Строй-Техника.ру
Строительные машины и оборудование, справочник
Рулоны картона (за исключением мелованного, пищевого из беленой целлюлозы), а также некоторые виды бумаги (крафт-бумага, оберточная) в оберточную бумагу не упаковывают, а обвязывают по краям стальной лентой. Некоторые виды картона вообще не обвязывают лентой, а лишь вручную приклеивают конец полотна к рулону. При обвязке рулонов лентой приклеивать конец полотна к рулону не требуется. Обвязка рулонов стальной лентой осуществляется в настоящее время на автоматических ошиновочных станках, поэтому процесс обвязки называют ошиновкой.
Работа ошиновочного станка в значительной мере зависит от способов крепления концов ленты. Для этой цели применяются разнообразные механические неразъемные замки.
На некоторых отечественных предприятиях применяют замки с промежуточной скобой с наружными размерами скобы 20X40X2 мм. Размер внутреннего окна 25X10 мм. Для обвязки употребляют ленту шириной 20 мм и толщиной 0,5 мм. Замок достаточно надежен, однако при соединении концов ленты таким замком в значительной мере приходится использовать ручной труд.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Замок-захват дополнительных устройств для соединения концов ленты не имеет. После натяжения ленты на ошиновочной машине два конца ленты, расположенные внахлестку, одновременно пробиваются в двух местах. Вследствие упругих сил рулона концы ленты несколько расходятся и выступы замка на внутренней ленте входят в выступы замка на конце ленты, расположенной снаружи. Однако замки-захваты малонадежны, особенно при перекатывании и ударах рулона.
Одним из лучших механических способов соединения концов ленты является замок, в котором концы ленты шириной 18—20 мм, толщиной 0,3—0,4 мм дополнительно обжимаются закрепительной широкой лентой, после чего обвязочные и закрепительная ленты в двух местах с каждой стороны прорезаются на ширину 4—5 мм. Прорезанные части лент на 2—3 мм отгибаются. Ширина закрепительной ленты не превышает 45 мм.
Замок имеет плоскую конструкцию и не вызывает деформации рулона. Он надежен как при перекатывании рулонов, так и при ударах.
В последнее время широко распространено соединение концов обвязочной ленты электрической точечной сваркой, чаще всего в двух местах. Считают, что прочность мест сварки составляет около 90% от прочности основного металла (ленты). Исследования, проведенные в Советском Союзе, показали, что при сварке концов ленты из стали 45 в двух точках диаметром 5 мм прочность шва равна или больше прочности ленты.
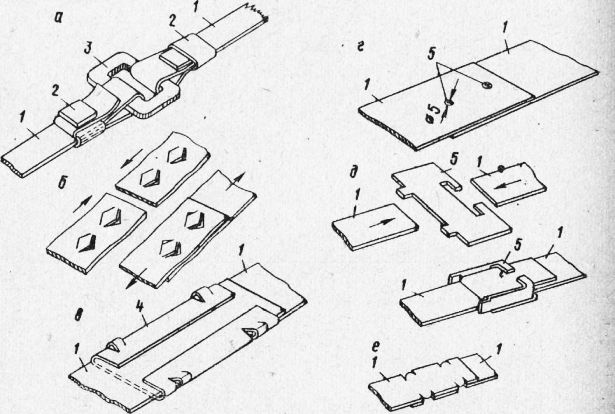
Рис. 1. Способы соединения концов ленты:
а — замок с промежуточной скобой; б — замок-захват; в — замок с дополнительной закрепительной лентой и последующим прорезанием кромок ленты; г — соединение кондов ленты точечной сваркой; д — замок с фигурной пластиной; е — замок с прорезанием кромок лент; 1 — лента для обвязки рулона; 2 — дополнительная лента для зажима; 3 — промежуточная скоба; 4 — закрепительная лента; 5 — фигурная иластина
На многих предприятиях Швеции применяют замок с фигурной пластиной. В отечественной практике применяется замок с прорезанием кромок лент.
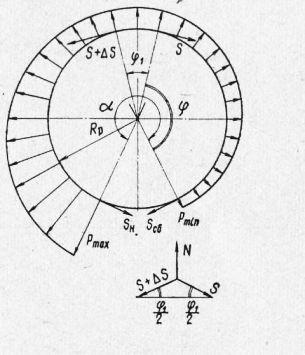
Рис. 2. Схема к определению натяжения ленты

Рис. 3. Схема к определению удельного давления
Натяжение ленты в процессе ошиновки для обеспечения постоянного среднего удельного давления в значительной мере зависит от диаметра рулона. Чем больше диаметр рулона, тем более высокие механические свойства должна иметь ошиновочная лента.
Ошиновочные станки должны обеспечить требуемое натяжение ленты.
Автоматический рулоно-ошиновочный станок может обеспечить натяжение ленты шириной 25 мм до 7000 Н при максимальном диаметре ошиновываемого рулона 1850 мм. Натяжение ленты регулируется оператором от ножной педали и регистрируется специальным прибором. Подача ленты вокруг рулона внутри специальной станины в форме дуги осуществляется тяговыми валами. Лента внутри дугообразной станины удерживается или в пазах, или электромагнитами. Натяжение ленты осуществляется от приводных рифленых роликов или рейки. При ошиновке непосредственно на рулон устанавливается матрица, по которой протягивается лента. Один конец ленты удерживается в специальном замке. По окончании процесса ошиновки и образования замка матрица, находящаяся внутри ленты, вместе с натяжным механизмом, пуансоном для пробивания лент с целью образования замка, расположенными снаружи ленты, выдвигаются на сторону. При этом ленты, естественно, несколько освобождаются и натяжение их уменьшается. Однако предварительное натяжение ленты должно быть таким, чтобы после выдвижения матрицы за счет упругого восстановления рулона оно ооеспечивало бы среднее удельное давление между лентами и Рулоном в пределах 0,15—0,20 МПа.
Рис. 4. Рулоноошиновочньш станок
Продолжительность наложения одной ленты на рулон не превышает 5—6 с. Однако при низких скоростях транспортных средств ошиновка рулона двумя лентами длится не менее 30 с.
Производительность ошиновочных станков колеблется в пределах 70—120 рулонов в час независимо от их размеров.
Для зарядки ошиновочного устройства бобинами лент требуется остановка станка на 3 мин. Станок 1 раз в неделю останавливают на просмотр и смазку.
Отечественный ошиновочный станок производит ошиновку рулонов стальной несмазанной лентой марки 08-КП-ВМ-НТ-3-0-0,5X16 (ГОСТ 503—71). Концы ленты соединяются электрической точечной сваркой. Антикоррозионная смазка стальной ленты мешает сварке, поэтому ее приходится предварительно удалять, что значительно осложняет работу ошиновочного станка. Для ошиновки одного рулона расходуется 0,4—0,5 кг ленты. Привод станка осуществляется электродвигателем мощностью 1 кВт при числе оборотов 930 об/мин.
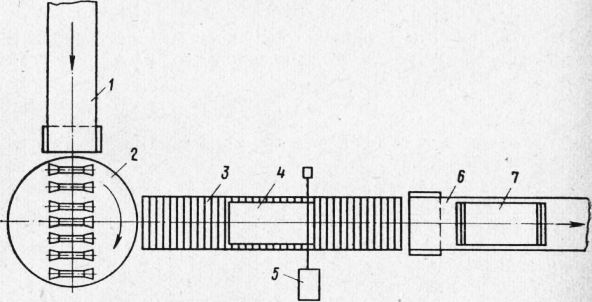
Рис. 5. Схема транспортирования рулонов картона к ошиновочному станку:
1 — ленточный конвейер; 2 — поворотный круг; 3 — роликовый конвейер; 4 — рулон под ошиновкой; 5 — ошиновочный станок; 6 — ленточный конвейер; 7— ошипованный рулон
Обычно ошиновочные машины устанавливаются в поточной линии вблизи продольно-резательного станка. В месте установки ошиновочного станка размещается роликовый приводной конвейер. После ошиновки одной стороны рулона включается роликовый конвейер, и рулон продвигается на нем к станку для ошиновки лентой другого конца. Точная остановка рулонов фиксируется конечными выключателями.
В последнее время, так же как и при упаковке листовой бумаги, имеется тенденция замены стальной ленты синтетической.
На предприятиях низкой производительности находят применение ручные ошиновочные инструменты, описанные в разделе, посвященном упаковке листовой бумаги.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Оборудование для ошиновки рулонов картона"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы