Строй-Техника.ру
Строительные машины и оборудование, справочник
На заводах, на которых выпускаются электрические машины различных размеров и с разными обмоточными данными, но относительно небольшое количество машин каждого типоразмера, обмотку из круглого провода укладывают вручную. Так же вручную укладывают обмотку и на ремонтных предприятиях, так как на ремонт поступают различные по своим данным машины в основном старых выпусков, пазы которых не рассчитаны на механизированную укладку обмотки.
На рабочее место обмотчика поступает подготовленный для укладки обмотки сердечник статора, комплект катушек обмотки и изоляционных деталей — пазовых коробов, прокладок и т. п.
Однослойная обмотка укладывается в пазы статора до запрессовки сердечника в корпус. Во время укладки обмотчик должен иметь возможность поворачивать статор вокруг вертикальной оси различными торцами к себе и вокруг горизонтальной оси так, чтобы паз, в который укладываются проводники, находился внизу. Для этой цели рабочее место обмотчика оборудуется поворотным столом с поворотными роликами. Намотанные катушки должны быть разложены на рабочем месте в порядке их укладки в пазы. Так же должны быть разложены заготовки изоляции и инструменты обмотчика. Прежде чем начать укладку, необходимо убедиться в хорошем состоянии внутренней поверхности пазов статора. Пазы должны быть чистыми, а их стенки — ровными, без заусенцев на кромках листов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
После проверки устанавливают пазовую изоляцию — пазовые короба, заготовки которых с нужными размерами подготовляют заранее. На большинстве заводов пазовые короба предварительно формуют — изгибают по форме паза. Это облегчает их правильную установку в пазы и повышает производительность обмотчика. Торцы пазовых коробов подгибают так, чтобы в местах выхода из паза образовался двойной слой пазовой изоляции — манжета. Манжеты предохраняют торцы пазовых коробов от разрыва при укладке обмоток в пазы.
Чтобы предохранить изоляцию обмоточного провода от повреждений о кромки шлица, заготовки коробов делают более широкими. Их края выступают из паза и закрывают кромки шлица. В некоторых случаях для этой цели в пазы устанавливают проходные вкладыши из электрокартона. Это позволяет уменьшить ширину заготовки короба.
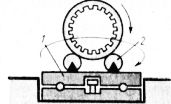
Рис. 1. Поворотный стол
Катушечные группы однослойных обмоток наматываются на шаблонах целиком. Укладку концентрических обмоток начинают с больших катушечных групп. После того как уложены и закреплены в пазах все большие катушечные группы, формуют и отгибают их лобовые части и приступают к укладке малых катушечных групп. Начала и концы каждой катушечной группы располагают параллельно лобовым частям и привязывают к ним не обрезая. Если в чертеже предусматривается изоляция лобовых частей, то лобовые части больших катушечных групп изолируются до укладки малых групп.
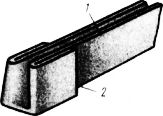
Рис. 2. Манжеты на пазовых коробах
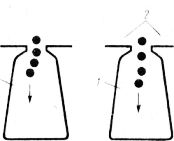
Рис. 3. Пазовый короб и вкладыши для укладки обмотки:
1 — пазовый короб, 2 — проходные вкладыши
1 – пазовый короб, 2 — отогнутая манжета

Рис. 4. Крепление проводников обмоток из круглого провода в пазу:
а – пазовым клином, б — пазовой, крышкой
Проводники обмоток должны быть плотно закреплены и в пазовой, и в лобовой частях, чтобы при любых режимах работы машины — во время пуска, резкого изменения нагрузки, при вибрации во время работы — они оставались неподвижными относительно друг друга и металлических частей машины. Способы крепления проводников в пазовых и лобовых частях зависят от типа обмотки, от мощности машины и ее конструкции.
В процессе ручной укладки всыпной обмотки проводники в пазу уплотняются. После того как в паз уложены последние проводники, обмотчик осаживает их на дно паза. Края пазовой изоляции, выступающие из шлица, подрезают, завертывают внутрь паза, устанавливают прокладку и забивают пазовый клин. В машинах малой мощности проводники в пазу закрепляют с помощью пазовых крышек. Правильно забитый клин должен плотно держаться в пазу и прижимать проводники обмотки к дну паза. Пазовые клинья по своему сечению повторяют конфигурацию верхней части пазов: они имеют либо полукруглое, либо трапецеидальное сечение. Раньше клинья делались из твердых пород дерева, преимущественно из бука, сушились и проваривались в льняном масле, чтобы уменьшить гигроскопичность дерева. В современных машинах пазовые клинья для всыпных обмоток делают большей частью из текстолита или из стеклотекстолита.
После укладки и заклинивания всей обмотки приступают к соединению схемы. Выводные концы катушечных групп отгибают в нужном направлении в соответствии со схемой обмотки и обрезают по размеру. Изоляция проводников в местах соединений зачищается на длину 35—40 мм, на их концы надевают изоляционную трубку диаметром, близким к диаметру проводника, и, кроме того, на один из проводников — изоляционную трубку большего диаметра. Зачищенные концы проводников скручивают и сваривают с помощью угольного электрода. Для этого зачищенную от изоляции скрутку проводов зажимают сварочными клещами, к которым подводится напряжение от однофазного понижающего трансформатора. Второй вывод трансформатора подводят к держателю угольного электрода. При прикосновении электрода к торцам свариваемых проводников электрическая цепь смыкается. Ток нагревает угольный электрод и торцы проводников оплавляются. В целях безопасности напряжение при сварке не превышает 12В. Лишь при сварке проводников диаметром более мм это напряжение может быть повышено до 24 В. Сварку производят только в защитных очках. После сварки скрутку отгибают, прижимая ее к одному из проводов. На место соединения натягивают изоляционную трубку большего диаметра и закрепляют ее.
Для скрутки и отрезки проводов во время соединения схемы применяются также различные механические устройства. Например, для скрутки и отрезки проводов при выполнении соединений в схеме обмоток статоров асинхронных двигателей серии 4А с высотой оси вращения 71—100 мм применяют автоматизированную установку УС-12, на которой скручивание и обрезка проводов выполняются автоматически. Эта установка может соединять до шести проводов в одну скрутку с общим диаметром пучка не более 3 мм. Длина скрутки после обрезки—18 мм. Производительность установки 10—12 скруток/мин.
Для соединения проводов внутри схемы помимо сварки вручную применяют установки, осуществляющие газовую сварку медных проводов ПЭВ-2 иПЭТВ, например УС-9. На этой же установке сваривают концы фаз с многожильными выводными проводами ЛПА. Для сварки без предварительной зачистки изоляции применяют газ — пропан-бутан с кислородом. Производительность установки УС-9 — до 300 соединений/ч.
После окончания работ по укладке обмотки, заклиниванию пазов, соединению и пайке схемы и выводных концов устанавливают междуфазовую изоляцию в лобовых частях и отформовывают — отбивают лобовые части обмотки. Это делается для того, чтобы лобовые части витков лежали компактно и занимали строго определенное место с торцов статора, предусмотренное чертежом.
Отформованные лобовые части туго увязывают между собой — бандажируют прочной нитью из стекловолокна или капрона. В таком виде статор поступает на контроль правильности проделанных работ и после этого на пропитку. Пропиточный лак цементирует обмотку в пазовой и лобовых частях и приданное при формовке лобовых частей положение не меняется в процессе завершения работ по изготовлению двигателя и во время его эксплуатации.

Рис. 5. Установка для сварки проводов
Укладка обмотки — одна из наиболее ответственных операций при изготовлении электрической машины. Она требует большого внимания, производственных навыков и высокой квалификации обмотчиков. Небрежность, допущенная при укладке проводников в пазы, повреждение проводниковой изоляции при резких ударах но лобовым частям или при уплотнении проводников в пазу, неправильнее положение лобовых частей катушек и другие ошибки обмотчика, как правило, приводят к браку в работе. Часть дефектов, возникающих при обмоточных работах, не зависит от обмотчика. Так, например, может быть ошибочно скомплектован набор изоляционных коробов, не соответствующих размерам пазов, плохо намотаны катушки обмотки, уменьшено или увеличено число витков в катушках, повреждена изоляция провода и т. п. Такие ошибки в практике встречаются редко, однако квалифицированный обмотчик должен уметь вовремя их обнаружить и исправить, а также выяснить причины брака и принять меры к их устранению.
Поэтому укладка обмотки в пазы не является чисто механической работой, заключающейся в аккуратном пропускании проводников в паз, а требует предварительной подготовки. Обмотчик, приступая к укладке обмотки, должен познакомиться с чертежом и обмоточными данными двигателя. Он должен знать тип электродвигателя, его номинальное напряжение, число полюсов, шаг обмотки по пазам, диаметр обмоточного провода и число проводников в пазу. Необходимо проверить полученные для укладки обмотки катушки и заготовки изоляции и их соответствие обмоточным данным и чертежу. Лишь после этого можно приступить к укладке обмотки в пазы.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Укладка однослойных обмоток из круглого провода"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы