняют нанесением быстросохнущей шпаклевки с последующим шлифованием поверхности, после чего кузов (кабину) передают на окраску.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт сварных цельнометаллических корпусов кузовов, кабин и оперения"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы