Строй-Техника.ру
Строительные машины и оборудование, справочник
Как контролируют качество нанесенного покрытия?
После окраски любых изделий, конструкций, механизмов, приборов, сооружений покрытия оценивают по результатам общего визуального осмотра. Устанавливают совпадение тона поверхности с заданным эталоном окраски, отсутствие разнотонности, неукрытых мест, загрязнений, ярких пятен, трещин, вздутий, отслаивания.
Низкое качество покрытия может быть результатом: нарушения технологии подготовительных работ, плохого удаления окалины, ржавчины — старой краски, неудовлетворительного обезжиривания, применения неправильно выбранных схем окраски, использования ЛКМ низкого качества, неправильного приготовления материалов (краски очень густые или чрезмерно разбавлены, использованы отвердитель или растворитель не той марки и т. п.). На качество покрытия влияют метеорологические условия, чрезмерно высокая влажность и низкая температура воздуха, а также оборудование, использованное для работы, кисти, краскораспылители и др.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
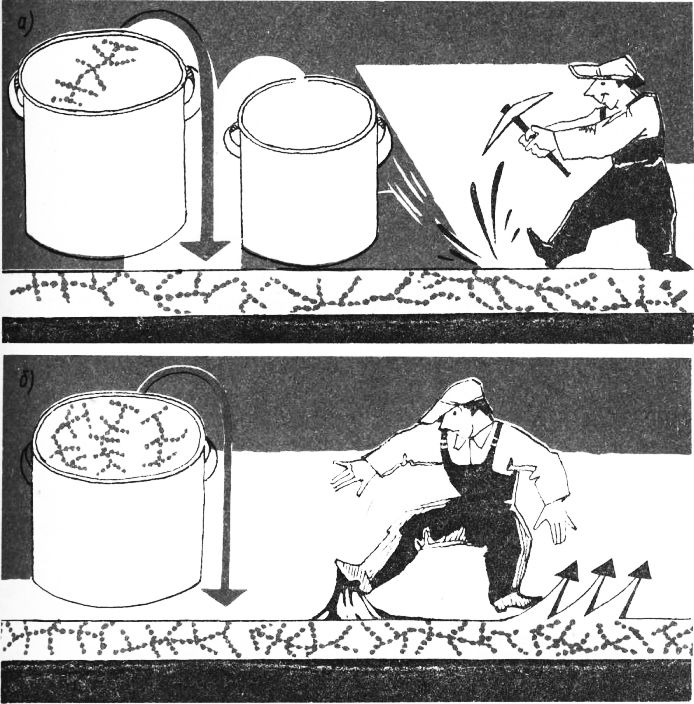
Рис. 1. Прочное покрытие получают при правильном смешении всех компонентов (а). Пленка, содержащая неполное количество компонентов, мягкая, липкая, неводостойкая (б)
После визуальной оценки проверяют качество покрытия специальными приборами. Для правильной оценки покрытия и его противокоррозионных свойств необходимо знать: адгезию к окрашенной поверхности и между слоями, общую толщину покрытия и толщину каждого слоя, количество слоев, сплошность покрытия и его дефекты.
Как оценивают адгезию покрытия?
Адгезию покрытия и отдельных слоев между собой проверяют стандартным способом решетчатых надрезов или при помощи адгезиометра. В последнем случае ее оценивают по усилию (кгс/см2), затрачиваемому на отрыв покрытия от слоя грунтовки или окрашиваемой поверхности.
Каким образом можно определить количество нанесенных слоев краски, общую толщину покрытия и толщину каждого слоя?
Эти параметры можно определить специальным прибором, выпускаемым в Англии, ФРГ и ряде других стран. Для замера на окрашенной поверхности делают клиновидный надрез длиной 10—15 мм с помощью ножа, имеющегося на приборе. Надрез рассматривают через специальную лупу, устанавливая количество слоев и толщину каждого слоя.
Можно ли судить о качестве нанесенного покрытия только по его толщине?
Толщина не может гарантировать высокого качества покрытия, Так, в пленках красок, наносимых толстым слоем, часто возникают крупные поры, резко ухудшающие качество покрытия. В связи с этим необходимо проверять пористость покрытия. Для этого можно использовать любой прибор, например ПТ-1, пороскоп и др. Это дает дополнительную гарантию получения высококачественного покрытия с длительным сроком защиты.
Какие меры следует принимать, если окраска выполнена с нарушением технологических требований?
Поверхности, окрашенные с отступлением от установленных технологических требований, часто очень долго не высыхают; они покрываются пылью и грязью, приобретая неприглядный вид. Такие покрытия необходимо полностью удалить, тщательно очистить поверхность до металла и окрасить поверхность заново. Там, где покрытие нанесено чрезмерно толстым слоем, пленка покрывается морщинами вследствие неравномерного просыхания слоя краски. Впоследствии такое покрытие быстро разрушается. В этом случае нанесенную краску также необходимо удалить и произвести окраску заново.
Следует ли браковать грунтовочные покрытия, если их высохшие пленки имеют различный оттенок?
Нет. Разный оттенок, который могут иметь высохшие пленки грунтовочного покрытия, нанесенного в различное время или материалом, взятым из разных партий, не может служить основанием для браковки и перекраски этого покрытия.
Как определить, применялась ли при окрашивании фосфатирующая грунтовка?
Кусочек лакокрасочной пленки, срезанной с окрашенной поверхности, кладут на фильтровальную бумагу. Затем на пленку с помощью стеклянной палочки наносят по одной капле молибденовой жидкости, концентрированной уксусной кислоты и 2%-ного спиртового раствора бензидина. При наличии пленки фосфатирующей грунтовки появляется устойчивое синее окрашивание.
Как оценивают глянец покрытий?
Глянец можно определять визуально, но более правильно контролировать его блескомером ФБ-2.
Каким неразрушающим методом можно определить адгезию покрытия на готовом изделии?
Такого метода не существует. При необходимости адгезию определяют на образцах-свидетелях.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Контроль качества нанесенных покрытий"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы