Строй-Техника.ру
Строительные машины и оборудование, справочник
Сущность процесса. Расплавленный металл распыляется струей инертного газа или воздуха на частицы размером от 3 до 300 мкм и со скоростью 100…300 м/с наносится на специально подготовленную поверхность. Соединение с основным металлом детали происходит за счет механических и частично молекулярных связей. Нанесенное покрытие представляет собой пористый, хрупкий слой металла сравнительно высокой твердости и низкой механической прочности. Слой хорошо пропитывается смазочным материалом и в условиях небольших удельных нагрузок имеет высокую износостойкость. Но при больших удельных нагрузках на сдвиг и сжатие (зубья шестерен, шлицы, кулачки распределительных валов, шпоночные канавки, резьбы и т.п.), а также в условиях полного отсутствия смазочного материала (поверхности сцепления, тормозные барабаны и т. п.) металлизационное покрытие быстро разрушается (выкрашивается). Поэтому восстанавливать такие детали металлизацией нельзя.
В зависимости от способа расплавления наносимого материала металлизацию называют электрической (расплавление электрической дугой или Т.В.Ч.), газопламенной (расплавление газовым пламенем) и плазменной (расплавление плазменной струей). Аппараты, с помощью которых расплавляют и наносят металл, называют металлизаторами.
Подготовка поверхности под металлизацию играет решающую роль в получении прочного сцепления напыляемого слоя с основным металлом детали. Поверхность под металлизацию тщательно очищают от грязи, влаги, оксидов и обезжиривают. Прочное сцепление покрытия получается главным образом за счет шероховатости поверхности, которая создается специальной обработкой.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Поверхность детали из пористого металла обезжиривают нагревом. Например, чугунные детали нагревают до температуры 200…250 °С и выдерживают до полного удаления смазки в течение 2…8 ч.
Лучший способ для подготовки поверхности деталей любой твердости — обдувка крошкой из оксида алюминия или стальной крошкой с размерами зерен 0,8…1,2 мм и нанесение промежуточного слоя (подложки) из смеси никеля с алюминием. При нанесении этой смеси также способом металлизации между никелем и алюминием происходит экзотермическая реакция, и протекает она довольно медленно. В момент ударения наносимых частиц о поверхность детали их температура достигает 1450 °С.
В результате слой, состоящий из никеля, алюминия и их оксидов, прочно приваривается к поверхности и образует шероховатость, которая создает условия для надежного сцепления последующего металлизационного слоя с этой поверхностью. Смесь никеля с алюминием применяют в виде порошка и порошковой проволоки, оболочка которой выполнена из никеля, а в качестве наполнителя используется алюминиевый порошок, или наоборот.
Электрическая металлизация. По способу расплавления металла электрическую металлизацию делят на дуговую и высокочастотную. Последняя не получила применения из-за высокой стоимости и громоздкости оборудования.
Электродуговая металлизация находит в последнее время все ольшее применение на ремонтных предприятиях. Схема ее показана на рисунке 1. Две изолированные одна от другой проволоки подаются с одинаковой скоростью специальным механизмом. При выходе из наконечников между проволоками зажигается электрическая дуга. Газ, подаваемый под давлением по каналу в зону дуги, распыляет расплавленный металл и напыляет его на деталь.
Рис. 1. Схема электродуговой металлизации:
1 — электродная проволока; 2 — механизм подачи проволоки; 3 — наконечник; 4 — канал для газа; 5 — электрическая дуга; 6 — деталь.
Промышленность выпускает металлизаторы двух вариантов: аппараты типа ЭМ-14 — для ручной металлизации и аппараты типа ЭМ-12 (стационарные) —для металлизации на станках.
Газопламенная металлизация. При газопламенной металлизации напыляемый металл расплавляется пламенем горючего газа (ацетилена, пропан-бутана и др.) и кислорода, а распыляется сжатым воздухом или инертным газом.
Газопламенная металлизация позволяет получать сравнительно высокое качество покрытий при незначительном выгорании легирующих элементов. Окисление частиц не превышает 3% общего объема нанесенного покрытия.
Особенно перспективна газовая металлизация для восстановления деталей с нанесением подслоя из смеси никеля с алюминием или нанесением металлизированного покрытия с последующим его оплавлением пламенем этой же или другой горелки.
Основные недостатки газопламенной металлизации — сравнительно высокая стоимость покрытия и сложность установки, которая включает в себя источники питания горючими газами, кислородом, сжатым воздухом (с устройством для его очистки) и газовый металлизационный аппарат. Газопламенные аппараты (металлизаторы) по виду используемого присадочного материала можно разделить на проволочные и порошковые.
Проволочные газопламенные металлизаторы выпускаются в двух вариантах. Аппарат МГИ-2 предназначен для ручных работ, а стационарная установка МГИ-5 — для металлизации крупногабаритных деталей при их централизованном восстановлении.
Порошковые газопламенные аппараты по конструкции проще проволочных. Схема работы распылительной головки этого аппарата показана на рисунке 2.
Промышленность выпускает установку УПН-8, предназначенную преимущественно для нанесения покрытий из порошковых тугоплавких материалов с последующим их оплавлением. Поэтому
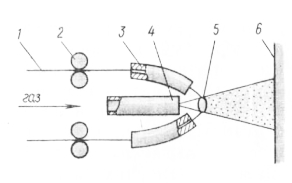
Рис. 2. Схема устройства порошковой газопламенной распылительной головки:
1 — напыляемый порошок; 2 — сжатый воздух; 3 — горючая смесь.
установка, кроме распылительной головки и бачка для порошка, укомплектована сварочной ацетиленокислородной горелкой со специальными наконечниками для оплавления покрытий.
Плазменная металлизация — один из перспективных способов восстановления деталей. Сущность этого процесса заключается в том, что металл, расплавленный плазменной струей, распыляется и наносится на восстанавливаемую поверхность теми же газами, которые применяют для плазмообразования и защиты.
С помощью плазменной струи, имеющей высокую температуру, практически можно наносить любые тугоплавкие материалы (вольфрам, диоксид циркония, оксид алюминия), а также карбиды, бориды, нитриды и другие тугоплавкие соединения с высокой скоростью и равномерностью. Покрытия можно наносить на большинство материалов, в том числе на стеклопластики. Применение для плазмообразования и защиты нейтральных газов — аргона, азота и их смесей способствует минимальному выгоранию легирующих элементов и окислению частиц. Поэтому покрытия, полученные плазменной металлизацией, характеризуются более высокими механическими свойствами по сравнению с покрытиями, полученными электрической металлизацией.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Металлизация"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы