Строй-Техника.ру
Строительные машины и оборудование, справочник
Выход из строя линейных рештаков скребковых конвейеров типа СКР-20 связан со следующими причинами:
а) разрушение сварных соединений (замков, скоб и фартуков);
б) деформация желоба вследствие недостаточной жесткости сечений или чрезмерно сильных ударов при взрывонавалке, падении крупных блоков угля или породы и пр.;
в) коррозия желоба при высокой агрессивности шахтных вод;
г) сосредоточенный износ днища, преимущественно возле концов желоба.
В настоящее время выход рештаков из строя связан в основном с износом днища (деформация и коррозия рештаков имеют место лишь в отдельных условиях эксплуатации, а отрыв деталей по сварным швам — явление случайное, обусловленное дефектами сварки).
Рассмотрим условия изнашивания рештаков скребковых конвейеров типа СКР-20. Согласно технической характеристике за 1 час работы конвейера по рештакам номинально перемещается до 100 г угля со скоростью 0,57 ж/се/с. Фракционный состав перемещаемой массы угля в общем случае является неопределенным от мельчайших частиц до блоков весом 100 кГ и более.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При работе рештаков реализуются I и II схемы фрикционного контакта со следующими особенностями.
I схема контакта. С рештаком непосредственно соприкасаются куски угля, а иногда и породы; изнашивание происходит под действием собственного веса перемещаемых куековатых материалов и равномерно по всей поверхности днища; наклонные и вертикальные части бортов под действием угля практически не изнашиваются.
II схема контакта имеет две разновидности.
а. Частицы угля (породы) заклиниваются между рештаком и движущимся скребком (цепью). Давления на контакте могут быть очень высокими, так как твердые частицы находятся как бы в состоянии «закрепленности». Но такой контакт создается лишь периодически и не является стабильным. Существование единичного контакта такого рода длится от долей секунды до 4,4 сек. При переходе через стык рештаков динамическое равновесие защемленной частицы угля, как правило, нарушается и создается вновь уже с другими кусками угля.
б. В силу плохого прилегания поверхностей трущихся деталей — скребка и рештака — в отдельных местах, преимущественно на стыках рештаков, угольная прослойка вытесняется. При этом становится возможным схватывание деталей. Последнее облегчается тем, что трущиеся детали изготовлены из материалов близкого химического состава и твердости. Рештаки из стали Ст. 3 имеют твердость около 130 кГ/мм2, так же, как и скребки; твердость звеньев цепи из стали 45Г2 составляет 230—300 кГ/мм2.
При всех схемах фрикционного контакта удельные давления в общепринятом смысле этого термина подсчитать точно нельзя из-за неопределенности нагрузки и площади соприкосновения трущихся деталей.
При наличии в шахте воды, а тем более с активными коррозионными реагентами, процесс изнашивания резко интенсифицируется. В наиболее тяжелых условиях коррозионное разрушение материала способно быстро вывести рештак из строя даже без участия сил трения.
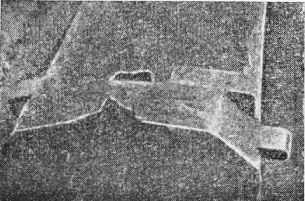
Рис. 1. Износ линейного рештака скребкового конвейера СКР-11 (вид со стороны дна)
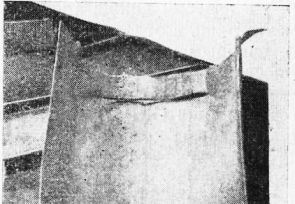
Рис. 2. Износ линейного рештака скребкового конвейера СКР-11 (вид сверху)
По данным шахтных испытаний, средняя скорость изнашивания днища рештака при I схеме фрикционного контакта составляет от 0,6 до 0,42 мк/уас и в наиболее напряженных условиях трения достигает 0,63 мк/час. По данным Б. Н. Конкина, износ стального желоба, установленного под углом 35°, после спуска 35,5 тыс. т угля составил всего 0,87 мм (шахта № 7 им. Ленина треста Кизелуголь).
Для определения скорости изнашивания днища рештака на шахте им. Красина комбината Ростовуголь были установлены специальные панели с закрепленными в них пластинами. Изнашивание происходило только под действием угля и составляло для стали Ст. 3 в среднем около 0,4 мк/час. Следует отметить, что на отдельных участках лавы уголь был влажным.
При II схеме контакта процесс Изнашивания протекает со значительно большей скоростью, особенно при отсутствии между трущимися поверхностями угольной прослойки. Так как последнее бывает в основном на стыках рештаков, то именно в этих местах происходит наиболее интенсивное изнашивание материала и образование сквозйого отверстия в днище. По условиям работы скребкового конвейера такой рештак считается предельно изношенным, так как нижняя ветвь не защищается от заштыбовки. На рис. 61 и 62 показаны вышедшие из строя рештаки с характерным местным износом днища возле торца желоба.
Если бы изнашивание рештака происходило равномерно, т. е. только по I схеме фрикционного контакта, а не сосредоточивалось по концам днища, то срок службы рештаков составлял бы не менее 5 тыс. час (принимая для расчета максимальную скорость изнашивания). Но такой срок службы (за редким исключением) на шахтах не достигается.
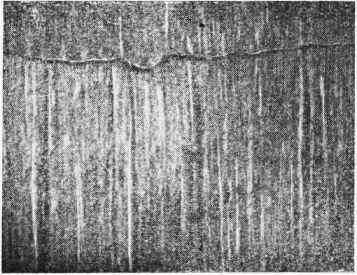
Рис. 3. Внешний вид изношенной поверхности рештака возле торца (Х5)
Форсирование процесса изнашивания на стыках происходит вследствие образования «порога» или перегиба между днищами соседних рештаков, что создает условия для вытеснения штыба из стыка поверхностей и возникновения «металлических» контактов с высокими удельными давлениями. В результате . сильно локализованных актов заедания на поверхности образуются относительно глубокие риски, а в поверхностном слое происходит пластическое деформирование материала. Чем хуже взаимное расположение торцов соседних рештаков, тем выше концентрация износа и скорость изнашивания.
Анализ изношенных рештаков и характеристика процесса их изнашивания позволяют наметить следующие направления работы по удлинению срока службы конвейерного состава: снижение концентрации износа и увеличение запаса на износ на торцах, повышение износостойкости днища за счет подбора материала для скребков и рештаков.
Увеличение запаса на износ должно проводиться с большой осторожностью н на основе точного расчета эффективности, так как при этом увеличивается вес изделий (если задача не решается за счет перераспределения материала детали). Рассмотрим
в связи с этим вариант реконструкции рештака с использованием дополнительной стальной полосы, уложенной вдоль днища в месте прохождения тяговой цепи. На первый взгляд кажется, что такое решение вопроса является удачным. Действительно, как видно по схеме поперечного сечения рештака, под цепью почти вдвое увеличена толщина дна рештака и скребки выведены из контакта с днищем. Но промышленные испытания рештаков с добавочной полосой дали в целом отрицательные результаты, причина которых заключается в неравномерности износа полосы. Как видно на рис. 6, износ сосредоточивается на концах полосы и выводит рештак из строя задолго до появления хоть сколько-нибудь существенного износа в средней части желоба. Следовательно, большая часть полосы не приносит никакой пользы и только утяжеляет рештак.
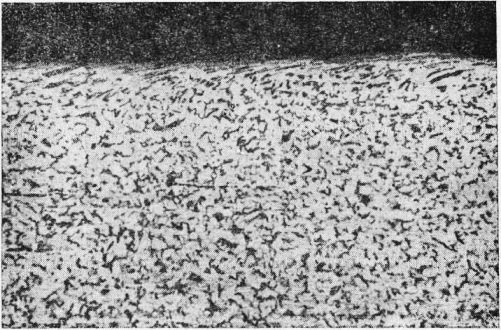
Рис. 4. Микроструктура поверхностного слоя рештака возле торца со следами пластического деформирования (Х150)
Анализ изношенных рештаков с добавочной полосой показал, что в местах приварки ее к днищу происходит интенсивное изнашивание, в результате чего образуются небольшие сквозные отверстия. Из этого следует, что сварные швы на днище рештака недопустимы так же, как и любые другие неоднородности в структуре материала и на поверхности трения.
Между тем увеличение запаса на износ является действительно эффективным средством повышения срока службы рештаков, но только при правильном конструктивном решении вопроса. По фотографиям изношенных рештаков видно, что усиление днища требуется только на концах желоба на длине около 200—250 мм. В этих местах целесообразно поставить стальные пластины толщиной 4—5 мм, которые конструктивно можно совместить с полосами обвязки. Именно так поступают на тех немногочисленных шахтах, где производится ремонт линейных рештаков. Закрыв отверстие небольшим листом стали, получают вполне работоспособный рештак.
Анжерский завод «Свет шахтера» предложил (но не реализовал) приварку на концах рештаков защитной стальной планки. Эта удачная идея требует хорошего конструктивного оформления с тем, чтобы планка повышала запас на износ, но не служила препятствием на ходу движения цепи и местом чрезмерно сильной концентрации износа.
Нам не приходилось наблюдать значительные величины износа на днище в середине рештака по длине, а также на его бортах. Следовательно, возможно снизить общую толщину листа на 0,3—0,4 мм и тем самым компенсировать увеличение толщины днища на концах. Для повышения жесткости желоба при необходимости можно предусмотреть выштамповки на бортах.
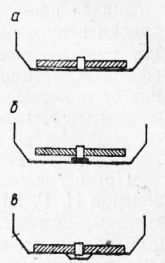
Рис. 5. Схема контактирования тяговой цепи и скребков с рештаком:
а — рештак с ровным днищем; б — рештак с добавочной полосой; в—рештак со штыбовой дорожкой
Несмотря на то, что неравномерность изнашивания рештаков является очевидной и вызывает преждевременный выход из строя рештачного става, предложений, прямо направленных на устранение местного износа, очень немного.
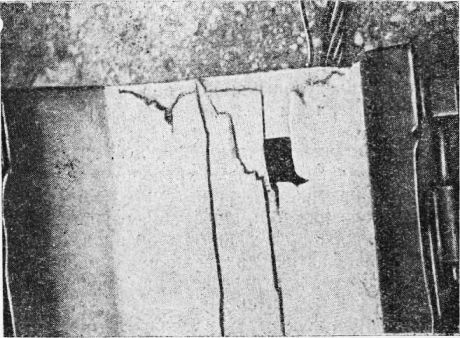
Рис. 6. Износ входной стороны рештака с добавочной полосой
Наиболее рациональное решение было предложено Харьковским заводом «Свет шахтера». Вдоль всего днища рештака в месте прохождения цепи выштамповывается «штыбовая дорожка» — углубление, выводящее из контакта звенья цепи. Теперь тяговый орган опирается на скребки и протяженность трущихся поверхностей резко уменьшена. Вместо непрерывного трения цепи о рештак при наличии продольного углубления в трении участвуют только редко расположенные скребки. Но полная эффективность штыбовой дорожки не достигалась из-за пересечения ее полосами обвязки (только недавно принято решение производить соответствующую выштамповку в полосах).
- *
При исследовании динамики тягового органа скребковых конвейеров И. Г. Штокман установил, что некоторое повышение скорости движения цепи (до 0,8—1,0 м/сек) приводит к снижению резонансных колебаний, что в свою очередь содействует повышению усталостной прочности звеньев.
Представляет интерес вопрос о влиянии скорости движения цепи на износ деталей и узлов скребковых конвейеров. Б. Н. Конкин предположил, что на трущихся поверхностях при увеличении скорости скольжения возможен эффект резкого снижения изнашивания, исследованный Г. Келем и Г. Зибелем, И. В. Крагель-ским и Е. М. Швецовой, Б. И. Костецким и др. Но если учесть особенности фрикционных контактов в узлах скребковых конвейеров, отсутствие в поверхностных слоях сколько-нибудь значительных температур и наличие в стыке поверхностей частиц угля, а также большой диапазон условий трения по абразивности перемещаемых материалов и коррозионному действию, нельзя признать реальным снижение износа за счет увеличения скорости движения цепи.
Основываясь на объективных закономерностях изнашивания материалов в условиях работы скребковых конвейеров, можно сделать следующие выводы об изменениях интенсивности изнашивания деталей при повышении скорости движения тягового органа:
а) при увеличении скорости движения цепи износ рештаков и скребков должен увеличиться прямо пропорционально пути трения, т. е. в единицу времени, если при этом не произойдут какие-либо изменения в условиях взаимодействия трущихся поверхностей (для чего нет никаких оснований); если производительность конвейера увеличится фактически также пропорционально скорости цепи, то износ деталей в пересчете на единицу перемещенного угля останется без изменения;
б) износ в шарнирах цепей также увеличится пропорционально скорости движения тягового органа из-за соответствующего повышения числа перегибов шарниров в единицу времени.
Для того чтобы при увеличении скорости перемещения угля не снизилась долговечность основных узлов скребковых конвейеров, необходимо стремиться к пропорциональному росту фактической производительности, не допуская длительного холостого хода конвейера и его недогрузки.
- * *
Уже давно делались попытки применить для изготовления скребков неметаллические материалы с тем, чтобы уменьшить абразивное действие при II схеме фрикционного контакта. Харьковский завод «Свет шахтера», например, разработал и испытал в промышленных условиях скребки с дубовыми вставками. Вставки пропитывались маслом, но на небольшую глубину. Испытания показали, что при наличии таких вставок износ рештаков значительно снижается, конвейер работает с меньшим шумом, расходует меньше энергии, но точных показателей износа в шахтных условиях установить не удалось. Сами вставки изнашивались до предельного размера за 1,5—3 мес. работы на шахте (средняя скорость изнашивания доходила до 26 мк/час). Помимо собственно износа дубовые вставки выходили из строя вследствие впитывания влаги и растрепывания по волокнам (качество промасливания было недостаточно высоким).
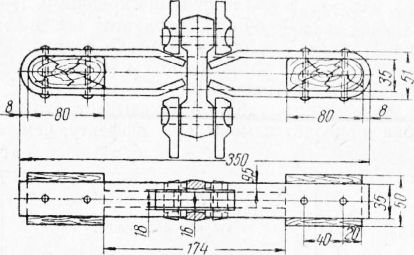
Рис. 7. Скребок с дубовыми вставками
Несмотря на неудачные результаты этого опыта, принятое направление является принципиально правильным. Применение неметаллических материалов для скребков не только исключает возможность элементарных актов схватывания на концах рештака, но и приводит при наличии угольной прослойки к уменьшению скорости изнашивания. Последнее подтверждается следующими опытами, проведенными во ВНИИПТУГЛЕМАШ.
На специально изготовленном стенде имитировалось трение скребка о рештак. К стальному кольцу 2 прижимался с определенной нагрузкой стержень прямоугольного сечения (скребок). Кольцо вращалось с линейной скоростью в месте контакта скребка 0,68 м/сек. Удельное давление составляло 1,2 кГ/см2. В кожух стенда засыпалась угольная пыль, смешанная с песком для форсирования процесса изнашивания (в данном случае допустимого).
Кольца изготовлялись из сталей Ст. 3 и 35, а образцы-скребки из промасленного дуба и стали Ст. 3. В каждом опыте путь трения составлял 7,8 тыс. м, после чего определялся износ кольца по потере в весе (износ скребков не оценивался).
Результаты испытаний показали, что при трении с дубовыми скребками кольца из стали Ст. 3 изна шиваются в 3 раза меньше, чем со стальными скребками. При увеличении твердости колец износостойкость их резко возрастает, причем при работе с дубовыми скребками намного больше, чем со стальными.
Вопрос о влиянии материала скребка на износостойкость рештаков был дополнительно исследован при испытании на машине С-6, сконструированной во ВНИИПТУГЛЕМАШ автором книги и Д. Я. Соболевым. Образцы, имитирующие рештак, закрепляли на диске машины поджимными болтами так, чтобы все их трущиеся поверхности выравнивались. Четыре скребка прижимались к кольцевой поверхности, собранной из образцов трапецеидальной формы, и нагружались грузами (на схеме не показаны). Диск с кольцевым ограждением вращался со скоростью 38 об/мин, при этом линейная скорость в середине образцов составляла 0,4 м/сек. Перед началом каждого опыта в желоб машины засыпался измельченный уголь с размером частиц от 1 до 2 мм в поперечнике (уголь периодически меняли). Твердость угля составляла около -90 кГ/мм2 при испытании на приборе ПМТ-3 с нагрузкой 50 г.
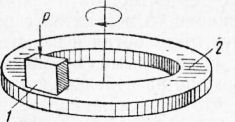
Рис. 8. Схема стенда для испытаний на износ стальных колец и скребков
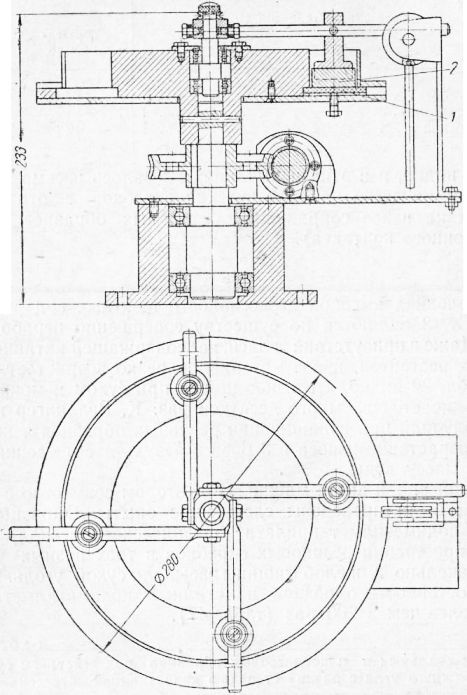
Рис. 9. Машина С-6 для испытаний материалов на износ:
1 — плоский образец, имитирующий рештак; 2 — образец-скребок
Каждое испытание длилось 3 часа, после чего по потере в весе определялся износ образцов.
Как видно, и в этих испытаниях оказалось весьма значительным преимущество неметаллических скребков в отношении их влияния на износ сопряженных стальных образцов (II схема фрикционного контакта).
- * *
В условиях высокой агрессивности шахтных вод рештаки из стали Ст. 3 являются по существу совершенно неработоспособными. Даже в присутствии влаги, не содержащей активных коррозионных реагентов, износ материалов резко возрастает. По данным табл. 22 видно, что износ шаров при сухом и мокром помолах различается во много десятков раз. К. Веллингер и Г. Уетц получили при изнашивании стальных образцов в кварцевом песке возрастание износа в 3 раза в результате введения в абразивную массу воды.
На описанной выше машине С-6 автором совместно с Д. Я. Соболевым были проведены следующие опыты. Образцы из стали Ст. 3 и полиметилметакрилата (органического стекла) изнашивались при трении резиновых скребков в трех разных условиях. Первоначально в желоб одашины засыпали сухой уголь. Различие в износостойкости образцов из стали и полиметилметакрилата было более чем в 200 раз.
После введения небольшого количества воды с рН = 5,6 различие между этими материалами снизилось до 12, а при испытании с подкисленной водой (рН = 1)—до 6,2. Характерны в этих опытах увеличение износа стальных образцов при переходе-от сухого к мокрому углю (введение 0,5% серной кислоты лишь-немного увеличило интенсивность изнашивания) и нечувствительность полиметилметакрилата к действию воды. Эти данные показывают качественное отличие в поведении обычной конструкционной стали и пластмассы при одновременном действии коррозии и сил трения. С введением влаги механизм изнашивания стальных образцов от чисто механического перешел к коррозионно-механическому. В то же время для пластмассовых образцов процесс изнашивания остался неизменным (введение воды не изменило характера внешнего воздействия на органическое стекло).
Из-за сильного падения износостойкости стали Ст. 3 при переходе. от абразивного к коррозионно-механическому процессу изнашивания необходимо изготовлять для ряда шахт рештаки в антикоррозийном исполнении. Ведущиеся ВНИИПТУГЛЕМАШ работы по созданию линейных рештаков из армированных пластических масс имеют в этом отношении значительные перспективы, если удастся обеспечить достаточную износостойкость рештака под действием частиц угля и породы. Если даже органическое стекло — материал весьма низкой износостойкости при абразивном воздействии — приближается к стали Ст. 3 при ее коррозионно-механическом изнашивании, то можно рассчитывать на подбор полимерных материалов, которые позволят создать для сильно обводненных шахт и обогатительных фабрик долговечные рештаки.
Повышение долговечности таких массовых и металлоемких изделий, как рештаки скребковых конвейеров, имеет большое, экономическое значение. Каждый процент прироста среднего срока службы рештаков по всему конвейерному парку приводит к сокращению годовых расходов на их изготовление примерно на 3 млн. руб. и экономит 1400 г стального проката.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Износ линейных рештаков"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы