Строй-Техника.ру
Строительные машины и оборудование, справочник
Электроконтактное напекание металлических порошков применяют для восстановления деталей типа валов и осей. Технология этого процесса разработана в Челябинском институте механизации и электрификации сельского хозяйства. Сущность его заключается в следующем.
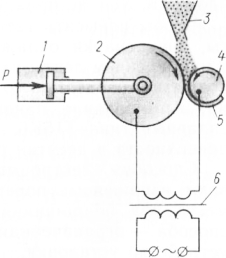
Между вращающейся деталью, установленной в шпиндель токарного станка, и медным роликом-электродом подают присадочный порошок. Ролик при помощи пневмо- или гидроцилиндра прижимается к детали с усилием 0,75… 1,2 кН. При прокатывании детали и ролика и в результате большого электрического сопротивления в месте их контакта порошок нагревается До температуры 1000… 1300 °С. Раскаленные частицы порошка спекаются между собой и с поверхностью детали. Для на-пекания порошка применяют большую силу тока 2500…3500 А на сантиметр ширины ролика и низкое напряжение 0,7…1,2 В от трансформатора.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 1. Схема электроконтактного напекания металлических порошков:
1 — силовой цилиндр; 2 — ролик; 3 — металлический; 4 — деталь; 5 — напекаемый слой; 6 — транс-Р; Р — прижимное усилие.
Качество слоя во многом зависит от размеров детали и ролика, от давления, создаваемого роликом, химического состава порошка и окружной скорости детали. При диаметрах восстанавливаемых деталей от 30 до 100 мм электроконтактным напеканием можно получить слой толщиной от 0,3 до 1,5 мм. С увеличением диаметра детали толщина наносимого слоя возрастает. Скорость напекания составляет 0,17…0,25 м/мин.
Преимущества процесса — высокая производительность, малая глубина теплового воздействия и высокая износостойкость напеченного слоя. К недостаткам можно отнести ограниченность толщины напекаемого слоя и сложность оборудования.
Электроконтактная наплавка отличается тем, что в зону контакта ролика и детали вместо порошка подают присадочную проволоку. Прочное сцепление наплавляемого слоя с поверхностью детали образуется за счет частичного плавления тончайших слоев металла в месте контакта, а также за счет диффузии. Этим способом можно наплавлять детали диаметром 10 мм и более.
Толщина наплавляемого слоя 0,2…1,5 мм, ток 4000…12 000 А, напряжение 1,5…4,0 В. Скорость наплавки и давление, создаваемое роликом, находят опытным путем в процессе наплавки. Этим способом наплавляют цветные металлы на детали из стали и чугуна.
Контактное электроимпульсное покрытие поверхности лентой разработано в ГОСНИТИ. В отличие от электроконтактных напекания и наплавки вместо порошка и проволоки в зону контакта ролика и детали подают стальную ленту, которую приваривают к изношенной поверхности короткими импульсами тока. Для получения кратковременных импульсов в цепи установки используется стандартный прерыватель машины электрошовной сварки. Амплитуда импульсов тока достигает 15…18 кА, время прохождения импульса тока — сотые и даже тысячные доли секунды. В момент импульса максимального тока происходит точечная приварка ленты к поверхности детали. Скорость перемещения детали, продолжительность и чередование импульсов выбирают такими, чтобы происходило перекрытие каждой точки сварки не менее чем на 25% ее площади. Усилие прижатия ролика 1,4…1,6 кН.
Чтобы повысить твердость и износостойкость приваренной ленты, зону сварки охлаждают водой. Таким способом в сочетании с применением ленты из высокоуглеродистой стали можно получать покрытие твердостью до 60…65 HRC без специальной термообработки. Армирование привариваемой ленты порошковыми твердыми сплавами типа Т15К6, ВК2 и другими повышает износостойкость поверхности в десятки раз.
Способом электроимпульсного приваривания ленты восстанавливают изношенные поверхности деталей типа валов и посадочные места под подшипники в корпусных деталях. Недостатки этого способа — ограниченная толщина наносимого слоя и сложное устройство установки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Электроконтактные напекание и наплавка"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы