Строй-Техника.ру
Строительные машины и оборудование, справочник
При изготовлении и ремонте деталей автомобилей измеряют геометрические параметры (линейные и угловые), обусловливающие в совокупности величину и форму деталей и узлов. В СССР за основную единицу длины принят метр, а в машиностроении основной единицей является миллиметр. Измерение размеров деталей производится измерительными инструментами или приборами, которые позволяют установить фактический размер деталей. Измерительные инструменты можно разделить на три группы: штриховые, контрольные и угломерные.
Штриховые инструменты имеют измерительную шкалу со штрихами, которая разделена на миллиметры и кратные им десятые, сотые и тысячные доли и служит для непосредственного определения измеряемой величины.
К ним относятся масштабные линейки, складные метры, рулетки, штангенинструменты. Условно к этой группе можно отнести микрометры и индикаторы.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Контрольные бесшкальные инструменты абсолютного значения измеряемой величины не дают. При помощи их контролируют форму и размеры деталей или определяют отклонения заданной формы и размеров без непосредственного отсчета. К этим инструментам относятся: поверочные линейки, шаблоны, щупы, контрольные плитки, калибры и др.
Угломерные инструменты предназначаются для измерения углов. К ним относятся угольники и угломеры.
Измерительные штриховые инструменты. К простейшим измерительным штриховым инструментам относятся масштабные линейки, складные метры, рулетки.
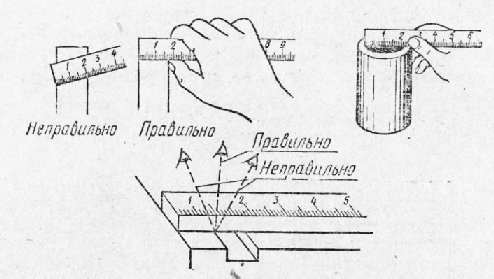
Масштабная линейка предназначена для измерения плоских поверхностей и определения размеров, замеренных крон-Циркулем или нутромером. Масштабные линейки изготовляют длиной от 100 до 1000 мм с ценой деления 0,5 или 1 мм. При измерении линейку прикладывают к измеряемой детали так, чтобы нулевой штрих точно совпадал с началом измеряемой линии. На рис. 1 показаны приемы измерения масштабной линейкой.
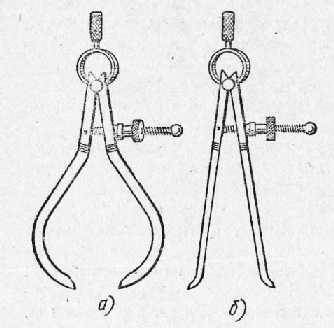
Для случаев, когда непосредственное измерение линейкой неудобно, используют инструменту, позволяющие переносить размер с измеряемой длины на линейку. Для этого служит кронциркуль и нутромер.
Первый применяется при измерении наружных размеров деталей (рис. 2, а), а второй — внутренних (рис. 2, б).
Складные метры состоят из нескольких коротких одинаковых линеек (звеньев), шарнирно соединенных между собой. Линейки разделены штрихами на миллиметры и сантиметры.
Рулетки применяют для измерения больших длин, когда не требуется большой точности. Для измерения наружных и внутренних диаметров, длин, толщин, глубин широко применяются штан-генинструменты.
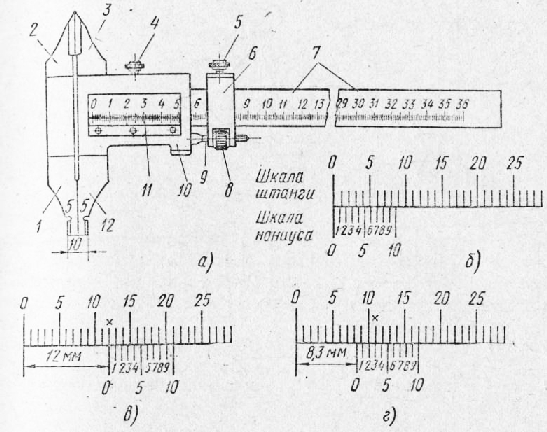
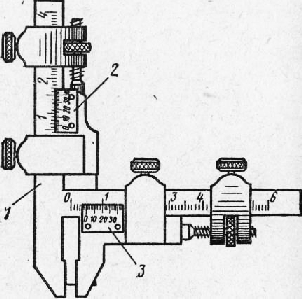
Штангенциркуль — многомерный раздвижной измерительный инструмент (рис. 3, а), используется для измерения наружных и внутренних размеров.
Штангенциркуль состоит из штанги с жестко укрепленными на ней губками, рамки с губками, перемещающейся по штанге, устройства для микрометрической, стопорного винта, гайки подачи, состоящего из движка и винта.
Перемещение рамки осуществляется следующим образом. Движок закрепляется стопорным винтом, а стопорный винт рамки отпускается. После этого вращением гайки винт и связанную с ним рамку № медленно перемещают.
Штангенциркули выпускаются с точностью измерения 0,1; 0,05 и 0 О9 мм- Последние два имеют микрометрическую подачу, позволяющую устанавливать штангенциркуль с высокой степенью точности.
Крайние левые штрихи нониуса и штанги называются нулевыми и „)И сомкнутых губках совпадают. Для определения измеряемого размера при разведенных губках штангенциркуля необходимо отсчитать целое число миллиметров, которое прошел по штанге левый нулевой штрих нониуса, а затем найти штрих нониуса, который точно совпал с каким-либо штрихом шкалы штанги. Порядковое число этого деления определяет доли миллиметра, которые следует прибавить 1ч Целому числу миллиметров. При измерении внутренних размеров к величине отсчета, сделанного по основной шкале и нониусу, следует фибавить толщину губок, которая указана на них. Примеры отсчета измеряемых размеров показаны на рис. 16, б, в, г.
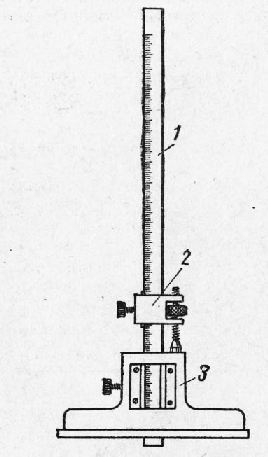
Штанген-глубиномер служит для измерения высот, глубины отверстий, канавок, пазов, выступов и т. д., построен по принципу штангенциркуля, но на штанге не имеется губок.
К микрометрическим инструментам относятся микрометры, микрометрические нутромеры и глубиномеры. Цена деления этих инструментов равна 0,01 мм.
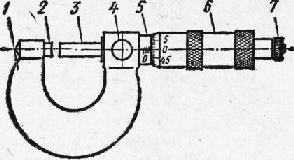
Микрометром измеряют наружные размеры деталей. Наиболее распространены микрометры с пределами измерений: 0—25; 25—50; 50—75; 75—100 мм.
Микрометр имеет скобу, в которую запрессована закаленная и отшлифованная пятка, микрометрический винт, стопор, стебель, барабан и трещотку. Трещотка соединена с барабаном храповичком, отжимаемым пружиной, а на скошенном по окружности левом конце барабана нанесено 50 делений.
Микрометрический винт имеет резьбу с шагом 0,5 мм, следовательно, за один оборот винта его конец перемещается на 0,5 мм, а при повороте
барабана на одно деление винт перемещается на 0,01 мм. На поверхности стебля имеются деления с осевым штрихом — Для измерения детали ее устанавливают между микрометрическим винтом и пяткой, после чего при помощи трещотки повертывают барабан и выдвигают винт до соприкосновения с деталью. Когда винт упрется в измеряемую деталь, трещотка будет свободно провертываться, а винт с барабаном остановятся.
Для определения измеряемого размера считают число миллиметров на шкале стебля, включая пройденное отсчетным штрихом полумиллиметровое деление (0,5), а затем смотрят, какое число на скошенной части барабана совпадает с осевым штрихом стебля.

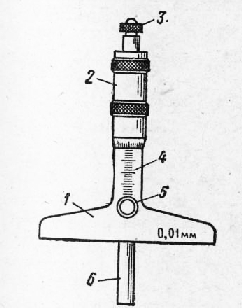
Микрометрический глубиномер служит для измерения глубины несквозных отверстий и углублений. Он состоит из основания, барабана, трещотки, нониуса, стопора измерительного стержня. Основание и измерительный стержень закалены. Микрометрические глубиномеры снабжаются сменными измерительными стержнями с различными пределами измерения. Принцип измерения глубиномером тот же, что и у микрометра.
Индикаторы предназначены для измерения отклонений размеров деталей от заданных, а также для обнаружения овальности и конусности валов и отверстий, для проверки биения шкивов, зубчатых колес и других детадей.
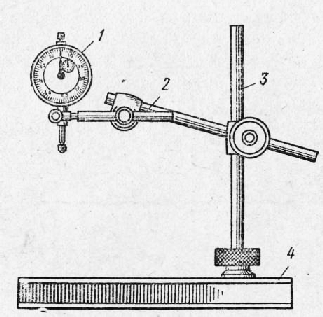
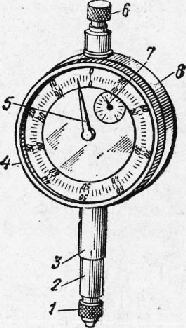
Устройство индикатора часового типа показано на рис. 10.
В корпусе индикатора расположен механизм, состоящий из зубчатых колес, зубчатой рейки, пружины, гильзы, измерительного стержня с наконечником, указателя числа оборотов, шкалы со стрелкой. На большой шкале индикатора нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного стержня на величину 0,01 мм стрелка переместится по окружности на одно деление большой шкалы, а при перемещении стержня на 1 мм стрелка сделает один оборот. Перемещение измерительного стержня на целые миллиметры отмечается указателем числа оборотов.
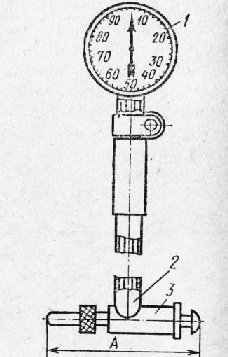
Индикаторный нутромер (рис. 12) применяют для -мерения цилиндрических отверстий и, в частности, диаметров цилиндров двигателей. Полный оборот стрелки индикатора соответствует изменению размера А на 1 мм. Так как шкала имеет 100 делений, то цена деления шкалы равна 0,01 мм. К индикатору прилагается набор сменных наконечников с различными пределами измерений.
Измерительные контрольные бесшкаль-и ы е инструменты. Работоспособность соприкасающихся между собой поверхностей деталей в значительной степени определяется не только заданными размерами, но и соответствием формы, т. е. отклонением от прямолинейности и плоскостности. Наиболее распространенными средствами измерений прямолинейности и плоскостности являются поверочные линейки.
Поверочные линей-к и делятся на лекальные; линейки с широкой рабочей поверхностью; угловые. Для проверки сложных профилей применяются шаблоны.
Шаблоны представляют собой проверочные инструменты, изготовленные из листовой или полосовой стали толщиной 0,5—б мм. Они могут иметь разнообразную форму, которая зависит от формы проверяемой детали.
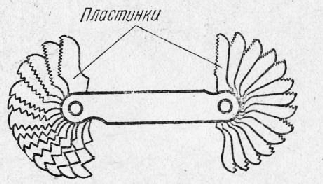
Резьбомер (рис. 13) предназначен для проверки и определения шага резьбы на болтах, гайках и других деталях. Он представляет собой набор стальных пластинок — резьбовых шаблонов с профилями зуба, соответствующими профилям стандартных метрических или дюймовых резьб. В резьбомерах обычно на одном конце делается набор шаблонов с метрической резьбой, а на другом — сдюймовой. На каждом шаблоне нанесены размеры резьбы.
Для проверки резьбы на болте или в гайке прикладывают последовательно шаблоны резьбомера до тех пор, пока не будет найден шаблон, зубья которого точно совпадают с резьбой детали без просвета. Размеру этого шаблона и будет соответствовать измеряемая резьба.
Радиусные шаблоны служат для измерения отклонения Размеров выпуклых и вогнутых поверхностей деталей. Они изготавливаются в виде тонких стальных пластин с выпуклыми или вогнутыми закруглениями. На шаблонах выбиты цифры, показывающие размер Радиуса закругления в миллиметрах.
Щупы предназначены для измерения величины зазоров между Деталями. Они представляют собой набор заключенных в обойму стальных, точно обработанных пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах.
Плоскопаралллельные концевые мер длины — измерительные плитки применяют для точных измерений деталей, проверки измерительных инструментов, при разметке и точной установке деталей. Измерительные плитки представляют собой обработанные с высокой точностью закаленные пластинки прямоугольного сечения, изготовленные из легированной инстру-’ ментальной стали. Плитки выпускаются наборами. Наборы состоят из различного числа плиток. Размер плитки обозначен на ее широкой плоскости. Путем различных комбинаций плиток можно получить любые размеры в пределах от 1 до 200 мм через каждые 0,001 мм.
Калибрами называются бесшкальные измерительные инструменты, предназначенные для проверки размеров, формы и взаимного расположения поверхностей деталей.
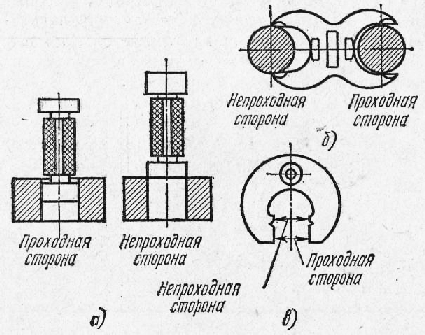
Предельные калибры для измерения отверстий изготавливаются в виде двусторонних цилиндров и называются калибрами-пробками, а для измерения валов — в виде односторонних и двусторонних скоб, называемых калибрами-скобами. Предельными калибрами можно определить наибольший и наименьший допускаемые размеры деталей.
У предельных калибров одна сторона называется проходной, а другая непроходной. Проходная сторона калибра-пробки служит для измерения наименьшего отверстия, а непроходная — для наибольшего. Калибром-скобой, наоборот, наибольший размер вала определяют проходной стороной, а наименьший — непроходной. При измерении проходная сторона калибра должна свободно проходить в отверстие или по валу под действием массы калибра. Непроходная сторона калибра не должна совсем проходить в отверстие или по валу. Если непроходная сторона калибра проходит, то деталь бракуется.

Резьбовые калибры кольца применяются для проверки резьбы болтов, винтов. Они представляют собой гайку с точным профилем резьбы. Проверку резьбы детали производят ввертыванием ее в резьбовое кольцо. Одно кольцо является проходным, а второе непроходным калибром.
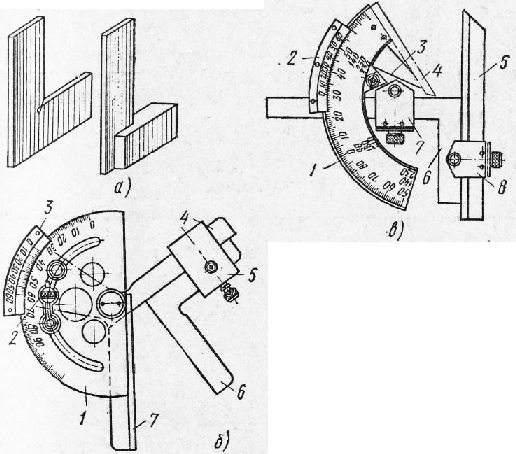
Измерительные угломерные инструменты. Угломерные инструменты служат для контроля или определения величины наружных и внутренних углов. Чаще всего применяют угольники и угломеры.
Угольники (рис. 16, а) служат для проверки наружных и внутренних углов, а также для проверки прямолинейности плоскостей «на просвет». Угольники изготовляют с углами 45; 60; 90 и 120°, иногда изготовляют специальные угольники.
Угломер УГ-1 (рис. 16, б) системы Семенова является универсальным, предназначенным для измерения наружных углов. Он состоит из основания, на котором имеется шкала от 0 до 120°, жестко оединенного с линейкой, подвижной линейки, хомутика, съемного угольника, нониуса и устройства микрометрической подачи.
Угломер УГ-2 (рис. 16, в) состоит из основания, линейки, сектора, угольника, съемной линейки, хомутиков и нониуса. Этим угломером можно измерять наружные и внутренние углы.
При измерении угломерами по основной шкале отсчитывают градусы, а по шкале нониуса — минуты.
Погрешности измерения. При измерении деталей автомобилей всегда получается некоторая разница между действительным размером детали и размером, полученным в результате измерения. Разность между величиной, полученной при измерении, и действительной величиной, называется ошибкой, или погрешностью измерения.
Основными причинами погрешностей измерения являются следующие: неточная установка измеряемой детали или измерительного инструмента; ошибки при отсчете показаний инструмента; нарушение температурных условий, при которых должны производиться измерения; грязная поверхность измеряемой детали или грязный измерительный инструмент; погрешность измерительного инструмента; нарушение постоянства измерительного усилия, на которое рассчитан измерительный инструмент.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Контрольно-измерительные инструменты и техника измерения в автомобилестроении"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы