Строй-Техника.ру
Строительные машины и оборудование, справочник
Порядок дефектоскопии регламентирован «Временной типовой инструкцией по дефектоскопии деталей грузоподъемных кранов, транспортирующих расплавленный металл и жидкий шлак», разработанной Ждановским металлургическим интитутом и введенной в действие на предприятиях МЧМ. По этой инструкции производится неразрушающий контроль физическими методами деталей кранов, транспортирующих расплавленный металл и жидкий шлак, разрушение которых в процессе работы может привести к падению ковша. Инструкцией установлены порядок проведения ревизии и порядок допуска ответственных деталей на литейные краны.
Работы по неразрушающему контролю физическими методами производятся группами дефектоскопии, создаваемыми в составе центральных заводских лабораторий металлургических заводов. При работе используется специальная серийно выпускаемая аппаратура.
Ревизии с применением физических методов неразрушающего контроля должны быть подвергнуты следующие детали литейных кранов:
а) пластинчатые крюки;
б) оси пластинчатых крюков;
в) нарезанные части вилок пластинчатых крюков;
г) нарезанные части, хвостовики и вилки штампованных или кованых крюков;
д) балансиры и оси балансиров;
е) оси крюковых подвесок;
ж) оси и валы барабанов;
з) оси блоков полиспастов;
и) сварные швы траверс;
к) несущие элементы металлоконструкций траверс.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
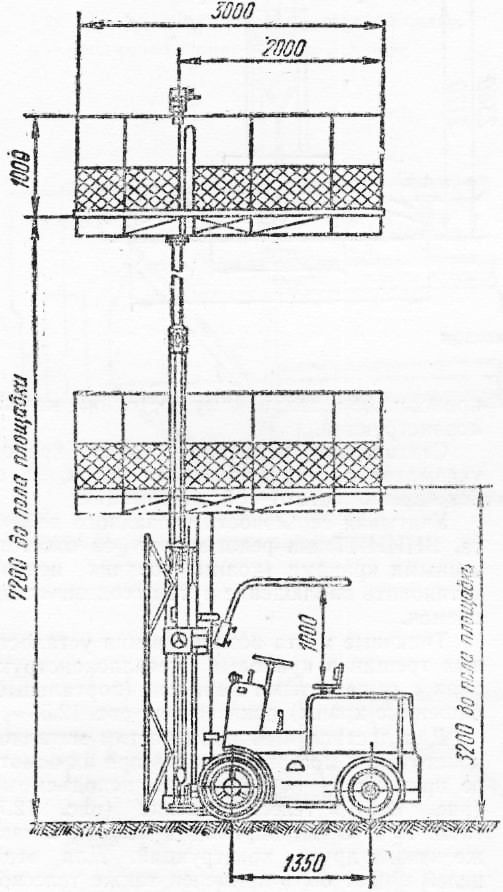
Рис. 1. Подъемник телескопический ПТ-7,2
Детали, указанные в п. «б», «в» и «г», проверяются физическими методами контроля как в процессе изготовления, так и в процессе эксплуатации периодически не реже раза в 12 мес. Остальные детали могут проверяться только при изготовлении. Ревизия деталей производится с применением ультразвукового, магнитографического или маг-нитопорошкового методов дефектоскопии. Порядок работы с приборами для дефектоскопии и правила техники безопасности при обращении с ними излагаются в прилагаемых к приборам инструкциях.
Ультразвуковой метод дефектоскопии выявляет внутренние дефекты, расположенные на глубине свыше 3 мм от поверхности детали: неметаллические включения, не-сплошности металла, достаточно глубокие трещины и др. Магнитопорошковый и магнитографический методы дефектоскопии выявляют дефекты, расположенные на поверхности или вблизи поверхностного слоя детали на глубине до 0,5—3,0 мм: трещины (усталостные, закалочные, штамповочные), надрывы, надрезы, волосовины, флокены, неметаллические
включения и т. д. Магиитопорошковым методом дефектоскопии можно контролировать детали любой формы. Контроль сварных швов производится в соответствии с Правилами по кранам (ст. 76—83).
Все детали, подлежащие контролю в процессе изготовления, проверяются комбинированным методом: ультразвуковым — для выявления внутренних дефектов и магнитографическим или магиитопорошковым — для выявления поверхностных дефектов. При повторных периодических ревизиях дефектоскопию деталей, указанных в п. «б», «в», «г», следует проводить магнитографическим или магиитопорошковым методом для выявления поверхностных дефектов (усталостных трещин, надрезов, надрывов и т. п.), могущих появиться на детали в процессе эксплуатации.
Для выявления дефектов, расположенных на глубине более 3 мм, должна применяться ультразвуковая дефектоскопия. В чертежах деталей, подлежащих дефектоскопии, указывается на необходимость проведения дефектоскопии и требуемой для этого чистоты обработки поверхности, которая должна быть не ниже 5-го класса чистоты.
Дефектоскопия новых деталей в процессе изготовления производится после полной токарной обработки, но до проточек и сверлений каналов, существенно затрудняющих или делающих невозможным применение дефектоскопии.
При разработке технологической кар »ы изготовления деталей указывается, после какой операции надлежит проводить дефектоскопический контроль. Детали, представляемые на ревизию с применением физических методов контроля, тщательно очищаются от пыли, грязи, масла, окалины, ржавчины. Очистка производится с помощью металлических щеток, наждачной бумаги и кислоты до появления металлического блеска.
Для определения усталостных трещин в резьбе хвостовой части кованых и штампованных крюков и вилок для подвешивания пластинчатых крюков к траверсе можно пользоваться электромагнитным прибором МД-ЗМ, разработанным научно-исследовательским институтом интроскопии. Этот электромагнитный прибор предназначен для дефектоскопии резьбовых участков штоков, крюков, шпилек и других ответственных деталей. С помощью прибора может быть осуществлен контроль резьбовых ферромагнитных деталей, покрытых слоем окалины. Принцип работы прибора основан на регистрации искривления поля рассеяния, обусловленного дефектом.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Дефектоскопия ответственных деталей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы