Строй-Техника.ру
Строительные машины и оборудование, справочник
Чтобы придать резиновым обкладкам прочность, морозостойкость, упругость и эластичность, их подвергают тепловой обработке — вулканизации. Процесс вулканизации состоит в том, что обкладку постепенно нагревают до предусмотренной техническими условиями температуры (обычно в пределах от 100 до 143 °С), выдерживают при этой температуре в течение некоторого времени (340—600 мин) и затем медленно охлаждают.
Вулканизацию обкладок выполняют несколькими способами: острым паром под давлением в вулканизаци-онных котлах или непосредственно в самих аппаратах, покрытых резиной; без давления в горячей воде или в растворах хлористого кальция; перегретым паром (без давления), подаваемым непосредственно в отгуммиро-ванный аппарат. Первые два способа называются закрытой вулканизацией, а последующие — открытой.
Выбор способа вулканизации обкладки зависит от марки резины или эбонита, применяемых для гуммирования аппарата, а также от метода крепления резиновых обкладок к металлу и от формы и размеров аппарата.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Например, аппараты с эбонитовой обкладкой можно вулканизировать только закрытой вулканизацией. В тех случаях, когда аппараты (травильные ванны, емкости, баки) по своим габаритам превышают размеры вулканизационного котла и сконструированы так, что их стенки не могут выдержать давления, вулканизацию резинового покрытия проводят только открытым способом.
Перед вулканизацией обкладок аппараты, цистерны, трубы, фасонные части и арматуру специально подготовляют. Для этого в отверстия перфорированных аппаратов вставляют конусные металлические шпильки или гвозди, припудренные тальком. Патрубки, тройники, крестовины, отводы и другие короткие части трубопроводов набивают тяжелым шпатом или мелким речным песком, а в трубы вставляют дорны. В те части трубопроводов, где викели прикатывают с помощью резиновых снарядов, необязательно набивать тяжелый шпат и вставлять дорны.
Чтобы избежать местного охлаждения в процессе вулканизации, наружную часть люков цистерн бинтуют тканевыми лентами шириной 80—100 мм.
Для предотвращения возможного отставания резиновой обкладки от металлической поверхности в корпус пробковых кранов вставляют припудренные тальком металлические пробки или плотно набивают тяжелый шпат (сернокислый барий). Для этой же цели отгуммированные пробки кранов бинтуют тканевыми лентами, которые предварительно смачивают водой, чтобы при высыхании (в результате усадки) происходило лучшее обжатие резиновой обкладки.
Вулканизация обкладок закрытым способом
Устройство и работа вулканизационного котла. Вулканизацию резиновых обкладок закрытым способом выполняют в вулканизационных котлах.
Корпус 6 котла имеет обойму с зубцами и проемами, а также приливы для крепления оси кронштейна. По всей окружности крышки расположены зубцы и впадины.
Кроме вулканизационного котла, имеющего зубчатый кольцевой затвор, применяют также котлы, снабженные крышками с болтовым затвором. При болтовом затворе плотность соединения крышки с корпусом котла достигается равномерной затяжкой гаек у соединительных болтов.
На корпусе котла установлены термометр, манометр, предохранитель зубчатого кольцевого затвора и предохранительный клапан. Для более точного контроля теплового процесса очень часто дополнительно устанавливают манометр, снабженный самозаписывающим прибором. Этот прибор автоматически вычерчивает диаграмму режима вулканизации. Отклонение начерченной кривой от заданной дает возможность быстро и точно регулировать поступление пара в котел.
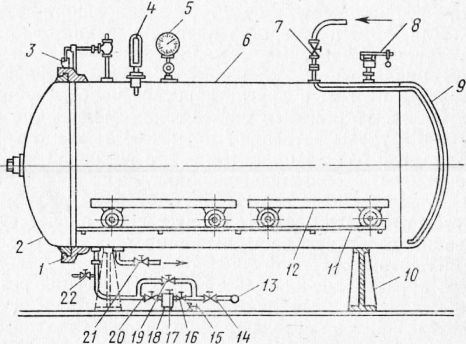
Рис. 1. Вулканизационный котел:
1 — обойма, 2 — крышка, 3 — предохранитель зубчатого кольцевого затвора, 4 — термометр, 5 — манометр, 6 — корпус, 7, 15, 16, 17, 19, 20, 21, 22 — вентили, 8 — предохранительный клапан, 9 — днище, 10 — опорные стулья, 11 — рельсы, 12 — тележка, 13 — сборный конденса-топровод, 14 — обратный клапан, 18 — водоотводник
Для подачи в котел острого пара, сжатого воздуха и воды в корпусе котла имеются штуцера с фланцами; конденсат отводится через систему конденсатопровода.
Котел загружают, используя рельсовые пути, по которым перемещаются тележки с предназначенными для вулканизации изделиями. В зависимости от размера котла и вида изделий в котел загружают одну или несколько тележек. Если вулканизации подвергаются крупногабаритные аппараты, то для экономии полезного объема вулканизационного котла их загружают без тележек.
Перед началом вулканизации проверяют состояние контрольно-измерительных приборов котла: манометра, термометра, а также предохранительного клапана.
Вулканизационный котел работает в следующем порядке. После загрузки котла закрывают крышку. Для этого ее поворачивают так, чтобы зубцы на крышке совпали с проемами в обойме. Затем крышку вдвигают в обойму и поворачивают вокруг оси до тех пор, пока зубцы крышки полностью не перекроются зубцами обоймы. После этого запирают затвор крышки и ставят его на предохранитель.
В котлах с болтовыми затворами вначале затягивают гайки у болтов на диаметрально противоположных точках, а затем все промежуточные. При выполнении этой операции необходимо соблюдать основные правила техники безопасности: пользоваться только исправными ключами; не удлинять ручку ключа; не применять гаек, не отвечающих техническим требованиям, и др.
Прежде чем приступить к заполнению котла паром, закрывают вентили на конденсационной линии и открывают воздушный вентиль, а затем выпускают пар через паровой вентиль. Когда через воздушный вентиль начинает выходить пар, что будет указывать на отсутствие в котле воздуха, его закрывают и открывают вентиль в конденсационный горшок.
Вентиль на обводном трубопроводе должен быть закрыт в течение всей вулканизации; им пользуются лишь при ремонте водоотводника. Для проверки работы водоотводника следует несколько раз за смену открыть вентиль 15 на конденсационной линии и убедиться в том, что из отводной трубки вытекает только струя конденсата. Если из отводной трубки выходит пар, это свидетельствует о неисправности водоотводника.
К обслуживанию вулканизационного котла допускаются рабочие, прошедшие специальную подготовку и прошедшие соответствующие испытания.
В процессе работы рабочий, обслуживающий котел, должен следить за тем, чтобы стрелка манометра не заходила за красную черту (предельное рабочее давление), нанесенную на циферблат манометра. После окончания вулканизации крышку на котле можно открывать не раньше, чем будет выпущен весь пар, в чем следует убедиться с помощью воздушного крана. Чтобы избежать случайных ожогов паром при открывании вулканизационного котла, рабочий должен стоять впереди, а не сбоку крышки котла, должен быть одет в комбинезон из хлопчатобумажной ткани и брезентовые рукавицы.
Вулканизация острым паром. Вулканизацию обкладок ведут по заданному, режиму. Продолжительность и максимальная температура вулканизации зависят от конструкции резиновой обкладки, а также от размеров аппаратов и толщины их стенок.
Режим вулканизации обкладок, состоящих из эбонита ИРП-1213 и полуэбонита ИРП-1212, уточняется в каждом отдельном случае в зависимости от габаритов гуммируемых аппаратов, а также от толщины обкладки.
Особенно важными при вулканизации являются постепенный подъем и спуск давления пара в котле. Нарушение этого правила приводит к образованию вздутий, пузырей в обкладке и отставанию резины от металла. При достижении максимального давления, предусмотренного режимом вулканизации, ;по контрольно-измерительным приборам следят за тем, чтобы отклонение установленной величины не превышало ±0,2 ат.
Чтобы сократить сроки вулканизации и предотвратить вздутия резиновой обкладки, при спуске давления в котле применяют водяное охлаждение покрытия под давлением воздуха. Для этого после окончания вулканизации в котел подают воду и сжатый воздух с таким расчетом, чтобы его первоначальное давление соответствовало давлению пара в котле.
Чтобы ускорить охлаждение металла и обкладки, воду в котел подают через разбрызгиватели, укрепленные в его верхней части. При использовании водяного охлаждения вулканизацию аппаратов, покрытых мягкой резиной № 1976, проводят за 225 мин вместо 310 мин, предусмотренных режимом вулканизации без охлаждения, а покрытых полуэбонитом № 1751 —за 395 мин вместо 440 мин. Кроме того, используя этот способ вулканизации, можно трубы и фасонные части трубопроводов не набивать сернокислым барием — баритом или песком, так как сжатый воздух прижимает резиновую обкладку к металлу.
Особенно хорошие результаты дает применение водяного охлаждения под давлением воздуха при вулканизации аппаратуры, покрытой мягкой резиной с применением термопренового клея. Это объясняется тем, что при температуре 80—90° С резко снижается прочность сцеп-ляемости (адгезия) термопренового клея с металлом, в результате чего резиновая обкладка может отстать от металлической поверхности.
Применение для охлаждения покрытия воды с одновременной подачей сжатого воздуха под давлением 2— 3 ат позволяет быстрее охладить металл и резину до температуры 50—60° С, при которой прочность сцепляемости клея с металлом вполне достаточна для сохранности обкладки. Постепенное охлаждение водой можно также применять после вулканизации аппаратов небольших размеров, покрытых полуэбонитом с толщиной обкладки не более 4,5 мм. В этом случае воздух в котел подают под давлением 1—2 ат.
Охлаждение водой нельзя применять при вулканизации изделий, покрытых эбонитом, а также крупных аппаратов, гуммированных полуэбонитом. Эбонит и полуэбонит имеют отличные от металла коэффициенты линейного расширения, и поэтому при резком охлаждении обкладка будет растрескиваться.
По окончании вулканизации открывают котел, предварительно убедившись в том, что стрелка на манометре находится на нуле, а из вентиля 22 на пусковой линии не появляется конденсат. Кроме этого, следует открыть контрольный кран и убедиться в отсутствии пара в котле.
Вулканизация обкладок горячим воздухом. Вулканизацию горячим воздухом можно применять для всех типов резиновых обкладок. Аппараты, гуммированные резиной с применением клея лейконат, следует вулканизировать только этим способом.
Вулканизацию горячим воздухом проводят в специальных котлах, снабженных пластинчатыми калориферами. Калориферы обогреваются паром, имеющим давление 15—16 ат. Циркулирующий в котле горячий воздух с температурой 120—145 °С (в зависимости от режима вулканизации) нагревает аппараты, покрытые резиной, до требуемой температуры.
При вулканизации резиновых обкладок горячим воздухом температуру в камере необходимо поднимать постепенно, не более чем на 5—6 °С в минуту. Это же правило следует соблюдать при снижении температуры по окончании вулканизации.
Вулканизация обкладок в гуммируемом аппарате. Этот метод вулканизации применяют в тех случаях, когда вулканизируемые аппараты могут быть использованы в качестве пароприемников, т. е. они прошли испытание на давление до 4—6 ат.
Перед вулканизацией резинового покрытия аппарат оборудуют всеми необходимыми коммуникациями для подвода пара, сжатого воздуха и отвода конденсата. На крышке аппарата устанавливают контрольно-измерительные приборы: термометр, манометр, а также предохранительный клапан и контрольный воздушный кран.
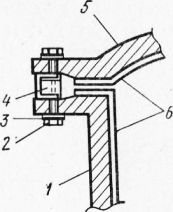
Рис. 2. Подготовка отгуммиро-ванного аппарата к вулканизации:
1 — манометр на линии подвода пара, 2 — термометр в металлическом кармане, 3 — манометр на аппарате, 4 — перфорированная труба для распределения пара, 5 — труба для отвода конденсата
Чтобы резина, отбортованная на фланцы, под тяжестью крышки не выдавливалась, по периметру фланца до болтовых отверстий прокладывают свинцовую прокладку. Внутренний диаметр прокладки должен соответствовать наружному диаметру разбортовки резины на фланцах корпуса, штуцеров и крышки аппарата. Толщина прокладки после затяжки фланцев должна быть на 4—6 мм больше толщины резиновой обкладки с тем, чтобы обеспечить доступ пара к этим участкам покрытий.
Для лучшей герметизации аппарата уплотняют фланцевые соединения, для чего под металлические шайбы болтов подкладывают шайбы, вырезанные из вулканизированной мягкой резины.
Резиновые обкладки вулканизируют в аппарате по режимам, принятым для вулканизации обкладок в котле.
Вулканизация обкладок открытым способом
Вулканизация горячей водой. Перед проведением вулканизации открытым способом горячей водой и растворами хлористого кальция аппараты подготовляют следующим образом. Все имеющиеся штуцера и отверстия в аппарате закрывают заглушками. На борт аппарата устанавливают металлический кожух высотой 400— 500 мм. Кожух крепят к корпусу аппарата с помощью болтов. Наличие металлического кожуха позволяет поднять уровень воды в аппарате и покрыть водой резиновую обкладку, отбортованную на фланцы, и тем самым обеспечить ее качественную вулканизацию.
Рис. 3. Уплотнение фланцевого соединения:
1 — корпус аппарата, 2 — болт крепления, 3 — резиновая шайба, 4 — прокладочное кольцо, 5 — крышка аппарата, 6 — резиновая обкладка
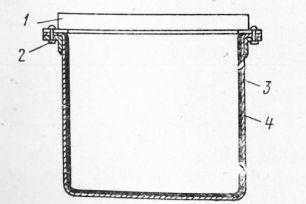
Рис. 4. Устройство металлического кожуха:
При вулканизации крупногабаритной аппаратуры открытым способом самыми труднодоступными местами для кипящей воды являются зеркала фланцев, обкладка которых часто имеет следующие дефекты:
— неполная вулканизация резиновой обкладки, вызванная тем, что заглушка затрудняет доступ вулканизирующей среды к обкладке зеркала фланца;
— выдавливание сырой резины с поверхности зеркала фланца из-за чрезмерной затяжки болтов;
— срыв резиновой обкладки с поверхности зеркала фланца, вызванный прилипанием резины к заглушке;
— отслоение резиновой обкладки от стенки штуцера вблизи зеркала фланца.
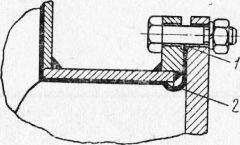
Рис. 5. Дефекты гуммирования, вызванные чрезмерной затяжкой болтов перед вулканизацией:
1 — поверхность зеркала фланца, 2 — отслоение резины от стенки штуцера
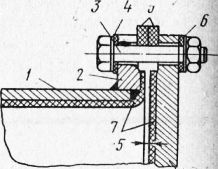
Рис. 6. Подготовка штуцеров большого диаметра для вулканизации:
1 — штуцер, 2 — фланец, 3 — болт, 4 — резиновая прокладка, 5 — тексропные ремни, 6 — шайба, 7 — резиновая обкладка, 8 — крышка
Чтобы устранить эти дефекты, на фланцах большого диаметра между фланцем и заглушкой (за болтовой окружностью фланца) помещают тексропные ремни. Эти ремни устанавливают так, чтобы при затяжке болтов сохранялся зазор между обкладками зеркала фланца и крышки. Пар или горячая вода, поступающие в зазор, вулканизируют резиновые обкладки на зеркале фланца и крышке. Отверстия под болты уплотняют резиновыми прокладками. Если аппарат имеет крышку, то ее заранее крепят болтовыми соединениями
К корпусу, в этом случае отпадает необходимость в установке металлического кожуха.
В подготовленный таким образом аппарат наливают воду и доводят ее до кипения, подогревая острым паром или с помощью змеевика.
Для предохранения резиновой обкладки от местного перегрева змеевик, подогревающий воду, подвешивают на расстоянии не менее 300 мм от стенок и днища аппарата. При этом один конец змеевика присоединяют к паропроводу, другой выводят из аппарата для стока конденсата.
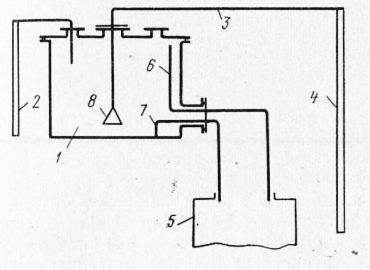
Рис. 7. Схема вулканизации крупногабаритного -аппарата открытым способом:
1 — аппарат, 2 — водяная трасса, 3 — труба, 4 — паровая трасса, 5 — колодец, 6 — спуск воды, 7 — спуск конденсата, 8 — рассекатель
На рис. 7 приведена схема вулканизации крупногабаритного аппарата открытым способом с использованием кипящей воды. Пар для подогрева воды поступает через верхний штуцер аппарата по трубе диаметром 50 мм, на конце которой приварен рассекатель пара. Чтобы резиновая обкладка не разрушалась паром, рассекатель устанавливают на расстоянии 250 мм от днища аппарата. В заглушку бокового штуцера вваривают две трубы диаметром 50 мм, одна — для спуска избытка воды, другая — для спуска конденсата после окончания процесса вулканизации в колодец.
Процесс вулканизации резиновых обкладок кипящей водой длится не менее 20 ч. Режим вулканизации устанавливают в зависимости от толщины и конструкции обкладки. Чтобы определить время окончания вулканизации, в аппарат до нагрева воды подвешивают образцы резины, которые затем периодически вынимают и подвергают физико-механическим испытаниям.
После окончания вулканизации подачу пара в змеевик прекращают, освобождают аппарат от воды и осматривают резиновую обкладку.
В тех случаях, когда резиновая обкладка аппарата состоит из мягкой резины №. 2566 и эбонита № 2169, покрытие вулканизируют не в воде, а в растворе хлористого кальция, который имеет более высокую температуру кипения. Хлористый кальций добавляют в воду в количестве до 30—40%.
Продолжительность вулканизации резиновой обкладки раствором хлористого кальция составляет 25—30 ч.
Вулканизация обкладок с помощью перегретого (острого) пара. Для вулканизации резиновых обкладок открытым способом в качестве теплоносителя применяют перегретый пар. Применение перегретого пара дает возможность упростить подготовку аппарата к вулканизации и отказаться от использования хлористого кальция.
Вулканизацию рзиновых обкладок острым паром проводят следующим образом. Аппарат с резиновой обкладкой, подлежащий вулканизации, накрывают крышкой и оборудуют коммуникациями для подвода перегретого пара и отвода конденсата. В крышке аппарата устанавливают манометр и термометр.
Если по условиям производства работ к аппарату невозможно подвести перегретый пар непосредственно от котельной, то вблизи от гуммируемого аппарата монтируют установку для местного перегрева пара.
Установка представляет собой стальной змеевик, помещенный в жаровню, обогреваемую углем или коксом. Пар из котельной, проходя через змеевик, нагревается до температуры 108—110 °С и поступает в аппарат под давлением 1,3—1,4 ат. В аппарате пар охлаждается, частично конденсируется и конденсат отводится через спускные штуцера и выводящие коммуникации.
Длительность вулканизации резиновых обкладок зависит от температуры .пара в аппарате. Например, при температуре пара в аппарате 108—110 °С вулканизация пезины должна проходить в течение 20—30 ч, а при температуре 98—100 °С-34-38 ч.
Окончание процесса вулканизации определяют по контрольным образцам резины, которые заранее подвешивают в аппарат до пуска в него пара.
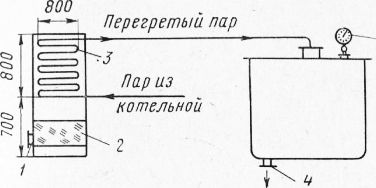
Рис. 8. Схема установки для вулканизации резиновых обкладок перегретым паром:
1 — топка, 2 — жаровня, 3 — змеевик, 4 — штуцер для спуска конденсата, 5 — манометр
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Вулканизация резиновых обкладок"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы