Строй-Техника.ру
Строительные машины и оборудование, справочник
По конструктивному исполнению шлифовальные машины делятся на прямые, угловые, торцовые, с гибким валом, а по принципу работы — на радиально-, плоско- и ленточно-шлифовальные.
Радиальные машины, работающие периферией и торцом круга, составляют основную массу шлифовальных машин, применяемых на строительных и монтажных работах.
Главный параметр радиально-шлифовальных машин — диаметр абразивного круга. Установлены следующие номинальные ряды машин для кругов диаметром: 40, 63, 80, 100, 125 и 160 мм — для прямых машин; 80, 125, 150, 180 и 230 мм — для угловых машин.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рабочей насадкой у радиальных шлифовальных машин служат абразивные круги, эластичные диски, металлические щетки, войлочные, фетровые и хлопчатобумажные круги. Производительность шлифовальных машин значительно возросла в последние годы в связи с выпуском высокоскоростных абразивных армированных кругов, допускающих окружную скорость до 80 м/с и более
При помощи ручных электрических и пневматических шлифовальных машин, оснащенных абразивным инструментом — кругами, успешно осуществляют: – зачистку поверхностей, сварочных швов, корня сварочных швов, грата после газовой резки металла и труб; – удаление коррозии, противокоррозионных и лакокрасочных покрытий; – резку труб и профильного металла из углеродистых и легированных сталей; – снятие и зачистку фасок под сварку листового металла и труб; удаление дефектных заклепок и сварочных швов; снятие заусенцев и наплывов на металле; резку материалов; – шлифование поверхностей металлических изделий и строительных материалов (мрамор, гранит, керамика и др.).
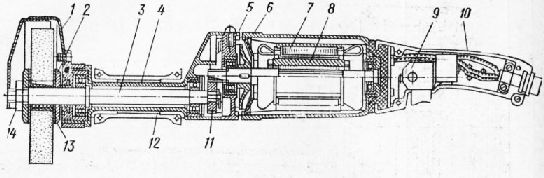
Ручные электрические шлифовальные машины. Ручная шлифовальная электрическая машина прямая ИЭ-20004А. На выступающем конце шпинделя при помощи фланцев и гаек крепится абразивный круг, закрытый защитным кожухом. В рукоятке смонтирован курковый выключатель и закреплен токоподводящий кабель. Корпус шпинделя служит одновременно второй рабочей рукояткой.
Ручные шлифовальные машины имеют, как правило, встроенный электродвигатель, однако в некоторых машинах (ИЭ-6103, ИЭ-8201 А) вращение от двигателя передается абразивному кругу через гибкий вал.
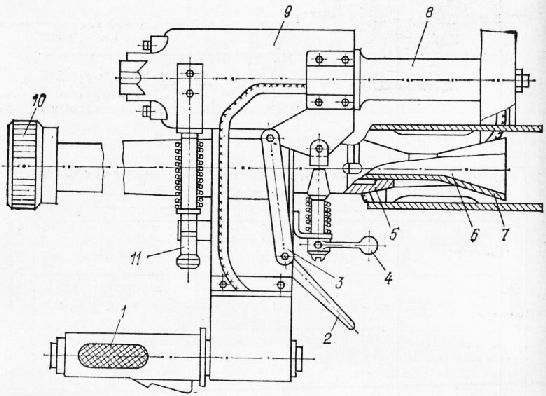
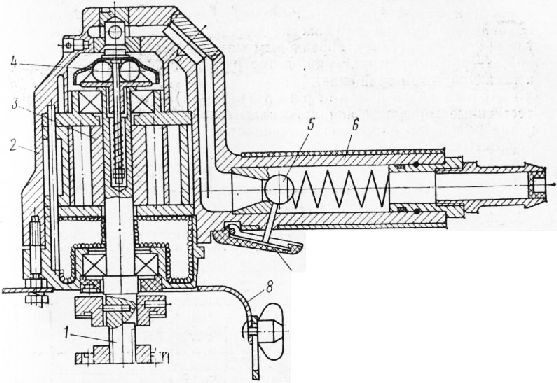
Переносная электрическая шлифовальная машина ФЛДМ-38-51 предназначена для наружной зачистки концов труб под развальцовку и сварку. Машина закрепляется на конце трубы посредством разжимной цанги. Абразивный круг к обрабатываемой трубе прижимается специальным устройством с пружинами. При зачистке трубы другого диаметра цангу заменяют.
Ручные шлифовальные пневматические машины.
Ручная шлифовальная пневматическая машина ИП-2203 предназначена для шлифовальных, зачист-ных и полировальных работ по металлу, граниту, мрамору и др.
В отличие от большинства машин других типов (сверлильные, ножницы и др.) за номинальную частоту вращения радиальных шлифовальных ручных машин принимают частоту вращения круга на холостом ходу.
Рабочие насадки к шлифовальным ручным машинам. Качество обработки и эффективность выполнения работ целиком зависят от правильного выбора рабочих насадок — шлифовальных кругов, которые характеризуются абразивным материалом, зернистостью, связкой, твердостью, структурой, геометрической формой и размерами, а также частотой вращения.
Абразивный материал — искусственные и естественные минералы или кристаллы, зерна которых после измельчения обладают достаточной твердостью и прочностью и способны обрабатывать путем царапания, скобления или истирания поверхности других твердых тел.
Зернистость характеризуется размером зерен основной фракции абразивного материала.
Связка. Основное назначение связки — скрепление зерен шлифовальных кругов и удержание их от преждевременного выкрашивания в процессе шлифования. Качество связки определяет твердость и прочность круга.
Для связок приняты следующие обозначения (ГОСТ 2424—75): керамическая — К; бакелитовая — Б; вулканитовая — В.
Круги с керамической связкой К1, КЗ, К5, К7, К8, К13 обладают высокой прочностью и кромкостойкостью. По водо-, тепло- и химической стойкости стоит выше других связок. Круги не засаливаются, легко режут металл. К недостаткам относятся чувствительность к ударным и изгибающим нагрузкам, невозможность работать со скоростью более 35 м/с. Применяются для всех видов обработки, за исключением разрезки и прорезки узких пазов. Цвет круга от бело-розового до коричневого.
Круги с бакелитовой связкой Б1, Б2, БЗ обладают высокой прочностью и упругостью, что дает возможность работать со скоростью 75 м/с и изготовлять круги толщиной менее 1 мм. Связка обладает невысокой теплостойкостью и выгорает при длительном нагревании при температуре 250—300 °С. Начиная с 200 °С круги приобретают хрупкость, что исключает возможность их применения на операциях с длительным воздействием температур. Цвет круга коричневый разных оттенков.
Круги с вулканитовой связкой 1ГК и 2ГК более упруги, но менее теплостойки, чем круги на бакелитовой связке. При температуре выше 150 °С связка размягчается. Из-за большой плотности круги непригодны для снятия больших припусков и работы на тяжелых режимах шлифования. Благодаря хорошей водостойкости круги могут работать с охлаждением. Их характеризует высокая режущая способность, эластичность и плавность в работе. Недостатки кругов: пониженная стойкость к смазывающе-охлаждающим жидкостям, подобным керосину, и низкая теплостойкость. Окружная скорость не превышает 18 м/с.
Твердость. Под твердостью абразивного инструмента понимается способность связки сопротивляться вырыванию абразивных зерен с рабочей поверхности инструмента при зачистке и шлифовании. Понятие твердости абразивного круга не имеет ничего общего с твердостью абразивного материала. По степени твердости абразивные инструменты подразделяются на 7 групп и 16 степеней твердости.
Цифры 1, 2 и 3 справа от буквенного обозначения подразделений твердости характеризуют степень твердости шлифовальных кругов в порядке ее возрастания.
Шлифовальные круги на керамической и бакелитовой связках заводы выпускают всех степеней твердости — от Ml до ЧТ2.
Структура кругов характеризует процентное соотношение объема абразивных зерен, связки и пор в массе шлифовального круга, которое обозначается независимо от зернистости и твердости номером структуры от 1 до 18.
Различают три вида структур: структуры № 1—4 называют закрытыми, или плотными, № 5—8 — средними и № 9—18—открытыми. Структуры кругов выбирают в зависимости от характера обработки и свойств обрабатываемого материала.
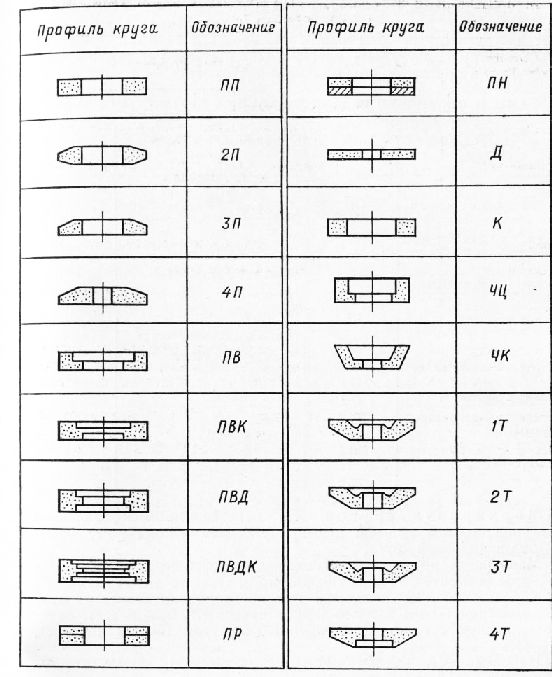
Формы и обозначения кругов. Характеристику абразивного инструмента, его рабочие свойства определяют по виду абразивного материала, зернистости, твердости, номеру структуры и виду связующего материала. Правильный выбор характеристики круга важен для выполнения требуемой работы. Абразивным материалам присвоена условная маркировка.
Наиболее распространены круги форм ПП, ПВ, ПВД, ПВДК. Их применяют для зачистных работ, а также при круглом и плоском шлифовании. Круги форм 2П, ЗП и 4П применяют в основном для шлифования резьбы и заточки многолезвийных инструментов. Круги формы Д предназначены для отрезных и прорезных работ,
ПР и ПП — для обдирочно-зачистных работ на специальных станках, ЧЦ и ЧК — для зачистных работ и шлифования больших плоскостей. Круги тарельчатой формы IT, 2Т, ЗТ и 4Т используют для обработки труднодоступных мест у разных деталей и заточки метчиков, фрез и другого многолезвийного инструмента.
Маркировка кругов. На поверхности шлифовального круга водостойкой краской наносят условное обозначение, называемое маркировкой круга.
Маркировка круга должна содержать: сокращенное наименование завода-изготовителя, типоразмер круга по ГОСТ 2424—75, вид абразивного материала, номер зернистости, вид связки на кругах диаметром 50 мм и более (кроме кругов ЧК 50X25 мм), рабочую окружную скорость (для кругов диаметром 150 мм и более), сортность.
Например: ЧАЗЗЭА 40 СМ2 Кб, ПП200Х32Х32, 35 м/с, что означает:
ЧАЗ — Челябинский абразивный завод;
39А—абразивный материал — белый электрокорунд повышенного качества;
40 — зернистость, размер зерен основной фракции 400—500;
СМ2 — твердость — среднемягкая второй степени;
К —связка керамическая;
6 — структура связки номер 6;
ПП — геометрическая форма — круг плоский прямого профиля;
200 — наружный диаметр круга 200 мм;
32 — высота шлифовального круга 32 мм;
32 — диаметр отверстия круга 32 мм;
35 — окружная допускаемая скорость круга 35 м/с.
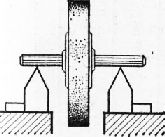
Балансировка. Шлифовальные круги диаметром 125 мм и более, устанавливаемые в переходных фланцах — втулках, после выверки (определения правильности их положения на оси шпинделя и перпендикулярности к этой оси) должны быть отбалансированы путем вырубки или заливки свинцом. Балансировку кругов выполняют на простейшем приспособлении с опорными ножами.
При статической уравновешенности круг при любом положении находится в безразличном равновесии, а при неуравновешенности устанавливается «тяжелой» частью вниз. Неуравновешенность устраняется удалением материала со стороны «тяжелого» места либо добавлением противовеса со стороны «легкого» места.
Перед установкой на машину шлифовальные круги должны быть испытаны в течение 5 мин на механическую прочность при скорости, превышающей оговоренную маркировкой на 50 %. Применять круги без отметки об испытании нельзя.
Круги на бакелитовой связке, находящиеся на складе более одного года, к эксплуатации не допускаются.
Шлифовальный круг может быть установлен непосредственно на шпинделе, однако вследствие ограниченности габаритов ручных шлифовальных машин диаметры посадочных шеек шпинделей всегда меньше диаметров отверстий в шлифовальных кругах. Поэтому применяют переходные фланцы — втулки, обеспечивающие соосную посадку круга относительно оси вращения шпинделя. Фланцы — втулки изготовляют из стали, но допускается применение и другого материала при условии обеспечения требуемой прочности.
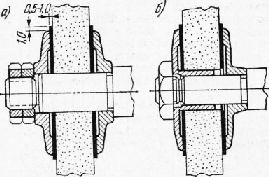
Чтобы не создавать в шлифовальном круге внутренних напряжений, между фланцами и кругом с обеих сторон ставят прокладки из плотной бумаги, картона, резины толщиной 0,3—0,5 мм в зависимости от диаметра круга.
Абразивные армированные круги. Пермский завод монтажных изделий и средств автоматизации Минмонтажспецстроя СССР выпускает 8 типов абразивных армированных кругов. Они подразделяются по размерам, назначению и применению на следующие группы: – отрезные Д180X3X22 и Д230ХЗХ22 предназначены для резки труб и профильного металлопроката, подготовки кромок металла под сварку на монтажной площадке при помощи высокооборотных ручных шлифовальных электро- или пневмомашин; – зачистные 5П 180X6X22 и 5П 230X6X22 применяются для выборки корня сварочного шва, зачистки его от шлака и на-брызга металла высокооборотными шлифовальными машинами на строительно-монтажных площадках, базах и на ремонтных предприятиях; – отрезные Д300ХЗХ32 и Д400Х4Х32 используют главным образом для резки труб и профильного металлопроката на переносных пилах (дисковых маятниковых) на строительно-монтажных площадках, а также на заводах металлоконструкций; – отрезные Д400Х4Х32 и Д500Х5Х32 предназначены для резки огнеупоров (со смачиванием зоны реза) на переносных и стационарных станках.
Абразивные армированные круги для резки металла состоят из электрокорунда, бакелитовой связки, армирующих стеклосеток и центрирующей втулки, а круги для резки огнеупоров — из карбида кремния, той же бакелитовой связки, стеклосетки и втулки.
Введение сеток армирования позволило увеличить допустимую окружную скорость кругов до 80— 110 м/с (диаметром 180 и 230 мм) и дало возможность упрочнить их от излома при боковых изгибающих скоростях. Благодаря этому армированные круги стали безопасны и пользуются ныне большим спросом у строителей и монтажников.
Для закрепления армированных кругов на ручных машинах применяют зажимные фланцы, диаметр которых составляет не менее 45 мм для круга 175 мм и 60 мм для круга диаметром 225— 230 мм.
Пример обозначения абразивного армированного круга:
Д300ХЭХ32 14А50НСТЗБУ, где Д — круг дисковой формы;
300 — наружный диаметр, мм;
3 — высота, мм;
32 — внутренний диаметр отверстия, мм;
14А50Н — абразивное зерно и его зернистость (электрокорунд нормальный 14А, зернистостью 50);
СТЗ — степень твердости инструмента (средней твердости 3);
Б — тип связки — бакелитовая;
У — крут с упрочняющими прокладками.
Испытание кругов. Испытывать шлифовальные круги впрок для хранения их на складе недопустимо! Обязательному испытанию на прочность подвергаются все круги диаметром 150 мм и более, а также круги, предназначенные для работы со скоростью свыше 40 м/с, диаметром 30 мм и более, за исключением ведущих кругов на бакелитовой и вулканитовой связках формы ПП, ПВД для бесцентрового шлифования и кругов формы ПН, ПР, К (Инструкция по применению абразивных армированных кругов для резки металла и огнеупоров и для зачистных операций на монтажных и специальных строительных работах. ВСН 224-77 Минмонтажспецстроя
Круги испытывают на механическую прочность при вращении со скоростью, превышающей рабочую окружную скорость: на 50 % с продолжительностью испытания для кругов диаметром от 150 до 475 мм — 5 мин, для кругов диаметром свыше 475 мм — 7 мин, для кругов диаметром от 30 до 150 мм с рабочей скоростью свыше 40 м/с — 3 мин; на 65 % —с продолжительностью испытания 2 мин.
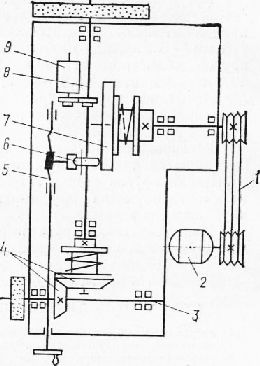
Испытание кругов (кроме высокоскоростных армированных) на механическую прочность проводят на специальных двухкамерных станках ЛT-2M.
Установка заданного числа оборотов и контроль скорости осуществляются тахогенератором с указателем скорости. Камеры для испытания кругов станка ЛТ-2М имеют массивные стальные кольца на амортизирующих пружинах, воспринимающих удары осколков круга при его разрыве.
Цикл испытания круга на станке состоит из постепенного увеличения скорости круга до испытательной, выдержки при этой скорости требуемого количества времени и снижения скорости.
Применять круги без отметки об испытании нельзя.
Хранение шлифовальных кругов. Для обеспечения безопасной работы круги следует хранить в сухом помещении при температуре не ниже 5°С и влажности не выше 65%.
Помещение для хранения шлифовальных кругов оборудуется стеллажами, полками, ящиками, обеспечивающими сохранность инструмента.
Ячейки металлических стеллажей обшивают деревом, войлоком или другим материалом, при соприкосновении с которым не должны повреждаться круги. Перевозить круги в контакте с металлическими деталями нельзя.
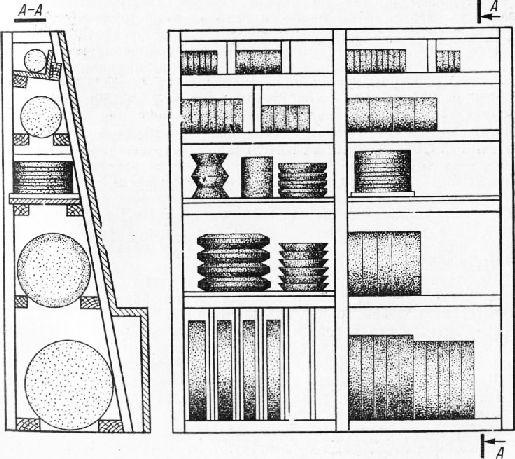
Конструкция стеллажей и полок для хранения кругов на ребре должна исключать возможность их скатывания. Размещать шлифовальные круги рекомендуется с учетом особенностей их применения на строительных и монтажных работах — по типоразмерам, абразивным материалам, роду связки, зернистости, твердости и т. д.
Плоские тонкие круги с острыми кромками и круги формы ЧК и ЧЦ диаметром до 200 мм можно хранить стопками. Между кругами кладут прокладки кз плотного картона или толстой бумаги. Отдельно хранят абразивные армированные круги.
Отрезные круги дисковой формы (Д) рекомендуется хранить стопками высотой не более 600 мм. При этом их рекомендуется укладывать между специальными металлическими дисками с чисто обработанными поверхностями толщиной не менее 2 мм. Диаметр металлического диска должен соответствовать диаметру круга. Во избежание коробления круги дисковой формы Д следует держать под постоянной нагрузкой 20—30 Н.
Срок хранения кругов на бакелитовой связке с момента их изготовления, как указывалось раньше, не должен превышать одного года. После этого срока круги следует повторно испытать или сдать на завод или предприятие, имеющее специальное оборудование для контрольной проверки. Такие круги могут быть использованы только после повторного испытания на прочность на специальном станке путем вращения их в течение 5 мин со скоростью, на 50 % превышающей рабочую скорость данного круга.
При перевозке абразивного инструмента в пределах строительно-монтажной площадки или предприятия на любом виде транспорта должны быть приняты меры предосторожности, исключающие его повреждение. Под инструмент следует подложить буферную подушку из пенопласта, опилок, стружки, резины, войлока и т. п., а между кругами диаметром 500 мм и более — проложить амортизирующие прокладки толщиной 3—5 мм, размером не менее 1/2 диаметра перевозимого круга. Высота стопок при перевозке кругов не должна быть более 500 мм.
Особое внимание необходимо обращать на хранение абразив—ных армированных кругов непосредственно на рабочем месте. Здесь не следует делать запас кругов, превышающий потребность в них на одну смену. Круги, как правило, должны храниться в изолированных ячейках инструментальных ящиков.
Мокрые точила и точильные круги. Как показала многолетняя практика, столярный и плотничный инструмент нельзя затачивать сухими брусками, на наждачных и корундовых кругах с большей частотой вращения, так как тонкое лезвие быстро нагревается, вследствие чего самоуничтожается закалка и инструмент портится.
Для заточки топоров, долот, рубаночных и фуганочных ножей, стамесок и другого инструмента, имеющего ровное прямое лезвие, используют точила с ручным или механическим приводом, сообщающим точильному кругу частоту вращения не более 1,2—1,4 с-1, которые из-за простоты конструкции делают своими силами на стройках. Точила представляют собой стальную или деревянную раму, в верхней части которой в подшипниках качения размещается рабочий вал с насаженным на него точильным кругом.
Привод точильного круга осуществляется электродвигателем мощностью 1—1,2 кВт через редуктор. Включение и отключение точила осуществляется магнитным пускателем или пакетным выключателем, установленным на вертикальной части рамы. Ниже оси вала станка устанавливаются корыто для воды, а также опорный подлокотник. Точильный круг, постоянно смачиваемый во время работы водой, ограждают защитным кожухом.
Искусственные точильные круги изготовляют круглой формы путем цементирования раздробленных материалов высокой твердости (кремень, кварц, гранит, наждак и др.).
Для заточки столярного и плотничного инструмента на стройке рекомендуется иметь точила с кругами диаметром от 300 до 700 мм и высотой рабочей плоскости (толщина камня) от 40 до 100 мм.
Для заточки столярного инструмента используют мелкозернистые точильные круги, а для плотничного инструмента — крупнозернистые.
Следует учитывать, что точильные круги гигроскопичны, поэтому если они долгое время бездействуют, то нижняя часть, находящаяся в воде, размокает и соответственно быстрее истирается во время работы. Чтобы предохранить точильный круг от размокания, в корытах точил обязательно делают отверстия для спуска воды.
Признаки хорошей заточки инструментов:
а) фаски должны быть совершенно плоскими;
б) угол заточки рубаночных ножей для обработки твердых и сучковатых пород древесины должен быть равен 30—34° и более, мягких и прямослойных пород — 20—25°, а угол заточки стамесок 20—25
в) линия острия — лезвия должна быть совершенно прямой.
Эксплуатация и обслуживание ручных шлифовальных машин и абразивных инструментов к ним. Шлифовальные машины и круги. Техническое обслуживание сводится к ежедневному и периодическому уходу. Ежедневный уход подразумевает очистку машины от загрязнения по окончании работы и подтяжку крепежных деталей в случае необходимости.
Периодическое техническое обслуживание проводят через каждые 50 ч работы, но не реже одного раза в 6 мес. Оно включает в себя кроме работ по ежедневному уходу осмотр щеток (лопаток пневмомашины), удаление угольной пыли с деталей электродвигателя, замену смазки в подшипниках и редукторе, измерение сопротивления изоляции.
До установки шлифовального круга на машину его проверяют путем наружного осмотра. При наличии трещин, выбоин, искажений формы и других дефектов шлифовальный круг применять запрещается.
После осмотра круг насаживают на шпиндель головки. Диаметр отверстия круга выбирают больше диаметра шпинделя на 0,1—1 мм.
Прокладки (пресс-шпан, картон, резина) между фланцами ставят толщиной 0,5—3 мм в зависимости от диаметра круга. Они должны выступать наружу по всей окружности фланцев не менее чем на 1 мм. Нельзя применять зажимные фланцы, отличающиеся по форме и размерам от фланцев заводского изготовления.
Гайки и винт крепления шлифовального круга следует затягивать инструментом без использования каких-либо добавочных приспособлений.
Для защиты рабочего от осколков (в случае разрыва шлифовального круга) круг не меньше чем наполовину окружности закрывают кожухом, изготовляемым из вязкой листовой стали.
Согласно правилам и нормам безопасности работы с абразивным инструментом, зазор между новым кругом и внутренней цилиндрической поверхностью кожуха должен быть в пределах 3— 5 % диаметра круга, причем для кругов диаметром 100 мм зазор делается не менее 3 мм, а между кругом и боковой стенкой кожуха— в пределах 10—15 мм.
После закрепления круга до пуска шлифовальной машины проверяют надежность крепления кожуха и его исправность. Затем включают машину и дают ей поработать вхолостую не менее 2 мин. При опробовании машины ее следует повернуть в сторону от работающего и окружающих так, чтобы осколки в случае разрыва круга не причинили им вреда.
При обнаружении биения круга машину отключают и сразу же выясняют и устраняют причину, его вызвавшую.
Для предохранения круга от разрыва не допускается в момент включения шлифовальной машины прикасаться кругом к обрабатываемой поверхности.
Работая шлифовальной машиной, не следует сильно нажимать кругом на обрабатываемую поверхность, чтобы не перегружать двигатель.
Абразивные армированные круги. Работающий с ручными шлифовальными машинами и на станках типа маятниковых пил, оснащенных абразивными армированными кругами, должен быть обеспечен гаечным ключом для завертывания зажимных фланцев и абразивными кругами, необходимыми для работы в течение одной смены. Круги следует предохранять от воздействия атмосферных осадков и механических повреждений.
Во избежание несчастных случаев категорически запрещается ставить абразивные армированные круги на машину, если частота вращения шпинделя превышает частоту, указанную на круге. Работать кругом с меньшей частотой вращения неэкономично вследствие его повышенного износа.
Абразивные армированные круги закрепляют на шпинделе машин при помощи инвентарных зажимных фланцев, предназначенных для кругов данной формы.
В процессе эксплуатации нужно особенно тщательно следить за состоянием резьбы фланцев и хвостовика шпинделя машины. Круг следует надевать на посадочную часть фланца свободно, не прикладывая при этом никаких усилий, тем более ударов.
При работе армированными абразивными кругами необходимо помнить, что круги толщиной 3—5 мм являются абразивными, а толщиной 6—10 мм — зачистными
Круги диаметром 180 и 230 мм целесообразно применять в сочетании с ручными шлифовальными машинами для резки изделий, которые нецелесообразно или нельзя устанавливать на стационарный станок, а также изделий из легированных сталей, резка которых другими способами трудоемка или не удовлетворяет требованиям и качеству реза.
Круги диаметром 400 и 500 мм для резки огнеупоров рекомендуется применять при работе, на специальных станках, оборудованных устройствами подачи воды в зону резания с целью обеспыливания, для резки на всю глубину изделия преимущественно шамотных изделий, известняков, туфов и других строительных материалов. Эти круги рекомендуется использовать также для резки полиэтиленовых, полипропиленовых и винипластовых труб.
При работе разрезаемые детали (трубы, профильный металл, огнеупоры и т. п.) надежно закрепляют, в противном случае возможна их поломка.
Возможные неисправности шлифовальных машин, причины возникновения и рекомендации по устранению.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ручные шлифовальные машины и абразивный инструмент к ним"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы